

Ультразвуковая интенсификация технологических процессов добычи и переработки нефти, очистки нефтезагрязненных вод и грунтов
На правах рукописи
МУЛЛАКАЕВ МАРАТ САЛАВАТОВИЧ
УльтраЗвуковая ИНТЕНСИФИКАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ДОБЫЧИ И ПЕРЕРАБОТКИ НЕФТИ, ОЧИСТКИ НЕФТЕЗАГРЯЗНЕННЫХ ВОД И ГРУНТОВ
03.02.08 – Экология (в химии и нефтехимии)
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
доктора технических наук
Москва 2012 г
Работа выполнена в Институте общей и неорганической химии
Российской академии наук им. Н.С. Курнакова (ИОНХ РАН)
Научный консультант: доктор технических наук, профессор
Абрамов Олег Владимирович
Официальные оппоненты: доктор технических наук, профессор
Лагуткин Михаил Георгиевич
доктор химических наук, профессор
Зайцев Николай Конкордиевич
доктор химических наук, профессор
Гриневич Владимир Иванович
Ведущая организация: Учреждение Российской академии наук Институт химии нефти Сибирского отделения РАН (ИХН СО РАН)
Защита состоится «22» марта 2012 г. в 1400 часов на заседании диссертационного совета Д 212.145.03 в Московском государственном университете инженерной экологии (МГУИЭ) по адресу: 105066, Москва, ул. Старая Басманная, 21/4, аудитория имени Л.А. Костандова (Л-207).
С диссертацией можно ознакомиться в библиотеке Московского государственного университета инженерной экологии
Автореферат разослан «____» ___________ 20 г.
Ученый секретарь
диссертационного совета, к.т.н. Гриднева Е.С.
Общая характеристика работы
Актуальность темы. Ультразвук (УЗ), является экологически безопасным средством повышения эффективности технологических процессов в различных отраслях народного хозяйства. Активно воздействуя на кинетику химических реакций и обеспечивая стимуляцию тепло- массообменных процессов, он способствует увеличению производительности различных технических систем, снижению их энергоемкости и повышению качества конечной продукции. Решению проблем интенсификации технологических процессов с помощью УЗ колебаний посвящены работы Розенберга Л.Д., Казанцева В.Ф., Бергмана Л., Маргулиса М.А., Новицкого Б.Г., Мейсона Т., Накорякова В.Е., Абрамова О.В., Монахова Б.Н., Кардашева Г.А. др.
В результате постоянно увеличивающейся индустриальной активности человека возникают крупномасштабные экологические проблемы, связанные с процессами добычи, транспортировки и переработки нефти, очистки нефтезагрязненных вод и грунтов.
Вследствие низкой эффективности применяемых технологий извлечения нефти, а также ростом освоения залежей с тяжелыми и вязкими нефтями наблюдается заметное уменьшение дебитов добывающих скважин. В настоящее время в России коэффициент извлечения нефти (КИН) находится в пределах 0,25 - 0,45, что является одним из наиболее низких значений этого показателя промышленно развитых стран. Мировые ресурсы тяжёлых и вязких нефтей оцениваются в 700 млрд. тонн, в России запасы таких нефтей достигают 7,2 млрд. тонн, что составляет 28,6 % от балансовых запасов, сосредоточенных на 267 месторождениях. Они представляют собой высококонцентрированные дисперсные системы, что отражается на энергоемкости их добычи, транспортировки и переработки. Интенсификация этих процессов достигается за счет применения химических и физических методов целенаправленного изменения баланса сил межмолекулярного взаимодействия.
В связи ужесточением европейских нормативов к техногенным выбросам важнейшей задачей НПЗ России является переход на производство экологически чистого дизельного топлива. Широко известными и распространенными методами обессеривания являются гидроочистка (ГО), сернокислотная и щелочная очистка, а также окислительное обессеривание. Их недостатками являются высокая стоимость, сложность аппаратурного оформления, значительный расход реагентов и образование трудноутилизируемых стоков, загрязняющих окружающую среду.
Увеличение объемов добычи нефти приводит к усилению техногенной нагрузки на все компоненты экосистемы: на почву, воду и атмосферу. По оценкам экспертов в России добыча нефти в 2010г составила 505 млн. т. Потери нефти и нефтепродуктов при этом - 25 млн. т и 12 млн. т, соответственно. Более 3 млн. га земель выведено из оборота из-за замазученности.
Учитывая изложенное, необходимость создания новых комбинированных физико-химических методов повышение эффективности добычи и переработки нефти, очистки нефтезагрязненных вод и грунтов приобретает важное народнохозяйственное значение. Экологически безопасное УЗ воздействие представляется при этом весьма актуальным для решения практически всего комплекса этих проблем.
Цель работы
Разработка научных и технических решений, обеспечивающих повышение эффективности добычи и переработки нефти, очистки нефтезагрязненных вод и почв на основе использования современных комбинированных технологий с ультразвуковым воздействием.
Задачи исследований
- Разработать новое поколение компактных, ПК-совместимых УЗ комплексов в составе универсальных генераторов, электроакустических преобразователей, волноводных систем, скважинных аппаратов и экспериментально определить их рациональные эксплуатационные параметры.
- Экспериментально исследовать характер развития нелинейных акустических эффектов при введении УЗ колебаний в жидкофазную нагрузку, обеспечивающих необходимую степень развития кавитации и получение технологического эффекта.
- Изучить влияние УЗ обработки на динамику процессов восстановления продуктивности низкодебитных скважин, изменения реологических свойств вязких и тяжелых нефтей, каталитического окисления органических соединений серы (ОСС) в нефтепродуктах.
- Оценить воздействия УЗ обработки на величину КИН и динамику добычи нефти, а также коэффициента ее вязкости.
- Исследовать эффективность предварительной УЗ - активации химических реагентов при очистке нефтезагрязненных вод и грунтов.
- Разработать экономическое обоснование предлагаемых решений.
Основные положения диссертации, выносимые на защиту
Научно-технические решения, направленные на повышение эффективности производственных процессов и уровня экологической безопасности нефтегазового комплекса, в том числе:
- создание нового компактного ПК-совместимого поколения УЗ техники;
- УЗ стимуляция скважин с целью повышения их продуктивности;
- снижение вязкости тяжелых нефтей за счет комбинированного воздействия ультразвука и химических реагентов;
- комплексная УЗ обработка сырья и катализаторов при каталитической гидроочистке дизельной фракции;
- УЗ активация реагентов при очистке нефтезагрязненных вод и грунтов методами гальванокоагуляции, флотационного и центробежного разделения.
Научная новизна
1.Экспериментально установлена эффективность воздействия УЗ колебаний:
- в сочетании с гидродинамической обработкой призабойной зоны пластов (ПЗП) нефтяных скважин;
- совместно с применением химических реагентов на снижение вязкости нефтей с различным структурно-групповым составом;
- с использованием с катализатором на обессеривание дизельной фракции,
- в сочетании с реагентными методами обезвреживания нефтезагрязненных вод и грунтов на степень их очистки.
2. Оценочные расчеты влияния УЗ обработки:
- на величину КИН и динамику добычи нефти;
- на изменение вязкости нефти на основе усталостного механизма;
- на активацию химических реагентов при очистке нефтезагрязненных вод.
Практическая значимость и реализация результатов работы
1. Разработаны и защищены патентом следующие технические решения:
- устройство воздействия на призабойную зону пласта с использованием УЗ - колебаний;
- комплекс оборудования для добычи высоковязкой нефти;
- комплекс сорбционной очистки загрязненных вод.
2. Созданы и испытаны:
- новое поколение компактного, ПК- совместимого УЗ оборудования – универсальные генераторы, электроакустические преобразователи, волноводные системы, скважинные аппараты;
- автономная установка промышленного типоразмера с гидродинамическим кавитационным модулем для снижения вязкости и температуры застывания нефтей в сочетании традиционно применяемыми реагентами;
- блок УЗ активации сырья и катализатора промышленного типоразмера в составе установки гидроочистки для обессеривания прямогонной дизельной фракции;
- модульный блок УЗ активации реагентов в процессах очистки загрязненных вод;
- мобильный комплекс УЗ гальванокоагуляционной очистки загрязненных вод.
3. Проведены опытно-промышленные испытания УЗ скважинных аппаратов на Самотлорском месторождении в ОАО «Самотлорнефтегаз» и месторождении Green River Formation компании Эль-Пасо, в результате которых установлена и перспективность их использования. Указанное оборудование введено в опытную эксплуатацию.
4. Предложены технические решения:
- по модернизации технологии каталитической гидроочистки дизельной фракции, за счет ее предварительной УЗ активации на разработанной установке и проведены промышленные испытания на опытном заводе ОАО ВНИИ НП (г. Москва).
- по реконструкции очистных сооружений депо «Невское» Санкт-Петербургского метрополитена на основе комбинированного использования гальванокоагуляционного способа обезвреживания загрязненных вод и УЗ воздействия.
- по модернизации блоков реагентной флотации очистных сооружений поверхностных стоков в кессоне р. Москвы с использованием УЗ оборудования в рамках проекта «Узел головных сооружений у Студенец–Ваганьковского ручья на Краснопресненской набережной г. Москвы».
5. Разработаны необходимые методики и программное обеспечение для специалистов по инженерной защите окружающей среды и нефтепереработке.
Личный вклад автора состоит в постановке задач исследования, проведении экспериментальных и теоретических исследований, разработке и испытании лабораторных и промышленных установок, внедрении результатов исследований. Обсуждение экспериментальных данных проводились совместно с соавторами публикаций. Анализ, обработка и научная трактовка результатов выполнена автором самостоятельно.
Апробация работы. Материалы работы докладывались, обсуждались и получили положительную оценку специалистов на 15-ти Международных и Всероссийских научных конференциях, приведенных в списке публикаций соискателя.
Публикации. По теме диссертационной работы опубликовано 56 работы, в том числе 34 в журналах ВАК, получено 4 патента, свидетельство об отраслевой регистрации разработки и государственной регистрации программы для ЭВМ.
Структура и объем работы. Диссертация состоит из введения, девяти глав, общих выводов, списка литературы из 458 наименований. Основное содержание изложено на 351 странице, содержит 122 рисунка и 46 таблиц.
Основное содержание работы
Во введении дана общая характеристика работы. Обоснована актуальность проблемы, сформулирована научная новизна, практическая значимость, апробация результатов, объем и структура работы.
В первой главе дан обзор научно-технической и патентной литературы, а также других источников информации по использованию современных физико-химических методов интенсификации добычи и переработки нефти, очистки нефтезагрязненных вод и почв. Проведен анализ существующих технологий и оборудования по УЗ интенсификации рассматриваемых процессов. На основе выполненного анализа по современному состоянию проблемы определены цель и основные научно-технические задачи, требующие проведения всесторонних исследований.
Во второй главе приведены физико-химические свойства и характеристики исследуемых и используемых в работе материалов и веществ. Дано описание использованного в работе оборудования, рассмотрены методы анализа и исследования веществ и материалов. В работе использованы физико-химические методы: калориметрический, акустические, газовой хроматографии, спектрофотометрический, ИК-фотометрии, а также численные методы решения краевых задач, методы математической статистики, компьютерное моделирование.
 |
| Рис. 1. Типовая блок-схема УЗ комплекса: УЗГ – УЗ генератор; ЭАП – электроакустический преобразователь; ВС – волноводная система; ВБ - вспомогательный блок, КИС – контрольно-измерительная система; ПК – компьютер. |
В третьей главе изложены результаты работ, направленных на создание современных компактных, ПК-совместимых УЗ комплексов нового поколения. Типовая блок-схема такого комплекса представлена на рис.1. Производство и коммерческая реализация на российском и мировом рынках освоены ООО «Виатех».
