

Исследование и оптимизация электромеханических систем управления комплексом резки листового проката
На правах рукописи
Жуков Илья Борисович
Исследование и оптимизация электромеханических систем управления комплексом резки листового проката
Специальность 05.09.03 – Электротехнические комплексы и системы
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук


Санкт-Петербург — 2006
Работа выполнена в Санкт-Петербургском государственном электротехническом университете «ЛЭТИ» им. В.И. Ульянова (Ленина).
Научный руководитель –
доктор технических наук, профессор Новиков В. А.
Официальные оппоненты:
доктор технических наук, профессор Шестаков В.М.
кандидат технических наук, доцент Емельянов А.П.
Ведущая организация – ОАО «КО ВНИИМЕТМАШ»
Защита состоится «___» _____________2006 г. в ___ часов на заседании диссертационного совета Д 212.238.05 Санкт-Петербургского государственного электротехнического университета «ЛЭТИ» им. В.И. Ульянова (Ленина) по адресу: 197376, Санкт-Петербург, ул. Проф. Попова, 5.
С диссертацией можно ознакомиться в библиотеке университета.
Автореферат разослан «___» _______________2006 г.
Ученый секретарь
диссертационного совета: Дзлиев С.В.
Общая характеристика работы
Актуальность работы. Ужесточение требований, предъявляемых к качеству толстолистового проката, обуславливает необходимость совершенствования прокатного оборудования, в частности ножниц поперечной резки (НПР). При этом остро стоят задачи минимизации энергопотребления. В настоящее время для резки листового проката (толщиной от 7 до 50 мм и шириной до 5 м) в линиях отделки устанавливаются одно- и двухкривошипные ножницы с катящимся резом (НКР). В этих ножницах верхний нож дугообразной формы и большого радиуса режущей кромки обкатывается по прямому нижнему ножу, при этом за счёт меньшего смещения ножа относительно проката в местах их контакта обеспечивается более высокое качество резки, чем у ножниц других конструкций.
Большое значение для качества резки листового проката имеет траектория движения ножа. Её отклонение от траектории идеального обкатывания вызывает увеличение искривления отрезаемой кромки проката (которое не должно превышать 1,5 мм) и рост энергозатрат. Малые углы реза при врезании ножа в лист ведут к появлению пиков в усилии резки, следствием чего являются увеличение массогабаритных показателей ножниц и рост энергозатрат. В НИР, проводимых во ВНИИМЕТМАШ, НКМЗ, «SchloemannSiemag», «Moeller&Neumann» и др. отечественных и зарубежных фирмах основное внимание уделялось совершенствованию отдельных конструктивных элементов и узлов, выбору конструктивных параметров ножниц, обеспечивающих оптимальную траекторию движения ножа. Тем не менее, из-за несовершенства кинематики ни одна конструкция ножниц не позволяет получить в зоне реза требуемую траекторию. Дальнейшее повышение точности реализации оптимальной траектории возможно только путём совершенствования электромеханической системы ножниц, а именно заменой механической синхронизации вращения кривошипов на электрическую и обеспечением средствами системы управления (СУ) электроприводом изменяющегося по заданному закону угла рассогласования между кривошипами. В настоящее время на толстолистовых станах внедряются однокривошипные ножниц конструкции КО ВНИИМЕТМАШ, имеющие меньшие массогабаритные показатели, чем двухкривошипные ножницы традиционной конструкции.
На металлургических предприятиях проводились исследования оптимальных режимов резки (температуры, бокового зазора между ножами и т. д.) листового проката. Большой вклад в изучение влияния режимов резки на качество кромок и усилие резки внесли Crasemann H.I., Sperling H., Keller F., Крылов Н.И., Пальмин А.Д. и др. В зависимости от параметров проката между ножами устанавливается боковой (горизонтальный) зазор определённой величины. Отклонение величины зазора от оптимальной приводит к некачественному резу и увеличению усилия резки. В настоящее время установка зазора производится по таблицам, составленным на основе эмпирических данных. При этом не учитываются температура проката и связанные с ней отклонения механических характеристик, а также ряд параметров ножниц (затупление ножей, деформации в станине ножниц во время реза, постепенный износ механизма резания), в связи с чем, величина реального зазора, как правило, отличается от оптимальной. Поэтому, актуальна задача разработки принципов построения СУ, обеспечивающих автоматическую подстройку зазора под конкретные условия резки.
Существенный вклад в совершенствование систем управления электроприводами прокатного производства, и в частности комплексов резки внесли Дружинин Н.Н., Полухин П.И., Выдрин В.Н., Зементов О.И., Слежановский О.В., Скороходов А.Н. и др. Все приводы комплекса резки работают в повторно-кратковременном режиме, в связи с чем, актуальна задача оптимизации режимов их работы, и в особенности работы двигателей механизма резания (их суммарная мощность в ряде случаев превышает 1,5 МВт). Комплекс резки из-за необходимости остановки проката перед резом сдерживает производительность прокатного стана и, поэтому необходима минимизация цикла резки, которую можно осуществить за счёт совмещения работы различных механизмов. Это и многое другое говорит о необходимости дальнейшего исследования и совершенствования электромеханических систем управления комплексами резки листового проката.