Для питания УЗ- установок разработаны универсальные УЗ генераторы семейства MUG, в состав которых входят три основные типо-размера.
Техническая характеристика генераторов серии MUG приведена в табл.1.
В работе были спроектированы, изготовлены и испытаны магнитострикционные (МСП) и пьезокерамические преобразователи. Техническая характеристика преобразователя МСП 2,5/ 24 приведена в табл. 2.
Таблица 1 - Техническая характеристика генераторов серии MUG
| Технические характеристики | Тип генератора | ||
| MUG 3/18-27 лабораторный | MUG 4/20-27 промышленный | MUG 10/20-27 промышленный | |
| Выходная мощность, кВт | 1 – 3 | (1,2 – 4) х 2 | до 10 |
| Рабочая частота, кГц | 18 – 27 | ||
| КПД, % | Не менее 85 | ||
| Электропитание, В / Гц | 220/ 50 | 380-480/50,60 | 380-480/50,60 |
| Охлаждение | воздушное | ||
Для получения требуемого технологического эффекта были рассчитаны и изготовлены волноводы с развитой поверхностью, позволяющие получить существенно более развитую кавитационную зону.
Таблица 2 - Техническая характеристика преобразователя типа МСП – 2,5/ 24
| Наименование и единица измерения | Значение | ||||
| Номинальное значение | Предельное отклонение | Измеренное значение | |||
| Резонансная частота, кГц | 22 | ± 1,65 | 23,3 | ||
| Напряжение питания, В | 350 | ± 20 | 370 | ||
| Потребляемая номинальная мощность, кВт | 2.5 | ± 0,2 | 2,6 | ||
| Ток подмагничивания, А | 12 | 2 | 13 | ||
| Амплитуда колебаний торца волновода, мкм | 12 | 0,5 | 12,5 | ||
| Электроакустический КПД, % | 48 | - | - | ||
 | |||||
| Рис.2. Схема лабораторной установки обессеривания дизельной фракции: 1 – кронштейн, 2 – преобразователь МСП 2/2,5, 3 – волновод, 4 – реактор, 5 – сетчатая кассета; 6 – фланец, 7 – нагреватель, 8 – термопара, 9 – патрубок для барботирования газом. | |||||
Разработаны восемь лабораторных УЗ установок, которые включали в себя генераторы серии MUG 4/20-27, обеспечивающие возможность плавного регулирования мощности, подаваемой на преобразователь. Механические колебания УЗ частоты в диапазоне 18-24 кГц передавались из преобразователя с помощью волноводной системы в обрабатываемую среду в специальном реакторе. Реактор оснащен датчиками (термопарами, уровнемерами, ph-метрами), соединенными с блоком контрольно-измерительной системы. Вспомогательный блок, обеспечивал поддержание необходимых параметров процесса (температура, давление и т.д.).
В качестве примера на рис. 2. приведена лабораторная установка обессеривания дизельной фракции.
В рамках исследований влияния УЗ на процессы восстановления продуктивности низкодебитных скважин разработаны два типа колебательных систем погружных устройств, показанных на рис. 3:
а) б) б) Рис. 3. Колебательные системы погружных устройств: а) из 4-х преобразователей; б) из 2-х преобразователей, подсоединенных по схеме Push-Pull c сонотродом гантельного типа Рис. 3. Колебательные системы погружных устройств: а) из 4-х преобразователей; б) из 2-х преобразователей, подсоединенных по схеме Push-Pull c сонотродом гантельного типа |
- система с использованием 4-х преобразователей МСП стержневого типа, расположенных в скважинном аппарате таким образом, чтобы их оси были направлены нормально к оси аппарата и были развернуты друг по отношению к другу на 900;
- система с использованием 2-х стержневых преобразователей МСП, соединенных по схеме Push-Pull (c двухтактным циклом) c волноводом с развитой излучающей поверхностью.
Стендовые испытания созданного оборудования проводились в барокамере с диапазоном давлений Р0 0..15 МПа. Зафиксированы рациональные режимы работы волноводно-излучающих систем: максимальное акустическое давление Рsh наблюдалось для частоты 21,2 кГц и силе тока в обмотке преобразова-
 Рис. 4. Зависимость уровня сигнала гидрофонов от давления в барокамере: 1 – для системы с использованием 2 преобразователей; 2 – для системы с использованием 4 преобразователей. Рис. 4. Зависимость уровня сигнала гидрофонов от давления в барокамере: 1 – для системы с использованием 2 преобразователей; 2 – для системы с использованием 4 преобразователей. |
теля 7 А. Показано, что во всех случаях, как при кавитации, так и под давлением, когда кавитации нет, волноводы с развитой поверхностью система (б) позволяют ввести в жидкую нагрузку больше акустической энергии (рис.4).
С учетом результатов стендовых испытаний разработаны и защищены патентами два типа скважинного УЗ аппарата нового поколения.
Скважинный аппарат СП- 42/1300 выполнен с полым цилиндрическим корпусом наружным диаметром 42 мм и длиной 1300 мм и предназначен для работы на легкой нефти. В его центральной части прибора расположен волновод, к торцам которого припаяны два МСП, возбуждающие в режиме холостого хода стоячую волну. Возникающие радиальные колебания волновода создают в окружающей среде упругое поле с частотой 20кГц. Питание скважинного прибора осуществляется наземным УЗ генератором через каротажный кабель (до 3000м).
Скважинный аппарат СП 108/1410 с цилиндрическим корпусом диаметром 108 мм и длиной 1410 мм и предназначен для работы с вязкими нефтями при использовании штанговых насосов. В качестве излучателя применен цилиндрический МСП, совершающий колебания в направлении перпендикулярном его оси.
Интенсивность развития кавитации, которая характеризуется уровнем кавитационного шума Psh|Pso, где Pso - уровень кавитационного шума, и размер кавитационной зоны в жидкостях с указанными в табл. 3 свойствами определялись с помощью с помощью кавитометра Cv I, в полосе частот 34 - 400 кГц. Измерение акустической мощности осуществлялось по данным измерения амплитуды колебаний на волноводе электродинамическим датчиком EDP-6, а также калориметрическим методом.
Таблица 3 - Физические свойства исследуемых жидкостей
| Вещества | Плотность, кг/м3 | Динамическая вязкость при 20 оС, мПа с | Скорость звука, м/с |
| Верхне-Салатская нефть | 780 | 227,1 | 1380 |
| Прямогонная дизелная фракция | 880 | 2,2 | 1870 |
| Этанол | 800 | 1,22 | 1180 |
| Лузановская нефть | 952 | 1014 | 1300 |
| Вода | 1000 | 1 | 1450 |
| Глицерин | 1261 | 1450 | 1904 |
| Четыреххлористый углерод | 1600 | 0,97 | 926 |
Первые признаки кавитации возникали при значениях амплитуды смещения излучателя 1...3 мкм, что соответствует уровню акустического давления 5 - 15.10-4 МПа. При изменении интенсивности колебаний в интервале 5…30 Вт/ см2 порог кавитации (Pc) изменялся в интервале 0,01…0,07 МПа, а относительный объем кавитационной зоны 0,1…1,1%.
В процессе экспериментов при постоянной электрической мощности (Pe= 2,5 кВт), подводимой к преобразователю, установлено следующее:
- с увеличением плотности жидкости в интервале 800-1600 кг/м3 интенсивность кавитации (уровень кавитационного шума Psh|Pso) возрастает до значений плотности 1000 кг/м3, а затем начинает снижаться;
- изменение скорости распространения звука в интервале 900…2000 м/с не оказывает существенного влияния на характер кавитации в жидкости;
- увеличение динамической вязкости жидкости в интервале 1…1500 мПас приводит к снижению уровня кавитационного шума на 17%;
- с увеличением волнового сопротивления в интервале 0…150 000 кг/м2с величина акустической мощности возрастает на 23 %.
Использование излучателя c развитой поверхностью позволяет получить существенно более развитую кавитационную зону. Это иллюстрируется графиками на рис.5. С увеличением расстояния от излучающей поверхности R уровень кавитационного шума экспоненциально снижается. В поле стержневого излучателя характерные размеры кавитационной зоны локализуются в пределах 1 – 2, а в поле трубчатого излучателя в 2 –3 длин волн в жидкости.
 Рис. 5. Распределение уровня кавитационного шума в воде при использовании стержневого излучателя (1) и излучателя с развитой поверхностью (2) Рис. 5. Распределение уровня кавитационного шума в воде при использовании стержневого излучателя (1) и излучателя с развитой поверхностью (2) |
По достижении порога кавитации, в связи с уменьшением волнового сопротивления среды, зависимость величина акустической мощности колебаний от электрической приближается к линейной. При дальнейшем увеличении амплитуды колебаний, начинается распыление жидкости, и величина акустической мощности перестает практически зависит от амплитуды колебаний.
Четвертая глава посвящена апробации нового поколения УЗ аппаратов для восстановления продуктивности скважин в полевых условиях. Представлены полученные с помощью программного пакета «ECLIPSE» результаты модельного расчета влияния УЗ обработки в окрестности добывающей скважины на величину коэффициента извлечения и динамику добычи нефти.
Опытно-промысловые испытания УЗ скважинного аппарата СП- 42/1300 проведены на скважинах Самотлорского месторождений в ОАО «Самотлорнефтегаз», которые разрабатываются с поддержанием пластового давления.
УЗ обработке подвергались во время капитального ремонта только те добывающие легкую и среднюю нефть скважины для которых предварительно в процессе эксплуатации были зафиксированы:
- снижение коэффициента продуктивности более чем на 30%;
- фильтрационная неоднородности пласта;
- отсутствие заколонных перетоков;
- наличие перемычек более 1 м, разделяющих интервал перфорации от водонасыщенного пласта.
Разработанная УЗ техника хорошо вписался в технологию геофизических исследований скважины, и поэтому не потребовал значительных эксплуатационных затрат. Скважинный прибор СП- 42/1300 диаметром 42 мм был введен в ПЗП через насосно-компрессорную трубу с помощью геофизического кабеля длиной до 4000 м. Обработка проводится на «депрессии», в результате чего отделенный от поверхности порового пространства кольматант попадает в ствол скважины и затем удаляется из нее.
Результаты опытно-промысловых испытаний скважинных аппаратов нового поколения на 27 добывающих нефтяных скважинах в период с октября 2010 года по сентябрь 2011 года, приведены в табл. 4. Анализ результатов показывает, что при этом среднесуточный дебит нефтяных скважин увеличился в 2,4 раза, а средний коэффициент продуктивности – в 2 раза.
Таблица 4 - Усреднённые показатели УЗ обработки призабойной зоны пласта
| Параметр | До УЗ обработки | После УЗ обработки |
| Среднесуточный дебит нефтяных скважин, т | 3,17 | 7,62 |
| Средняя обводнённость нефтяных скважин, % | 49,5 | 36,6 |
| Средний коэффициент продуктивности | 0,12 | 0,25 |
Благодаря избирательному воздействию УЗ - обработки на ПЗП средняя обводнённость нефтяных скважин уменьшилась на 26 %. Абсолютный прирост среднего суточного дебита скважин составил 4,45 т. Продолжительность действия эффекта от УЗ обработки скважин составила от 6 месяцев до 1 года.
В табл. 5 приведены геофизические характеристики скважины № 31347, динамика работы которой графически отражена на рис.7. Добыча нефти на скважине продолжалась в течении 106 суток в постоянном режиме, средний прирост через 3 месяца составил по нефти 7 т/сут, коэффициент продуктивности от 0,16 до 0,65 м3/сут. В табл. 6 приведены технико-экономические показатели УЗ обработки.
|
Рис.7.Динамика работы скважины 31347 до и после применения УЗ обработки | ||||||||||||||||||||||


Таблица 6 - Технико-экономические показатели УЗ обработки скважинОАО «Самотлорнефтегаз
| Затраты на УЗ обработку скажины, руб | Дебит скважин, т/сут | Стоимость нефти руб/т, на 10.10.2011 | Доход, руб/сут | Прибыль, при рентабельнсти 10%, руб/сут | Продолжительность эффекта, сут | Прибыль, руб |
| 900 000 | 4,45 | 21 980 | 97 800 | 9 700 | 270 | 1746000 |
Опытно-промышленные испытания эффективности скважинного аппарата СП - 108/1410 было проводились на высоковязких нефтях на месторождениях Green River Formation компании Эль-Пасо, на низкодебитных скважинах Rust 14B3, Lotridge Gates 13B3, Ute 16D6. Геофизические характеристики скважины Rust 14B3 представлены в табл.7. Нефть данного месторождения отнесена к разряду практически неизвлекаемых (= 940 кг/м3, µ= 6800 мПа, содержание парафинов -49,3 % мас).
Технология спуско - подъемных операций скважинного прибора СП 108/1410 аналогична технологии применяемой при спуске погружных насосов в скважину на насосно-компрессорной трубе. Питание прибора осуществляется через кабель дли ной до 3000 м. В случае добычи тяжелой нефти процесс кольматация порового пространства происходит сравнительно быстро, поэтому прибор закрепляется на насосно-компрессорной трубе и остается в скважине на постоянной основе.
Как видно из гистограммы на рис. 8, суммарное изменение производительности на 3 скважинах в процессе УЗ обработки в течение 6 месяцев 2008г. Историческая производительность трех скважин составляла 290 баррелей. УЗ обработка привела к дополнительной добыче на 3476 баррелей.
|
| ||||||||||||||||||||||
Рис. 8. Суммарный полугодовой объем добычи нефти на 3 скважинах до и после УЗ стимуляции | |||||||||||||||||||||||

Опытно-промысловые испытания выявили преимущества экологически безопасной УЗ технологии стимуляции скважин: кратковременность обработки, применение мобильной, ПК- совместимой, малогабаритной аппаратуры, низкие эксплуатационные затраты. Эффективность обработки подтверждается в 85% случаев, увеличением дебита на низкодебитных скважинах более чем на 4,5 т, интенсификацией работы скважин от 6 до 12 месяцев, а также сохранением целостности эксплуатационной колонны и цементного кольца.
Гидродинамические расчеты влияния УЗ обработки в окрестности добывающей скважины на величину коэффициента извлечения и динамику добычи нефти проведены с использованием модели изотермической фильтрации трехкомпонентной (нефть, газ, вода) слабосжимаемой жидкости в поровом пространстве. Уравнение состояния нефти задавалось таблицами для каждого региона. Коэффициент вытеснения в модели принят равным 0.5. Рассмотрены варианты расчета двух скважин: первая расположена в высокооднородной части пласта, вторая- на участке со значительной расчлененностью разреза и в более низких нефтенасыщенных толщинах. Параметры участка приведены в табл. 8.
 | |||
| Рис. 6. Изменение расчетных значений КИН в период 2010 - 2060 г.г: 1 – нефти в добывающей скважине; 2- нефти после УЗ воздействия, снижающим вязкость на 10% и увеличивающим проводимость в ПЗП, 3- прироста КИН. | |||
| Таблица 8 - Параметры участка | |||
| Начальные запасы нефти, тыс. тонн | 1052 | ||
| Нефтенасыщенная толщина, м | 9 | ||
| Пористость, % | 0.17 | ||
| Начальная нефтенасыщенность, % | 0.77 | ||
| Средняя проницаемость, мД | 7 | ||
| Плотность, кг/м3 | Нефть Вода Газ | 861 1016 0,8648 | |
| Вязкость, сП | В пласте В ПЗП | 2,64 2,30 | |
Результаты расчета показывают, что при увеличении проницаемости, возрастает дебит нефти в начальный период, и как следствие этого наблюдается резкое снижение пластового давления.
Применение УЗ метода воздействия обеспечивает не только уменьшение вязкости нефти в окрестности скважины, но и оказывает положительное влияние на ПЗП. Расчетные значения КИН и его прироста в период 2011-2060 г., иллюстрируются графиком на рис. 6. Анализ выполненных расчетов показал, что для скважины, расположенной в среде с высокой проницаемостью, выработка участка осуществляется в более короткие сроки, а в случае низкой проницаемости участка выработка происходит более равномерно.
УЗ воздействие на ПЗП добывающей скважины дает прирост добычи нефти как на участке с низкой проницаемостью, так и на участке с более высокой проницаемостью. Однако, в связи с тем, что в данных случаях имеется существенное различие в динамике добычи нефти, то прирост КИН более существенный в случае более равномерной выработки.
В пятой главе представлены результаты исследований комбинированного воздействия УЗ и химических реагентов на реологические свойства тяжелых нефтей, состав и свойства, которых приведены в табл. 9.
Таблица 9 - Групповой состав и физико-химические свойства нефтей
| Нефть | Эффективная вязкость при 20 оС, мПа*с | Температура застывания, С | Содержание, % мас. | ||
| Масла (в том числе н-УВ) | Смолы | Асфаль тены | |||
| Русская | 295,4 | -17 | 83,4(0,9) | 15,4 | 1,2 |
| Верхне-Салатская | 227,1 | +18 | 98,6 | 1,4 | 0 |
| Усинская | 5198,9 | -19 | 59 (1,1) | 31,1 | 9,9 |
| Лузановская | 1014 | -17 | 64,05 | 28,6 | 6,1 |
Измерение реологических характеристик нефтей проводились с использованием вискозиметра Brookfield DV-III ULTRA и измерителе низкотемпературных показателей нефтей ИНПН SX 850. До начала УЗ обработки и после ее окончания осуществлялось термостатирование указанной пробы в течении 20-30 мин при t=20 0С.
 |
| Рис. 9. Влияние комбинированной УЗ и реагентной обработки толуолом на динамическую вязкость Русской нефти: 1-исходная проба; 2- проба после УЗ обработки; 3-проба после реагентной обработки; 4-проба после комбинированной обработки; |
Перспективные результаты, полученные на пробах Русской нефти, разбавленных толуолом, иллюстрируются графиками на рис. 9. Введение 1 % мас. толуола приводит к снижению вязкости в 1,3 раза, УЗ обработка в течении 1 мин – в 1,2 раза, а комплексное воздействие толуола и УЗ - в 1,7 раз.
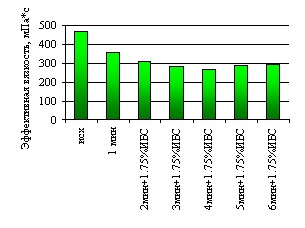
Гистограмма на рис.10, показывает изменение эффективной вязкости Русской нефти (скорость сдвига 55 с-1) при разбавлении ИБС и 1% раствором NaOH в ИБС при 20 оС. Максимальное снижение вязкости достигнуто при концентрации этих реагентов 1,75 % мас, и составляет 11 % и 27 %, соответственно
Гистограмма на рис.11, показывает, что УЗ обработка в течение 2 мин смеси нефти с 1,75 % мас раствора NaOH в ИБС приводят к снижению вязкости на 29 %, а в течение 4 мин - на 39 %. Дальнейшее увеличении времени УЗ обработки приводит к возрастанию вязкости.
 |  |
| Рис. 10. Влияние реагентной обработки ИБС и 1% раствором NaOH на динамическую вязкость Русской нефти. | Рис. 11. Влияние комбинированной УЗ и реагентной обработки ИБС и 1,75% раствором NaOH на динамическую вязкость Русской нефти: |
Высокопарафинистая нефть Верхне-Салатского месторождения имеет температуру застывания около +18 оС. Опробованные на этой нефти реагенты и УЗ воздействие не дали ощутимых результатов.
Реологические свойства Усинской нефти практически не изменяются после УЗ обработки. Значительно более эффективно вязкость этой нефти снижается с помощью растворителей. Введение в пробу 3 % мас толуола приводит к снижению вязкости на 30 %.
Нефть Лузановского месторождения характеризуется высоким содержанием смол (28,6 %) и асфальтенов (6,1%). Зафиксирован рациональный режим УЗ обработки этой нефти: время УЗ воздействия - 2 мин., интенсивность - 22,4 Вт/ см2. В табл. 10, представлены сравнительные результаты экспериментов по снижению вязкости нефти при использовании метанола, разбавителя Р-12 и УЗ воздействия.
Таблица 10 - Сравнительные результаты изменение вязкости Лузановской нефти реагентым и комбинированным способом с УЗ воздействием.
| Образец | Вязкость, мПас | Отн. уменьшение вязкости, % | ||
| Реагент | Реагент +УЗ | Реагент | Реагент +УЗ | |
| Исходная нефть | 1121 | 1009 | - | 9,9 |
| Нефть + 1% метанола | 744 | 707 | 33,6 | 4,8 |
| Нефть + 2% метанола | 697 | 635 | 37,8 | 8,8 |
| Нефть + 3% метанола | 747 | 617* | 33,4 | 17,4 |
| Нефть +1% Р-12 | 701 | 671 | 37,5 | 4,3 |
| Нефть +2% Р-12 | 559 | 440 | 50,1 | 21,3 |
| Нефть +3% Р-12 | 536 | 441 | 52,2 | 17,7 |
Основной причиной аномальной вязкости тяжелых нефтей считается высокое содержание в них смолисто-асфальтеновых компонентов (САК). При достижении критической концентрации САК наступает резкое изменение реологических свойств, и начинают в значительной мере проявляться структурно-механические свойства. Анализ литературы показал, что подобная картина наблюдается для полимеров, разрушение которых имеет термофлуктуационную природу и описывается на основе эмпирической формулы Журкова. В работе предложен оценочный расчет изменения вязкости нефти после УЗ- воздействия, основанный на этой формуле:
 , (1)
, (1)
где: р — время разрыва межмолекулярных связей; 0 — постоянная, определяемая свойствами материала; E0 – энергия разрыва, с — статическое напряжение в выбранном направлении; u — напряжение, создаваемое УЗ воздействием в том же направлении; — структурный параметр; k — постоянная Больцмана; T — абсолютная температура.
Принимая u(t) = 0 sin t и =2 /р, с учетом цикличности действующего напряжения, выражение (1) может быть представлено в виде
 , (2)
, (2)
где Np = р — число циклов воздействующего напряжения до момента разрушения.
Откуда с логарифмической точностью
 (3)
(3)
При условии Е0 Т и с = 0, где Т — напряжение разрыва межмолекулярных связей данного типа
 (4)
(4)
а продолжительность УЗ воздействия равна
р = Np/. (5)
Опираясь на представления молекулярной физики для случая свободного движения жидкости с некоторой скоростью v, считая ассоциаты твёрдыми упругими шариками радиуса r и массой m, значение коэффициента вязкости можно определить из выражения
 (6)
(6)
где: 0 и r0 значения коэффициента вязкости и радиус ассациатов до УЗ обработки, соответственно.
 |
| Рис. 12. Аппаратурно-технологическая схема гидродинамический проточной установки: 1 – насос, 2- монометр, 3 - моновакууметр, 4 – гидродинамический кавитационной модуль, 5 – блок предварительной УЗ - активации реагента. |
Проведены эксперименты по оценке размеров ассоциатов до и после УЗ обработки Лузановской нефти в течении 2 мин при интенсивности 13 Вт/см2 на лазерном фотонном корреляционном спектрометре при разбавлении н-гексаном (1:100). Разбавление нефти н-гексаном приводит к снижению средних радиусов R образующихся ассоциатов до 250…470 нм ( ~ в 1,5 раза), а дополнительная УЗ обработка - до 150...260 нм (~ в 2 раза). Отношение вязкости до и после УЗ обработки 0/ приблизительно равно отношению радиусов ассоциатов r0/r соответственно, что хорошо согласуется с расчетным выражением (6).