Цели и задачи исследований. Целью диссертационной работы является исследование и оптимизация электромеханических систем управления комплексами резки листового проката, повышающие качество обрезанной кромки листов, увеличивающие производительность и снижающие энергозатраты.
Достижение поставленной цели требует решения следующих основных задач:
1. Анализ существующих электромеханических систем управления комплексами резки листового проката с целью выявления недостатков и выработки предложений по их совершенствованию.
2. Разработка математических моделей электроприводов ножниц, позволяющих с высокой точностью имитировать поведение систем управления за цикл резки.
3. Разработка принципов построения электромеханических систем управления комплексами резки, обеспечивающих повышение производительности комплекса резки, улучшение показателей качества резки готовых листов и снижение энергопотребления.
4. Проведение компьютерных исследований разработанных систем управления с целью оценки их функционирования в реальных условиях резки на НКР.
5. Проведение экспериментальных исследований действующей системы управления с целью оценки динамических характеристик элементов главных приводов НПР, а также влияния типа проката на работу системы управления.
Методы исследования. Теоретические исследования проводились методами теории электропривода, теоретической механики, современной теории автоматического управления, компьютерного моделирования. Экспериментальные исследования проводились на действующем оборудовании с использованием программных (CONTROL SYSTEM TOOLBOX фирмы General Electric и DRIVE MONITOR фирмы Siemens) и аппаратных средств комплектных приводов ножниц и последующей обработкой результатов.
На защиту выносятся следующие положения:
1. Математические модели электромеханических систем ножниц (одно- и двухкривошипных), учитывающие кинематику, динамику движения, энергетические оценки механизмов резания, и инструментальные средства в среде Matlab5.2/Simulink, предназначенные для решения задач исследования и оптимизации систем управления НПР с учётом процесса резки.
2. Методика формирования траектории движения ножа средствами электромеханических систем управления двухкривошипными ножницами с электрической синхронизацией, обеспечивающая регулирование перекрытия ножей при резке листа.
3. Методика оптимизации электроприводов одно- и двухкривошипных ножниц по критериям энергосбережения и производительности.
4. Алгоритм управления электроприводом устройства регулировки бокового зазора с автоматической минимизацией энергозатрат на цикл резки листа, обеспечивающий повышение качества обрезанной кромки.
5. Методика расчёта режимов работы электроприводов механизмов комплекса резки листового проката по условию минимизации энергозатрат.
Научная новизна положений представляемой диссертационной работы заключается в следующем:
1. Математические модели одно- и двухкривошипных ножниц учитывают процессы взаимодействия ножа с разрезаемым прокатом, механические свойства разрезаемого металла, переменность усилия реза в зависимости от положения ножа и включают оценку энергозатрат за цикл резки. Модели ориентированы на решение задачи автоматической оптимизации электромеханических систем ножниц в процессе резания проката. В отличие от существующих методик кинематического расчёта в разработанной модели двухкривошипных ножниц углы поворота кривошипов рассматриваются не связанными жёстко друг с другом. Кроме того, для определения координат механизма резания вместо решений систем уравнений с несколькими переменными, предлагаемых другими авторами, используется решение нелинейного уравнения с одной обобщённой переменной.
2. Предлагается использовать электрическую синхронизацию движения кривошипов двухкривошипных ножниц взамен применяемой на сегодняшний день механической. Это, при управлении углом рассогласования по разработанной методике, позволит повысить качество резки (устранить «стрелу прогиба») за счёт более точной реализации катящегося движения ножа и регулировки перекрытия между ножами в процессе резки в зависимости от толщины и марки стали проката.
3. Методика оптимизации электроприводов ножниц, учитывающая кинематические и динамические параметры механизма резания, а также энергосиловые данные процесса реза, позволяет выполнить расчёт режима управления главным приводом ножниц, обеспечивающего минимальное энергопотребление и осуществление реза за заданный промежуток времени. Достижение этих целей осуществляется за счёт выделения в траектории движения ножа двух зон, одна из которых определяет производительность комплекса (задача на поиск экстремума функционала с неподвижными границами), а вторая в рассматриваемых пределах на производительность не влияет (задача с подвижными границами). Разработанный для этой цели алгоритм поиска минимума функционала основан на конечно-разностном методе Эйлера, учитывает ограничения, налагаемые на значения искомой экстремали (закона управления) и её производной, осуществляет поиск экстремали с переменным числом шагов.
4. Алгоритм управления боковым зазором предусматривает измерение усилия реза месдозами и автоматическую подстройку зазора с учётом толщины и температуры проката, его механических свойств, а также износа ножей ножниц и возможного увеличения зазора вследствие деформации станины ножниц, с целью получения минимального усилия резания. Алгоритм осуществляет накопление статистических данных об оптимальных зазорах для резки проката в различных режимах и минимизирует усреднённую величину приведённого усилия резки. Приведение усилия резки осуществляется по предложенной формуле, разработанной на основе анализа влияния факторов, задающих режимы резки. Для ускорения адаптации к изменению параметров ножниц производится ранжирование данных о приведённом значении усилия реза.