Комплексное применение химических реагентов и УЗ воздействия более эффективно, поскольку нелинейные акустические эффекты способствуют равномерному распространению реагентов по всему объему и препятствуют обратному построению надмолекулярных образований.
На основе расчёта гидродинамического излучателя (ГДИ), создана пилотная установка, аппаратурно-технологическая схема которой, представлена на рис. 12. Промышленные испытания этой установки на опытном заводе ОАО ВНИИ НП (г. Москва) показали, снижение динамической вязкости в среднем в 1,7 …2 раза, снижение температуры застывания при использовании газоконденсата на 6 0С, растворителя Р-12 – на 7 0 С и гексана – на 8 0С (рис.13).
Предложен алгоритм расчета комбинированного процесса обработки нефти с помощью гидродинамического излучателя с предварительным введением реагента.
Для нефтей с низким содержанием парафиновых углеводородов, повышенным содержанием смолистых компонентов
 |
| Рис. 13. Зависимость температуры застывания нефти после комбинированной обработки с УЗ воздействием от концентрации реагентов: а) газоконденсат; б) гексан; в) растворитель Р-12. |
(Русское и Лузановское месторождение) комплесное воздействие реагента (толуол, Р-12) и УЗ позволяет снизить вязкость нефти в 2-2,5 раза. Депрессия вязкости такой нефти при использовании раствора NaOH в изобутиловом спирте и УЗ составляет 1,75 раза.
Для нефтей с повышенным содержанием парафиново-нафтеновых углеводородов (Верхне-Салатское месторождение) комплексное воздействие УЗ обработки и химических реагентов приводит к неоднозначным результатам.
 |
| Рис. 14. Зависимость концентрации меркаптанов от времени обработки модельной смеси при 200С: 1 – при УЗ воздействии в присутствии катализатора; 2 – при окислении воздухом; 3– при окислении воздухом и УЗ воздействием; 4 – при окислении воздухом в присутствии катализатора; 5 – при окислении воздухом в присутствии катализатора, активированного в УЗ поле; 6 – при окислении воздухом в присутствии катализатора в УЗ поле |
Исследования комбинированного воздействия УЗ и химических реагентов свидетельствуют о возможности не только снизить динамическую вязкость нефтей до требуемых значений, но и существенно уменьшить расход реагентов. Кроме того, приобретенные при этом реологические свойства обработанной нефти сохраняются в течение длительного времени.
Шестая глава посвящена использованию УЗ для повышения эффективности обессеривания нефтепродуктов. В лабораторных экспериментах по удалению меркаптанов в качестве модельных углеводородов использовалась смесь декана и нонана в которую добавляли гексил, додецил-меркаптаны и гетерогенный фталоцианиновый катализатор на основе оксида алюминия. Анализ ОСС в пробах выполнялся с использованием газового хроматографа Varian 3800. Общее содержание серы определялось методом рентгенофлюоресцентного анализа по стандартной методике (ГОСТ ASTM D 4294). УЗ обработку смеси проводили при резонансной частоте 24,3 кГц и интенсивности 10 Вт/см2.
Графики на рис.14 иллюстрируют, что при обработке модельной смеси при 20 0С воздухом без катализатора (кривая 2, 3) концентрация меркаптанов в растворе меняется незначительно.
Наибольшая степень очистки наблюдается в случае воздействия УЗ и воздухом в присутствии катализатора (кривая 6), что соответствует степени очистки 99 % (или 2,4 ppm). В то же время предварительная УЗ- активация катализатора в модельном углеводороде, с последующим окислением меркаптанов позволяли достичь приблизительно той же степени очистки 96 % (кривая 5), но при этом значительно сократить энергетические затраты. УЗ обработка смеси и катализатора без подачи окис
 |
| Рис.15. Зависимость концентрации меркаптанов от времени обработки модельной смеси при 500С: 1- при окислении воздухом в присутствии катализатора; 2 – в присутствии катализатора, активированного в УЗ поле; 3 – при окислении воздухом в присутствии катализатора в УЗ поле. |
лителя, исключают возможность адсорбции ОСС на катализаторе (кривая 1, 2).
Результаты экспериментов, проведенных при 500С, представлены на рис. 15. Концентрация меркаптана при окислении воздухом в присутствии катализатора уменьшается от 258 ppm до 44 ppm, что соответствует степени очистки 83 %, а при тех же условиях с УЗ обработкой, показали полное отсутствие меркаптановой серы в модельном растворе. Установлено, что метод с предварительной УЗ обработкой катализатора также эффективен (кривая 2).
Исследован процесс окисления ОСС прямогонной дизельной фракции (ДФ) ОАО «Салаватнефтеоргсинтез НПЗ» при УЗ-воздействие. Использовалась дистиллированная вода, окислитель – 35 % -ный водный раствор пероксида водорода (H2О2), катализаторы хлористое железо FeCl3, вольфрамат аммония (NH4)2O:12WO3. H2O, катализатор КТ 40.
 |
| Рис. 16. Зависимость степени очистки дизельной фракции от времени предварительной УЗ активации катализатора: 1 – 10 с; 2 – 20 с; 3 – 30 с; 4 – при непрерывной обработке всего объема в УЗ поле (18 Вт/см2) |
Эффективное окисление ОСС в ДФ достигнуто при использовании качестве катализатора вольфрамата аммония за счет поддержания следующих режимных и технологических параметров: интенсивность УЗ поля - 20 Вт/см2; концентрация пероксида водорода - 4 % об.; продолжительность УЗ обработки смеси - 4 мин.
Эксперименты, как свидетельствуют графики на рис. 16, показали эффективность наименее энергоемкого способа предварительной УЗ активации катализатора в течение 30 с.
На основе выполненных экспериментов разработана пилотная установка проточного типа для УЗ обессеривания нефтепродуктов, представляющая собой
 Рис. 17. Пилотная установка УЗ обессеривания нефтепродуктов: 1– камера активации; 2 – преобразователь МСП; 3,9,12 – термометры; 4, 6 – манометры; 5– съемная кассета; 7– ВС; 8– насос; 10– приемный резервуар; 11 –трубчатый нагреватель Рис. 17. Пилотная установка УЗ обессеривания нефтепродуктов: 1– камера активации; 2 – преобразователь МСП; 3,9,12 – термометры; 4, 6 – манометры; 5– съемная кассета; 7– ВС; 8– насос; 10– приемный резервуар; 11 –трубчатый нагреватель |
замкнутую циркуляционную систему. Конструктивная схема показана на рис. 17. В состав установки входит двухканальный генератор 4, две синфазные колебательные системы с МСП и реактор объемом 2,2 л.
В ходе испытаний установки отработаны режимные и технологические параметры процесса окисления сероорганики ДФ, которые подтвердили эффективность периодического УЗ воздействия на катализатор, позволившего повысить степень очистки от ОСС в среднем в 1,5 раза, без дополнительного повышения давления и температуры.
 |  | ||
| Рис. 18. Опытно-промышленная установка с ГДИ: 1 – фильтр; 2 – насос; 3,5 – краны; 4 – манометр; 6 – мановакуумметр;8 – датчик температуры; 9 – гидродинамический излучатель. | Рис. 19. Схема модернизированной ГО: 1 – фильтр, 2 и 2’ – реакторы, 3 - сепаратор высокого давления, 4 – сепаратор низкого давления, 5 – блок очистки газа от сероводорода. I – сырье, II – свежий водород, III – рециркулирующий водород, IV и IV’–гидрогенизат, V– дистиллятный газ. | ||
Для активации ДФ в проточном режиме создана представленная на рис.18 опытно-промышленная установка с ГДИ, производительностью 1,3 м3/ч. На опытном заводе ВНИИ НП (г. Москва) в процессе модернизации промышленной технологии сероочистки ДФ, эта установка была сблокирована, как показано на рис. 19, с одним из штатных комплексом ГО и его составе введена в опытную эксплуатацию.
 Рис. 20. Зависимость содержания серы в сырье от времени работы установки гидроочистки. Рис. 20. Зависимость содержания серы в сырье от времени работы установки гидроочистки. |
При этом производилась оценка эффективности предварительной УЗ активацией катализатора:
Для исключения влияния условий ГО, аналитическому контролю подвергались два размещенных в одном помещении комплекса: штатный и модернизированный. Первый работал в штатном режиме на прямогонной ДФ с катализатором SynCat 3, второй – в соответствии с модернизированной технологией - на том же сырье, предварительно активированном в ГДИ, и с тем же катализатором, активированном в УЗ поле.
Экспериментальные данные, представленные на рис. 20, свидетельствуют, о том, что работа штатного комплекса менее эффективна: содержание серы после очистки ДФ в течение 30 дневной эксплуатации увеличилось с 340 до 450 ppm. В то же время модернизированный комплекс обеспечивал более глубокую очистку: за истекший период содержание серы в ДФ было ограничено диапазоном 290…350 ppm.
Установлено, что в типичных условиях, характерных для действующих промышленных установок ГО разница в степени очистки становилась заметной после 330 0С. Так, при температуре реактора 340 0С эта разница составляет 0,1%, а при температуре 360 0С – 0,6 %, причем эффективность ГО - 96,4%, эффективность ГО с УЗ активацией – 97,0%.
Результаты хроматографического анализа, приведенные в табл.11, свидетельствуют, что УЗ обработка сырья и катализатора наиболее эффективна для удаления дибензотиофенов – наиболее трудно удаляемый вид ОСС.
В качестве технического решения по модернизации технологии ГО на НПЗ, рекомендовано включение блоков УЗ активации по схеме, представленной на рис.21
Расчет экономического эффекта модернизированной схемы ГО, показал увеличение прибыли на 16,5%.
Таблица 11 - Результаты гидроочистки дизельной фракции
| Сераорганические вещества | Результаты гидроочистки, % | Результаты гидроочистки, с предварительной УЗ активацией, % |
| Дебензотиофен | 65,60 | 100,00 |
| 2-Ме-Дебензотиофен | 49,40 | 68,11 |
| 3-Ме-Дебензотиофен | 68,24 | 100,00 |
| 4-Ме-Дебензотиофен | 66,70 | 100,00 |
| Остальные | 45,39 | 51,52 |
| Общее | 55,83 | 71,04 |

Рис.21. Схема модернизации схемы НПЗ: 1 – печь; 2 – реактор; 3 – сепараторы; 4 – стабилизационная колонна: 5 – ГДИ для обработки сырья; 6 – УЗ установка обработки катализатора
 |
| Рис.22. Зависимость степени очистки нефтезагрязненных вод от времени предварительной УЗ активации реагентов: 1 – Аква-Аурат А30 (10 мг/л по Al2O3), С0=109 мг/л; 2 – гидроксохлорид Б (10 мг/л по Al2O3), С0 = 90 мг/л; 3 – Праестол 2540 (4 мг/л), С0=74,7 мг/л; 4 – Праестол 853 (4 мг/л), С0=56,8 мг/л; 5 – Праестол 852 (4 мг/л), С0=54,8 мг/л; 6 – Праестол 857 (4 мг/л), С0=69,8 мг/л; 7 – Праестол 857 (4 мг/л), С0=116 мг/л. |
В седьмой главе приведены результаты экспериментальных исследований УЗ воздействия, направленных на повышение эффективности реагентной флотации нефтезагрязненных вод, представлена принципиальная аппаратурно-технологическая схема и определены рациональные режимы процесса.
Идея работы заключалась в создании технологии, позволяющей использовать УЗ технику исключительно для активации незначительных объемов химических реагентов в узлах их подготовки, что позволяет при повышении степени очистки резко сократить капитальные и эксплуатационные расходы.
Подвергаемые очистке пробы представляли собой достаточно стойкие модельные эмульсии, полученные при диспергировании смеси нефтепродуктов с водой с исходной концентрацией С0 от 1,4 до 500 мг/л.
Графики на рис. 22, построенные по результатам лабораторных экспериментов показывают, что степень очистки модельных эмульсий при использовании коагулянтов, предварительно обработанных УЗ в течение 2 минут, возрастает не менее чем на 20 % по сравнению со значением этого параметра, полученным без УЗ воздействия.
Наилучший результат по степени очистки (89 %), получен при использовании Аква-Аурат марки А30 после УЗ активации реагента в течение 120 и последующего разделения смеси с использованием напорной флотации в течение 20 мин. Гидроксохлорид алюминия марки Б (10 мг/л по Al2O3) оказался несколько менее эффективным.
 |
| Рис. 23. Повышение эффективности применения Аква-Аурата 30 и Праестола 857 при их предварительной УЗ активации: 1 – Аква-Аурат А30; 2 – Аква-Аурат А30 и Праестол 857; 3 – то же, Праестол подвергался УЗ в течение 10 с; 4 –то же, Аква-Аурат А30 подвергался УЗ в течение 30 с, Праестол– 10 с. |
При кратковременной УЗ обработке наиболее эффективны флокулянты марок Праестол 852 и 857. Лучший результат по степени очистки около 80 % был получен при использовании Праестола марки 857 после его УЗ активации в течение 10 с и последующего флотационного разделения смеси (20 мин).
 |
| Рис 24. Зависимость числа закристаллизовавшихся частиц в высушенных пробах гидрооксохлорида алюминия от времени УЗ обработки |
Как видно на гистограмме на рис. 23 эксперименты показали эффективность совместного использования реагентов – коагулянта Аква-Аурат А30 (10 мг/л) и флокулянта Праестол 857 (2 мг/л) при различном времени УЗ активации.
Размеры хлопьевидных частиц до и после УЗ обработки, полученные с помощью счетчика Коултера, свидетельствуют о том, что УЗ воздействие приводит к уменьшению их размеров хлопьев, увеличению их количества, а также препятствует образованию конгломератов. Как показывает график на рис. 24. использование УЗ позволяет получить большее количество центров коагуляции, что приводит при одинаковом расходе реагента к повышению степени очистки загрязненной нефтепродуктами воды.
Растворы алюмокремниевого флокулянта-коагулянта (АКФК) содержат как соли алюминия, так и активную кремниевую кислоту, обеспечивая тем самым как коагуляционную, так и флокуляционную активность растворов. С применением АКФК выполнены эксперименты по очистке модельных эмульсий, результаты которых сведены в табл. 12.
При пониженных температурах в случае необходимости глубокой очистки нефтезагрязненных вод целесообразно комбинированное применение реагентов с их предварительной УЗ активацией. Так совместное применение АКФК и флокулянта «Праестол» марки 853, предварительно обработанных УЗ в течение 60 с, показали, что степень очистки нефтезагрязненных вод при температуре 6°C может быть увеличена до 99,2 %.
Таблица 12 - Результаты очистки проб речной воды, загрязненной нефтепродуктами.
| Условия реагентного воздействия | Концентрация нефтепродуктов после очистки, мг/л | Степень очистки, % | |||
| при 6°C | при 20°C | при 6°C | при 20°C | ||
| АКФК (20 мг/л по Al2O3) | 1,72 | 0,628 | 79,5 | 93,7 | |
| АКФК (20 мг/л по Al2O3) после УЗ | 0,09 | 0,512 | 98,9** | 94,9* | |
| АКФК (20 мг/л по Al2O3) после 4-кратного разбавления | - | 0,592 | 94,1 | ||
| АКФК (20 мг/л по Al2O3) после 4-кратного разбавления и УЗ | - | 0,432 | 95,7* | ||
| АКФК (10 мг/л по Al2O3) и Праестол 853 (2 мг/л) | 1,45 | - | 82,6 | - | |
| АКФК (10 мг/л по Al2O3) после УЗ и Праестол 853 (2 мг/л) после УЗ | 0,07 | - | 99,2* | - | |
| * Продолжительность УЗ- активации АКФК – 1 мин, при интенсивности 20 Вт/см2. ** Продолжительность УЗ- активации АКФК – 2 мин, при интенсивности 20 Вт/см2 | |||||
 | |||||
| Рис. 25. Зависимость степени очистки от времени выдержки АКФК, после однократной УЗ обработки (t= 1 мин., I= 37 Вт/см2 ). | |||||
С целью определения времени поддержания активности реагента АКФК, эмульсия с концентрацией нефтепродуктов 20 мг/л очищалась ежедневно в течение продолжительного времени после однократной УЗ активации АКФК (20 мг/л по Al2O3) с акустической мощностью 37 Вт/см2 в течение 1 мин (рис.25). Установлено, что повышенная активность АКФК после УЗ обработки сохраняется в течение не менее 72 часов. Этот эффект существенным образом упростил практическую реализацию принципиальной аппаратурно-технологической схемы блока УЗ реагентной флотации с использованием предварительно активированных реагентов, представленную на рис. 26
Преимущество предложенной аппаратурно-технологической схемы наглядно иллюстрируется приведенными в табл. 13 результатами флотационной очистки загрязненных стоков с производительностью 0,3 м3/ч на оснащенном трубчатым УЗ реактором промышленного типоразмера пилотном стенде в лаборатории ИОНХ РАН.
Опыт лабораторных и стендовых экспериментов был использован при модернизации аппаратурно-технологической схемы очистных сооружений поверхностных стоков, поступающих по коллектору Студенец–Ваганьковского ручья, вблизи Краснопресненской набережной р. Москвы в рамках проекта с ГП «Союзводоканалпроект», представленной на рис. 27.
 |
| Рис. 26. Аппаратурно-технологическая схема УЗ блока реагентной флотации: 1- ГДИ; 2- насос; 3- УЗ реактор; 4- емкость коагулянта; 5-емкость флокулянта; 6-флотационный аппарат; 7- гидродинамический кавитатор;8-емкость для сбора очищенной воды |
Таблица 13 - Качество реагентной очистки сточных вод с УЗ воздействием ( исходная концентрация нефтепродуктов С0 = 51,4 мг/л, АКФК -20 мг/л по Al2O3; Праестол -4 мг/л).
| Исходный продукт | Марка реагента | С, мг/л | , % |
| Поверхностный сток | Праестол | 9,4 | 81,7* |
| Поверхностный сток | АКФК | 9,1 | 82,3* |
| Поверхностный сток | АКФК+Праестол | 1,9 | 96,3** |
| * Продолжительность УЗ- активации АКФК – 1 мин, при интенсивности 20 Вт/см2. ** Продолжительность УЗ- активации АКФК – 2 мин, при интенсивности 20 Вт/см2 | |||
В состав этого блока входят 10 флотационных аппаратов с объемом рабочей камеры ~ 25 м3, оснащенных струйными кавитационными аэраторами для насыщения газом циркулирующего потока очищенной воды, и УЗ установки активации реагентов. Максимальная производительность очистных сооружений не более 4680 м3/час. УЗ в данном случае является необходимым фактором, гарантирующим надлежащий режим работы очистных сооружений в холодное время года, когда в его отсутствии на фильтры будут поступать недоочищенные воды с 1,45-1,72 мг/л, что не позволит поддерживать штатный режим их работы и повлечет превышение норм ПДК более чем в 25 раз.

Рис. 27. Принципиальная аппаратурно-технологическая схема блока реагентной флотации очистных сооружений на Краснопресненской набережной
В восьмой главе приведены результаты теоретических и экспериментальных исследований эффективности предварительной УЗ активации гальванокоагулянта (ГК), при очистке нефтезагрязненных вод, представлена принципиальная аппаратурно-технологическая схема этого процесса, определены рациональные режимы, разработана методика расчета.
ГК представляет собой смесь оксидных форм железа с преобладанием магнетита, наработанную методом гальванокоагуляции. Экспериментально выявленное существенное повышение его активности при УЗ воздействии позволяет интенсифицировать технологию очистки нефтезагрязненных вод, осуществляя ее в специальных реакционных аппаратах. При этом, гальванокоагулятор является практически наработчиком железосодержащего реагента.
Математическое описание реагентного способа очистки нефтезагрязненных вод без предварительной УЗ обработки ГК опубликовано в ранних работах. Оно основано на решении дифференциального уравнения, описывающего эволюцию функции распределения частиц загрязнения по характерному размеру. Знание этой функции позволило рассчитать основные интегральные характеристики процесса и получить количественную оценку, т.е. степень очистки нефтезагрязненных вод :
 , , | (8) |
где с0 - начальная концентрация загрязнения в воде, кг/м3; - плотность загрязнения, кг/м3; ![]() - средний объем частиц загрязнения в начальный момент, м3; K - кинетический коэффициент, характеризующий скорость процесса, кг/с.
- средний объем частиц загрязнения в начальный момент, м3; K - кинетический коэффициент, характеризующий скорость процесса, кг/с.
Полученная количественная оценка коэффициента скорости K, входящего в уравнение (8), давала возможность рассчитать степень очистки загрязненной воды в зависимости от режимных характеристик процесса,
Кинетика изменения размера частиц ГК при их УЗ обработке описывается уравнением:.
 , , | (9) |
где Ku - кинетический коэффициент, 1/с; rкр - критический размер частиц, м; с которого начинается обратный процесс их укрупнения, ![]() - случайная составляющая скорости процесса, обусловленная его стохастической природой, м/с.
- случайная составляющая скорости процесса, обусловленная его стохастической природой, м/с.
Константа скорости Ku зависит от физических свойств обрабатываемого материала, мощности воздействия, гидродинамической обстановки в рабочей зоне аппарата.
Дифференциальное уравнение для функции распределения ![]() частиц магнетита по размерам имеет вид:
частиц магнетита по размерам имеет вид:
 , , | (10) |
Переход от кинетического уравнения (9) к дифференциальному уравнению (10) для функции распределения частиц по размерам осуществлен на основе обобщенного уравнения Фоккера-Планка. Параметр в уравнении (10) характеризует интенсивность случайных воздействий, обусловленных стохастической природой описываемого процесса.
Решение уравнения (10) в работе найдено методом разделения переменных, в соответствии с которым искомая функция ![]() преобразована в произведение двух неизвестных функций
преобразована в произведение двух неизвестных функций ![]() и
и ![]() , каждая из которых зависит только от одной переменной. Введенные функции удовлетворяют следующей системе обыкновенных дифференциальных уравнений и условию нормировки для искомой функции:
, каждая из которых зависит только от одной переменной. Введенные функции удовлетворяют следующей системе обыкновенных дифференциальных уравнений и условию нормировки для искомой функции:
 , , | (11) |
Общее решение уравнения (10) может быть представлено в виде ряда:
 , , | (12) |
Общее решение задачи (12) позволяет найти зависимость распределения частиц по размерам от внешних параметров процесса (![]() , Ku, ) от продолжительности УЗ воздействия и от параметров начального распределения. Анализ ряда (12) показывает, что для практических расчетов можно ограничиться первыми членами ряда. В этом случае оценка результатов УЗ воздействия определяется по функции распределения, являющейся асимптотикой решения (20).
, Ku, ) от продолжительности УЗ воздействия и от параметров начального распределения. Анализ ряда (12) показывает, что для практических расчетов можно ограничиться первыми членами ряда. В этом случае оценка результатов УЗ воздействия определяется по функции распределения, являющейся асимптотикой решения (20).
 , , | (13) |
Соотношение (13) позволяет получить целевую интегральную оценку результатов УЗ воздействия, а именно, средний размер частиц.
В экспериментах выявлено, что такие параметры как доза ГК и фракционный состав, варьируются в широком диапазоне и существенным образом влияют на эффективность процесса.
На рис. 28 представлены результаты экспериментов по УЗ обработке суспензии ГК, с концентрацией 2 г/л. которые свидетельствуют о возможности уменьшения среднего диаметра частиц в 1,5…2 раза. Начальное распределение частиц ГК по диаметру логарифмически нормальное: aln=1,46 мкм; ln=0,66. Конфигурация графиков подтверждает существование асимптотического предельного распределения, которое следует из теоретического описания.
Проведены также численные эксперименты, позволяющие рассчитать изменение среднего диаметра частиц ГК в обрабатываемой воде по уравнению (13) в различные моменты времени. Графики на рис. 29 позволяют сопоставить гранулометрический состав ГК, определенный расчетным и экспериментальными способами. Относительная погрешность параметров распределения в данном случае не превышает в среднем 8%, что свидетельствует об адекватности математического описания.
На рис. 30 представлены расчетные и экспериментальные кривые, характеризующие кинетику очистки модельных эмульсий с начальной концентрацией 26 мг/л, в аппарате с перемешивающим устройством со скоростью 800 об/мин, средний размер дисперсной фазы эмульсии 0,6 мкм, средний размер частиц ГК 4 мкм: при различных значениях дозе добавляемого ГК и мощности УЗ воздействия.
Обработка этих кривых в координатах 1/ – 1/ позволила оценить значения кинетического коэффициента Ku в зависимости от мощности и длительности УЗ воздействия.
 |  | ||
| Рис. 28. Зависимость среднего размера (диаметра) частиц магнетита от параметров УЗ воздействия. | Рис. 29. Гранулометрического состава ГК с расчетными данными. Концентрация суспензии магнетита 2 г/л. Начальное распределение логарифмически нормальное: aln=1,46 мкм; ln=0,66. | ||
 |  | ||
| Рис. 30 а. Кинетические кривые процесса коагуляции, с различной дозой ГК | Рис. 30 б. Кинетические кривые процесса коагуляции, с различной интенсивностью УЗ активации ГК | ||
В результате анализа экспериментальных данных установлено, что зависимость кинетического коэффициента Ku от дозы ГК в выбранных условиях близка к прямо пропорциональной зависимости (табл.14).
Экспериментальные кривые удовлетворительно согласуются с расчетами по уравнению (8), причем погрешность не превышает 5-7%.
Таблица 14 - Зависимость кинетического коэффициента от мощности и длительности
УЗ воздействия, Ku *1015
| Время обработки, с | |||||
| 0 | 15 | 30 | 60 | ||
| Мощность УЗ, Вт | 0 | 1,1055 | 1,1055 | 1,1055 | 1,1055 |
| 9,8 | 1,1056 | 1,1600 | 1,6980 | 1,8517 | |
| 20,4 | 1,1061 | 1,2354 | 1,9320 | 2,0861 | |
| 46,8 | 1,1141 | 1,4279 | 2,1175 | 2,2246 | |
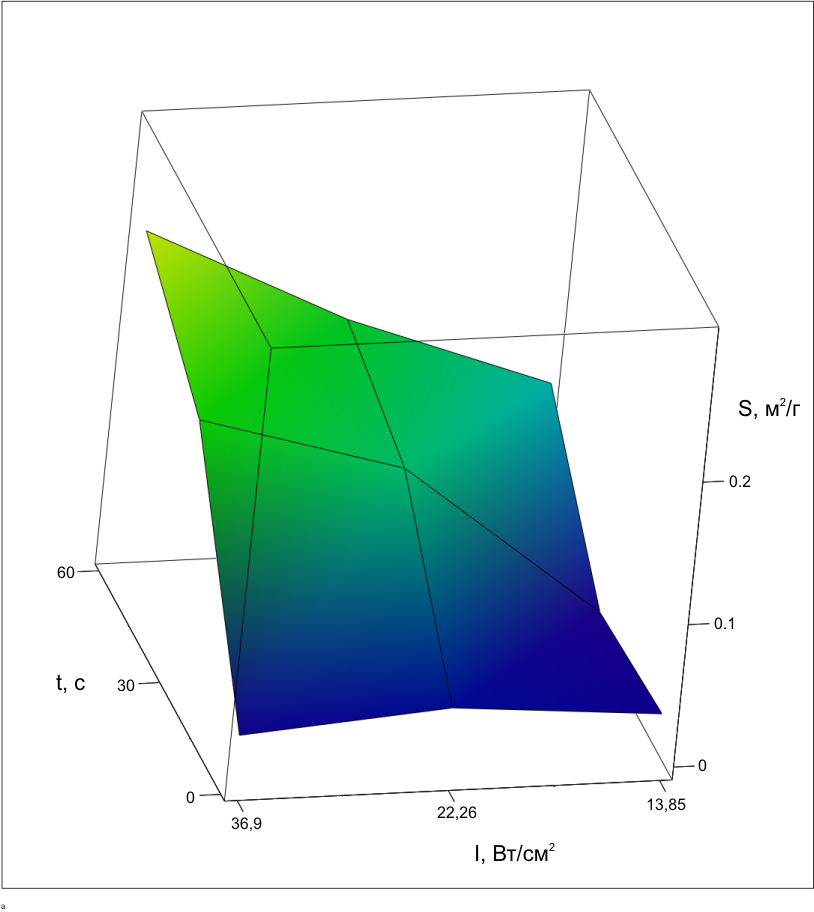 Рис.31. Зависимость удельной площади поверхности частиц ГК от режимных параметров УЗ воздействия Рис.31. Зависимость удельной площади поверхности частиц ГК от режимных параметров УЗ воздействия |
На рис. 31 приведены результаты экспериментов по определению режимных параметров УЗ воздействия на ГК. Максимальный эффект достигается при интенсивности I= 37 Вт/см2 и времени обработки t=60 с., но рациональным представляется осуществлять УЗ активацию ГК при значениях I= 36,9 Вт/см2, t =30 с, когда достигается достаточно близкое с максимальным значение удельной площади поверхности частиц ГК.
Разработана методика расчета процесса очистки нефтезагрязненных с помощью ГК при его предварительной УЗ активации. Алгоритм расчета процесса очистки сточных вод от нефтепродуктов с помощью ГК реализован в виде готового программного продукта (на языке Visual Basic 6.0) и зарегистрирован в ФИПСе.
Принципиальная аппаратурно-технологическая схема очистки воды от нефтепродуктов с предварительной УЗ активацией ГК, защищенная патентом РФ, представлена на рис. 32.

Рис. 32. Принципиальная схема УЗ гальванокоагуляционной очистки загрязненной воды: 1–гальванокоагулятор, 2–скрапоуловитель, 3– насосный блок, 4– УЗ реактор, 5–реакционная камера, 6– гидроциклон, 7 – рамный фильтр-пресс, 8–регулировочный клапан.
Очищенная вода подаётся на повторное использование, что позволяет снизить общее водопотребление не менее чем в 6…8 раз.
Разработан и защищен международным патентом мобильный комплекс сорбционной очистки загрязненных вод. Основные показатели работы мобильного комплекс УЗ ГК очистки нефтезагрязнённых вод приведены табл. 15. Указанный комплекс построен и введен в опытную эксплуатацию.
Таблица 15 - Результаты очистки сточных вод участка мойки вагонов депо «Невское».
| Вид загрязнения | Результаты анализа сточных вод до очистки, мг/л | Результаты анализа сточных вод после очистки, мг/л | Степень очистки, % |
| Нефтепродукты | 223,5±22,35 | 0,10±0,04 | 99,95 |
| Железо общее | 1326±198 | 7,69±1,69 | 99,42 |
| Медь | 0,5240±0,1468 | 0,0206±0,0059 | 96,07 |
| Цинк | 25,58±3,58 | <0,004 | >99,98 |
| Марганец | 7,60±1,29 | 0,405±0,101 | 94,67 |
Технологические параметры процесса очистки приведены в табл. 16.
Таблица 16 - Режимные и технологические параметры УЗ ГК комплекса
| Концентрация ГК, мг/л | 500 |
| Интенсивность УЗ воздействия, Вт/см2 | 20-30 |
| Время ультразвуковой активации, с | 60 |
| Время контакта ГК с загрязненной водой, мин | 10 |
Несомненным преимуществом технологии предварительной УЗ активации ГК заключается в том, что она позволяет в 2-3 раза сократить количество используемого реагента, а значит и количество получаемого осадка
 |
| Рис. 33. Аппаратурная схема экспериментальной установки: 1 – УЗ ванна, 2 – излучатели, 3 –нагреватель, 4 – датчик цифрового термометра, 5 – слой песка, 6 – нефтяной слой, 7 – стеклянная емкость |
В девятой главе приведены результаты экспериментальных исследований извлечения нефтепродуктов из нефтеносных песков и очистки нефтезагрязненных почв с использованием УЗ воздействия.
Лабораторные эксперименты проведены на образцах канадского битуминозного песка и модельных смесях с содержанием нефтепродуктов 13…14 % мас. на установке, представленной на рис.33. В качестве реагентов использовались водные растворы силиката, карбоната и гидроксида натрия с температурой 30-70°С и значением pH > 7.
На рис.34 представлены кинетические кривые выхода нефтепродуктов из образцов в зависимости от времени УЗ обработки. Маловязкая нефть легко выделяется за 2 минуты УЗ обработки, а более вязкий мазут извлекается при добавке силиката натрия не менее чем за 15 минут. Добавки реагентов щелочного типа повышают эффективность разделения, в течение 20-30 минут удается добиться почти полного извлечения битума (до 95%).
Существенное влияние на эффективность разделения оказывает дисперсность твердой фазы. Скорость выхода нефтепродукта в одинаковых условиях в большей степени зависит от природы и размера частиц твердой фазы, чем от свойств самого продукта. Полное извлечение мазута из смеси с речным песком (d 1 мм) проходило за 3 мин, а при d = 0,02…0,03 мм за 10…12 мин. Очистка с использованием вод-
 |
| Рис. 34. Кинетика разделения нефтеносного песка при УЗ обработке (70 °С): 1– смесь маловязкой нефти и песка; 2, 4 – канадский нефтеносный песок при добавке реактивов Na2SO3 и NaOH соответственно; 3 –мазута и песка при добавке Na2SO3 |
ного раствора щелочного типа может быть рекомендована только для смесей с частицами не менее 10 мкм.
 |
| Рис. 35. Влияние концентрации раствора на максимальный выход нефти при t = 55...60 0C: 1 – раствор Na2SiO3; 2 – раствор Na2СO3; 3 – раствор NaOH. |
Графики на рис. 35 свидетельствуют о существовании диапазона значений концентрации реагентов, способствующих образованию водонефтяных эмульсий, что снижает выход нефтепродуктов.
 |
| Рис. 36. Кинетика выхода битума из песка в аппаратах с разными способами воздействия |
Показано, что повторное использование реагентов не снижает скорость извлечения. Более того, в начальный момент она возрастает в 2…2,5 раза.
Графики на рис. 36 иллюстрируют повышение скорости выхода нефтепродуктов с увеличением мощности УЗ воздействия. Введение УЗ зонда в реактор интенсифицирует воздействие по сравнению с УЗ ванной, замена же зонда на обычную лопастную мешалку (400 об/мин) снижает скорость выхода на порядок (рис.36).
Результаты лабораторных экспериментов позволили создать пилотный стенд переработки нефтешламов и нефтезагрязненных грунтов, оснащенный УЗ техникой промышленного масштаба. Принципиальная аппаратурно-технологическая схема стенда представлена на рис. 37. Стенд представляет собой замкнутую систему, позволяющую повторно использовать воду и химические реагенты по противоточной схеме.
Испытания пилотного стенда проведены на образцах песчаного нефтезагрязненного грунта промышленной площадки Самарского комплекса Приволжского филиала ООО «ЛУКОЙЛ-Уралнефтепродукт», в состав которого входят:
- нефтепродукты, % масс - 24,2;
- вода, % масс - 12,4;
- механические примеси, % масс - 63,4.
 Рис. 37. Принципиальная аппаратурно-технологическая схема переработки нефтесодержащих грунтов с использованием УЗ техники: 1 – транспортер- нефтесодержащей породы, 2 – смеситель, 3 – насосный блок, 4 – УЗ реактор, 5 – гидроциклон, 6 – центрифуга, 7 – транспортер отмытой породы, 8 – емкость химического реагента, 9 – сборник промывного фугата, 10 – сепаратор, 11 – сборник очищенной воды, 12 – сборник нефтепродукта Рис. 37. Принципиальная аппаратурно-технологическая схема переработки нефтесодержащих грунтов с использованием УЗ техники: 1 – транспортер- нефтесодержащей породы, 2 – смеситель, 3 – насосный блок, 4 – УЗ реактор, 5 – гидроциклон, 6 – центрифуга, 7 – транспортер отмытой породы, 8 – емкость химического реагента, 9 – сборник промывного фугата, 10 – сепаратор, 11 – сборник очищенной воды, 12 – сборник нефтепродукта |
Распульпованная в течение 5 мин в циркуляционном контуре, включающем смеситель 2 с перемешивающим устройством и насосный блок 3, суспензия загрязненного грунта, содержавшая 31,4 кг твердых веществ, 12,1 кг нефтепродуктов и 306,5 кг воды в течение 30 мин подавались в гидроциклон 5 и далее на центрифугу 6 и сепаратор 10 попеременно с УЗ обработкой потока в реакторе 4 и без неё. Технологические показатели указаны в таблице 17.
Таблица 17- Технологические показатели очистки нефтезагрязненного грунта
| УЗ | Масса компонентов, кг | |||||||
| После гидроциклона | ||||||||
| Концентрат | Осветленный поток | |||||||
| Твердые вещества | Нефтепродукты | Вода | Твердые вещества | Нефтепродукты | Вода | |||
| - | 33,8 | 2,3 | 62,4 | 0,4 | 6,9 | 187,6 | ||
| + | 31,3 | 2,2 | 62,7 | 1,3 | 8,7 | 187,3 | ||
| После центрифуги | ||||||||
| Осадок | Фугат | |||||||
| Твердые вещества | Нефтепродукты | Вода | Твердые вещества | Нефтепродукты | Вода | |||
| - | 29,1 | 4,5 | 8,7 | 1,9 | 0,7 | 165,8 | ||
| + | 28,3 | 3,0 | 8,5 | 1,8 | 0,4 | 166,1 | ||
| После сепаратора | ||||||||
| Осадок | Фугат | |||||||
| Твердые вещества | Нефтепродукты | Вода | Твердые вещества | Нефтепродукты | Вода | |||
| - | 2,3 | 0,8 | 0,9 | - | 6,9 | 352,5 | ||
| + | 3,1 | 0,9 | 1,0 | - | 8,2 | 352,4 | ||
Как видно из таблицы, результаты стендовых испытаний свидетельствуют эффективность использования разработанного УЗ оборудования в процессах очистки нефтезагрязненных грунтов.
Основные результаты и выводы
1. Разработаны, экспериментально проверены и прошли апробацию в промышленных условиях научно-технические решения, обеспечивающие повышение эффективности добычи и переработки нефти, очистки нефтезагрязненных вод и почв за счет использования экологически безопасного УЗ воздействия;
2. Созданы и испытаны:
- новое поколение компактного, ПК- совместимого УЗ оборудования - универсальные генераторы, электроакустические преобразователи, волноводные системы, скважинные аппараты, УЗ проточные реакторы, выпуск которых и их коммерческая реализация осуществляется ООО «Виатех»;
- автономная установка промышленного масштаба с гидродинамическим излучателем для снижения вязкости и температуры застывания нефтей;
- опытно-промышленная установка УЗ активации сырья и катализатора для обессеривания прямогонной дизельной фракции;
- мобильный комплекс УЗ гальванокоагуляционный очистки загрязненных вод.
3. Разработаны и защищены патентом следующие технические решения:
- устройство воздействия на призабойную зону пласта с использованием УЗ - колебаний;
- комплекс оборудования для добычи высоковязкой нефти;
- комплекс сорбционной очистки загрязненных вод.
4. Экспериментально исследован характер развития нелинейных акустических эффектов при введении УЗ колебаний в жидкофазную нагрузку.
5. Установлена эффективность воздействия УЗ колебаний:
- на призабойную зону пласта с целью повышения дебита нефтяных скважин в сочетании с гидродинамической обработкой;
- на реологические свойства тяжелых нефтей при совместном применении с химическими реагентами;
- на обессеривание дизельной фракции в сочетании с катализатором;
- при очистке поверхностных и производственных нефтезагрязненных стоков для активации химических реагентов;
- при очистке нефтезагрязненных грунтов при совместном применении с химическими реагентами;
6. Проведены оценочные расчеты влияния УЗ обработки:
- на величину КИН и динамику добычи нефти;
- на изменение вязкости нефти на основе усталостного механизма;
- на активацию химических реагентов в процессе очистки нефтезагрязненных вод.
7. Проведены опытно-промышленные испытания:
- УЗ скважинных аппаратов на Самотлорском месторождении в ОАО «Самотлорнефтегаз» (Западная Сибирь) и др. объектах;
- мобильного комплекса УЗ гальванокоагуляционного очистки нефтезагрязнённых вод на территории ООО «Балтпромарматура»;
- . опытно-промышленная установки с ГДИ: на опытном заводе ОАО ВНИИ НП (г. Москва).
8. Предложены проектно–технологические решения:
- по модернизации технологии флотационной очистки поверхностных вод на основе предварительной УЗ активацией химических реагентов на очистных сооружениях у Студенец–Ваганьковского ручья на Краснопресненской набережной г. Москвы;
- по реконструкции очистных сооружений депо «Невское» Санкт-Петербургского метрополитена с использованием УЗ гальванокоагуляционного комплекса очистки загрязненных вод.
9. Разработаны необходимые методики и программное обеспечение для специалистов по инженерной защите окружающей среды и нефтепереработке.
10. Полученные результаты по УЗ интенсификации целесообразно использовать при разработке и совершенствовании методов проектирования технологических систем, направленных на минимизацию антропогенного воздействия на окружающую среду предприятий нефтехимической и смежных отраслей промышленности, а также при реконструкции действующих и строительстве новых муниципальных очистных сооружений.
Основное содержание диссертационной работы опубликовано в работах:
В изданиях рекомендованных ВАК
- О.В. Абрамов, В.О. Абрамов, М.С. Муллакаев и др. Переработка нефтесодержащих грунтов с использованием ультразвуковой техники // Химическое и нефтегазовое машиностроение. 2008. № 2, с. 33-35.
- О.В. Абрамов, В.О. Абрамов, Муллакаев М.С. и др. Ультразвуковая интенсификация реагентной очистки поверхностных стоков от нефтепродуктов // Химическая технология. 2008. Том 9. № 5. с. 226-232.
- О.В. Абрамов, В.О. Абрамов, М.С. Муллакаев и др. Ультразвуковые технологии извлечения нефтепродуктов из нефтеносных песков и загрязненных почв // Химическая технология. 2008. Том 9. № 7. с. 301-307.
- Муллакаев М.С., Абрамов О. В. Абрамов В.О. Экспериментальное исследование эффективности работы ультразвуковых установок технологического назначения // Химическое и нефтегазовое машиностроение. 2008. № 8. с.13-17.
- Муллакаев М.С., Абрамов В.О., Абрамова А.В. Экспериментальные исследования эффективности работы ультразвуковых установок технологического назначения. В книге «Перспективные материалы и технологии» под. общей ред. В. В. Клубовича - Витебск: Изд-во УО «ВГТУ». 2008. с. 327-350.
- О.В. Абрамов, В.О. Абрамов, М. С. Муллакаев и др. Соноплазменный разряд в жидкой фазе // Материаловедение. 2009. № 2. с. 57-63.
- О.В. Абрамов, В.О.Абрамов, M.С. Муллакаев и др. Анализ эффективности передачи ультразвуковых колебаний в нагрузку // Акустический журнал. 2009. Том 55. № 6. с 828-844.
- O.V. Abramov, V.O. Abramov, M.S. Mullakaev and oth. Extraction of bitumen, crude oil and its products from tar sand and contaminated sandy soil under effect of ultrasound // Ultrasonics Sonochemistry. 2009. Vol. 16, Issue 3, P. 408-416.
- М.С. Муллакаев, В.О.Абрамов, А.А. Печков. Ультразвуковое оборудование для восстановления продуктивности нефтяных скважин // Химическое и нефтегазовое машиностроение. 2009. № 3. с.12-17.
- М.С. Муллакаев, О.В. Абрамов, В.О.Абрамов и др. Ультразвуковая технология восстановления продуктивности низкодебитных скважин // Химическое и нефтегазовое машиностроение. 2009. № 4, с.19-23.
- В.О. Абрамов, Н.А. Булычев, М.С. Муллакаев и др. Исследование особенностей ультразвукового воздействия на гетерогенные системы жидкость - дисперсионные включения газовой, жидкой и твердой фазы // В книге современные проблемы общей и неорганической химии. Москва. 2009. с. 479-490.
- О.В. Абрамов, П.П. Кереметин, М.С. Муллакаев и др. Очистка сточных вод текстильных предприятий гальванохимическим методом с использованием ультразвукового поля // Известия вузов. Технология текстильной промышленности.- 2009. № 3. с.107-110.
- М.С. Муллакаев, В.О. Абрамов, Д.А. Баранов и др. Ультразвуковая активация дизельного топлива в процессе каталитической гидроочистки // Нефтепереработка и нефтехимия. 2009. № 7. с. 15-19.
- O.V. Abramov, V.O. Abramov, M.S. Mullakaev and oth. Ultrasonic activation of reagent purification of surface wastewaters from oil products // Theoretical foundations of chemical engineering. 2009. Vol. 43. No. 4. p. 568–574.
- О.В. Абрамов, В.О. Абрамов, М.С. Муллакаев и др. Плазменный разряд в кавитирующей жидкости // Инженерная физика. 2009. № 8. с. 34-38.
- Абрамов В.О., Векслер Г.Б., Муллакаев М.С. и др. Ультразвуковой гальванокоагуляционный комплекс очистки загрязненных вод // Экология и промышленность России. 2009. № 10. стр. 12-16.
- Гриднева Е.С., Систер В.Г., Муллакаев М.С. и др. Сонокаталитическое обессеривание нефтепродуктов // Материаловедение. 2009. Том 152. № 11. с. 2–7.
- Кереметин П.П., Парилов П.С., Муллакаев М.С. и др. Определение режимных и технологических параметров сонохимической очистки нефтезагрязненных вод // Химическая технология. 2010. Том 11. № 1. с. 56-62.
- П.П. Кереметин, М.К. Кошелева, М.С. Муллакаев и др. Исследование и расчет процесса очистки сточных вод методом гальванокоагуляции с применением ультразвука // Известия вузов. Технология текстильной промышленности. – 2010. № 2. с. 99-102.
- P.P. Keremetin, P.S. Parilov, M.S. Mullakaev and oth. Definition of regeme and technological parameters of sonochemistry clearing of the petropolluted waters // Theoretical Foundations of Chemical Engineering. 2011. Vol. 45, No. 4, pp. 568–574.
- М.С. Муллакаев, Г.Б. Векслер, Д.А. Баранов и др. Ультразвуковая интенсификация процесса каталитического окисления сераорганических соединений дизельной фракции // Оборудование и технологии для нефтегазового комплекса. 2010. № 4, c. 38-41.
- М.С. Муллакаев, Д.Ф. Асылбаев, Г.Б. Оганян и др. Ультразвуковая интенсификация процесса каталитического окисления меркаптанов // Нефтепереработка и нефтехимия. 2010. № 9. с. 39-41.
- М.С. Муллакаев, В.О.Абрамов, Г.И. Волкова и др. Исследование влияния ультразвукового воздействия и химических реагентов на реологические свойства вязких нефтей. Оборудование и технологии для нефтегазового комплекса. 2010. № 5. с. 31-
- П.П. Кереметин, М.С. Муллакаев, Кручинина Н.Е и др. Расчет эффективности процесса коагуляции нефтепродуктов при очистке воды // Вода: химия и экология. 2010.№ 10. с. 17-20.
- Абрамов В.О., Векслер Г.Б., Муллакаев М.С. и др. Ультразвуковая интенсификация процессов очистки поверхностных вод Студенец–Ваганьковского ручья на Краснопресненской набережной г. Москвы. // Экология и промышленность России. 2011. № 1. стр. 10-12.
- Ершов М.А., Муллакаев М.С., Баранов Д.А. Исследование комбинированного воздействия ультразвука и химических реагентов на реологические свойства вязких нефтей. Оборудование и технологии для нефтегазового комплекса. 2011. № 4. с.22 - 26.
- М.А.Ершов, М.С. Муллакаев, Д.А. Баранов. Математическая обработка результатов экспериментов по ультразвуковому воздействию на вязкость нефти // Вестник СГТУ. – № 3 (57). Выпуск 2, 2011. – с. 140-145.
- Кошелева М.К., Булеков А.П., Муллакаев М.С. и др. Оценка эффективности ультразвуковой обработки реагента при очистке сточных вод от органических загрязнений. Известия вузов. Технология текстильной промышленности. 2011. № 5. с. 125-129.
- М.А. Ершов, Д.А. Баранов, М.С. Муллакаев и др. Снижение вязкости парафинистых нефтей обработкой в гидродинамическом проточном реакторе. Химическое и нефтегазовое машиностроение. 2011. №.7. с.16 - 19.
- М.С. Муллакаев, В.О. Абрамов, Д.А. Баранов и др. Изучение воздействия кавитации на реологические свойства тяжелой нефти. Оборудование и технологии для нефтегазового комплекса. 2011. № 5. с. 24 - 27.
- М.С. Муллакаев, В.О. Абрамов, В.М. Новоторцев и др. Исследование воздействия ультразвуковой обработки и химических реагентов на реологические свойства нефти Лузановского месторождения. Нефтепереработка и нефтехимия. 2011. № 11. с.23 - 28.
- М.С. Муллакаев, Д.Ф. Асылбаев, В.О.Абрамов. Экспериментальное исследование эффективности передачи ультразвуковых колебаний в жидкофазную нагрузку. Материаловедение. 2011. № 12. с. 30-33.
Статьи в материалах международных и всероссийских конференций
- Абрамов В.О., Муллакаев М.С., Оганян Г.Б. и др. Окислительное обессеривание дизельной фракции в ультразвуковом поле. Т. 12: Сборник трудов V международной научно-практической конференции "Исследование, разработка и применение высоких технологий в промышленности". 28–30.04.2008, Санкт-Петербург, Россия/ Под ред. А.П. Кудинова, Г.Г. Матвиенко. СПб. Изд-во Политехн. Ун-та, 2008. – с.143 – 144.
- Абрамов В.О., Векслер Г.Б., Муллакаев М.С. и др. Ультразвуковая система очистки воды от ионов тяжелых металлов, нефтепродуктов и других органических загрязнений./ Т. 8: Сборник трудов V международной научно-практической конференции "Исследование, разработка и применение высоких технологий в промышленности". 28–30.04.2008, Санкт-Петербург, Россия/ Под ред. А.П. Кудинова, Г.Г. Матвиенко. СПб. Изд-во Политехн. Ун-та, 2008. – с.392 – 393.
- O.V. Abramov, V.O. AbramovM.S. Mullakaev and oth. Ultrasonic application for stimulation of well productivity. 11th Meeting of the European Society of Sonochemistry. 1-5 June, 2008) La grande-Motte, France.-р.113-114.
- O.V. Abramov, V.O. Abramov, M.S. Mullakaev and oth. Extraction of bitumen, crude oil and its products from tar sand and contaminated sandy soil under effect ultrasound. 11th Meeting of the European Society of Sonochemistry. (1-5 June, 2008) La grande-Motte, France.- р.176.
- Абрамов О.В., Гехман А.Е., Муллакаев М.С. и др. Удаление сераорганических соединений из дизельной фракции в ультразвуковом поле. Тезисы докладов Ш Международной конференции «Альтернативные источники энергии для больших городов». 23-24.10. 2008, г Москва.- с.54-55.
- М.С. Муллакаев, О.В. Абрамов, И.Б. Есипов и др. Создание ультразвуковой аппаратуры восстановления продуктивности низкодебетных скважин. Тезисы докладов 2-ой Международной геолого-геофизической конференции и выставки «Тюмень-2009». 2-5.03. 2009.
- Кереметин П.П., Муллакаев М.С., Векслер Г.Б и др. Инженерный расчет процесса сорбционной очистки нефтезагрязненных вод при использовании. // Тр. XXII Междунар. науч. конф."Математические методы в технике и технологиях" в 10 т. Т. 4.– Псков: 2009. - с. 70-74.
- М.С. Муллакаев, Г.Б. Векслер, Н.Е.Кручинина и др. «Ультразвуковая интенсификация гальванокоагуляционной очистки воды». Тезисы доклада VI-ой Международной научно-практической конференции «Экологические проблемы индустриальных мегаполисов». Москва, 21-24.04. 2009.- с. 100-101.
- Гриднева Е.С., Систер В.Г., Муллакаев М.С и др. Снижение содержания экологически опасных соединений в нефтепродуктах с помощью ультразвука. Сборник трудов VI международной научно-практической конференции «Экологические проблемы индустриальных мегаполисов», Москва, 21-24.04. 2009. – с.31 – 33.
- Кереметин П.П., Муллакаев М.С., Кошелева М.К. и др. Ультразвуковая интенсификация очистки воды от нефтепродуктов с помощью гальванокоагулянта Тезисы докладов международной НТК «Современные технологии и оборудование текстильной промышленности (Текстиль – 2009)» Москва, 24 – 25.11. 2009.- с.284-285.
- В.О. Абрамов, Д.А. Баранов, М.С. Муллакаев. Электрический разряд в двухфазном сверхзвуковом газо-жидкостном потоке – возможная альтернатива для технологии плазмохимической модификации органических жидкостей и очистки жидких промышленных отходов. Тезисы доклада VII Международной конференции «Химия нефти и газа». Томск, 21-26.09.2009.-с. 818-820.
- Кереметин П.П., Кошелева М.К, Муллакаев М.С и др. Определение основных параметров и расчет процесса очистки сточных вод текстильных предприятий гальванохимическим методом с использованием ультразвукового поля. Тезисы докладов международной научной конференции «Новое в технике и технологии текстильной и лёгкой промышленности. Ч. II, Витебск. с. 174-176.
- В.О. Абрамов, М.С. Муллакаев. Технологии добычи тяжелых нефтей, основанных на использовании мощных ультразвуковых колебаний. Тезисы докладов V Всероссийской научно-практической конференции “Добыча, подготовка, транспорт нефти и газа”. Томск. 21-24.09.2010.- с.147-150.
- Г.И. Волкова, И.В. Прозорова, М.С. Муллакаев и др. Применение ультразвуковой обработки для снижения вязкостно-температурных характеристик нефтей. Тезисы докладов V Всероссийской научно-практической конференции “Добыча, подготовка, транспорт нефти и газа”. Томск. 21-24.09.2010.- с. 238-241.
- Ершов М.А., Муллакаев М.С., Баранов Д.А. Статистическая оценка влияние воздействия растворителей и ультразвука на изменение вязкости нефти. Тр. XXIV Междунар. науч. конф."Математические методы в технике и технологиях" в 10 т. Т. 7.Секция 11 – Саратов: 2011. - с. 108-109.
Патенты и авторские свидетельства на изобретения
- Патент - 2396420 РФ, Способ очистки призабойной зоны пласта и устройство для его осуществления./ Абрамов О.В., Абрамов В.О., Муллакаев М.С. и др. ООО «Виатех». Заяв. RU 2009102159. Приоритет от 23 января 2009. Опубл. 10.08.2010. Бюл. N 22.
- Патент – 94967 РФ, Устройство для гальванокоагуляционной очистки сточных вод / М.К. Кошелева, П.П. Кереметин, Муллакаев М.С. и др.; Мос. гос. текстильный ун-т им. А.Н. Косыгина.-№ 2010104940/22(006948); Заяв. 10.03.2010; Опубл. 10.06.2010, Бюл. N 16.
- Патент – 2422383РФ, Комплекс сорбционной очистки загрязненных вод / В.О.Абрамов, Г. Б. Векслер, М.С. Муллакаев и др.; Общество с ограниченной ответственностью "СоНовита"-"SoNovita" Ltd. Заяв. RU 2009118278/21. Приоритет от 15 Мая 2009. Опубл. 27.06.2011.
- В.О.Абрамов, Г. Б. Векслер, М.С. Муллакаев и др. Комплекс сорбционной очистки загрязненных вод Международная заявка РСТ/RU 2009000465 от 06.10.2009 г. Бюллетень международных патентных заявок. Издание Международное бюро ВОИС. Женева.
- М.К.Кошелева, А.П. Кереметин, П.П., Муллакаев М.С и др. Определение параметров обобщенного уравнения массопередачи. Свидетельство об отраслевой регистрации разработки. Федеральное агентство по образованию. -№ 11712. 10.11.2008.
- П.П. Кереметин, М.К.Кошелева, М.С Муллакаев и др. Расчет процесса очистки сточных вод от нефтепродуктов с помощью гальванокоагулянта, предварительно облученного ультразвуком. Свидетельство о государственной регистрации программы для ЭВМ № 2009616630 от 30.11.2009. ФИПС.