5. Разработанная методика расчёта режимов работы электроприводов механизмов комплексов резки основана на формализованном подходе к синтезу алгоритма управления временными параметрами работы отдельных механизмов комплекса резки и позволяет повысить производительность комплекса резки и минимизировать потребление электроэнергии при заданной производительности.
Практическая ценность и реализация результатов работы состоят в том, что в результате проведённых теоретических и экспериментальных исследований
1. Разработанный алгоритм управления механизмом резания ножницами с катящимся резом обеспечивает ресурсосбережение электромеханической системы ножниц за счёт ограничения динамических моментов во время пуска и торможения. Данный алгоритм внедрён на стане 5000 ООО «Северсталь», показал свою работоспособность и рекомендован Санкт-Петербургской электротехнической компанией для использования в аналогичных комплексах резки, что подтверждается соответствующими актами о внедрении.
2. Разработанный на базе предлагаемых методик алгоритм согласованного управления приводом механизма резания однокривошипных ножниц и механизма качания рольганга качающегося для комплексов резки станов 2800 ООО «Уральская сталь» и 2800 ООО «Северсталь» обеспечивает повышение производительности за счёт более полного совмещения операций резания и качания рольганга и может быть использован в программном обеспечении технологических контроллеров аналогичных комплексов резки.
3. Разработанные компьютерные модели адекватно описывают функционирование электромеханических систем ножниц, что подтверждается экспериментально, учитывают механические свойства разрезаемого проката и его взаимодействие с ножом, что позволяет использовать их для анализа и синтеза СУ ножницами на этапе проектирования, с целью выработки новых решений, направленных на повышение качества выпускаемой продукции, производительности и снижение энергопотребления. Данные компьютерные модели переданы проектным отделам КО ВНИИМЕТМАШ.
Апробация результатов работы. Основные положения диссертационной работы докладывались и обсуждались на Межвузовских научно-технических конференциях студентов и аспирантов «XXIX Неделя науки СПбГПУ» (Санкт-Петербург, ноябрь — декабрь 2000 г.) и «XXXII Неделя науки СПбГПУ» (Санкт-Петербург, ноябрь 2003 г.); Научных конференциях профессорско-преподавательского состава СПбГЭТУ «ЛЭТИ» (Санкт-Петербург, 2003, 2004 и 2005 г.); III Международной научно-практической конференции «Энерго– ресурсосбережение, оптимизация энергопотребления и обеспечение экологической безопасности на предприятиях металлургической, горной и нефтехимической промышленности» (Санкт-Петербург, апрель 2005 г.); Научной конференции «Энерго-ресурсосбережение, оптимизация энергопотребления на предприятиях металлургической промышленности» (Магнитогорск, октябрь 2005 г.).
Публикации. Всего по теме диссертации опубликовано 11 научных работ, из них 7 статей, 4 работы в материалах международных и российских научно-технических конференций.
Структура и объём работы. Диссертация состоит из введения, пяти глав и заключения, списка литературы, включающего 71 наименование, и трёх приложений. Основная часть работы изложена на 150 страницах машинописного текста. Работа содержит 136 рисунков и 3 таблицы.
Содержание работы
Во введении рассмотрено состояние проблемы, обоснована её актуальность, сформулированы цель и основные задачи работы.
В первой главе диссертационной работы приведены состав и характеристика комплексов резки толстолистового проката. Рассматриваются зависимости качества и энергетики процессов резки от характеристик проката, траектории движения ножа и режимов резки. Выполняется математическое описание процессов резки. Ставятся задачи оптимизации процессов резки и связанные с ними задачи исследования и автоматической оптимизации электромеханической системы управления комплексом резки.
Комплекс резки включает в себя подводящий и отводящий рольганги, собственно НПР (одно- или двухкривошипные) и устройства для уборки обрези и выравнивания листа (рис. 1). Поскольку отрезаемая часть листа сдвигается по плоскости реза вниз относительно разрезаемого проката, за ножницами устанавливается качающийся рольганг, который опускается перед порезкой. После резки последней мерной длины на столе ножниц остаётся обрезок заднего конца листа, для удаления которого используется сталкиватель. Для выравнивания раската вдоль одного из бортов рольганга используется выравнивающее
 | Рис. 1. Комплекс резки стана 2800. |
 |
| Рис. 2. График перемещения листа. |

Рис. 3. Применяемые кинематические схемы ножниц с катящимся резом. а— двухкривошипные ножницы с коромыслом; б— двухкривошипные ножницы с копиром; в— однокривошипные ножницы; г— основные параметры ножа.
устройство. Определение мерной длины осуществляется или с помощью мерительных роликов, или с помощью передвижного упора за ножницами. Очерёдность следования операций при порезке проката определяется технологическим процессом и возможностями электромеханической системы. График перемещения листа приведён на рис. 2.
Сами ножницы содержат главный привод механизма резания, устройство регулировки бокового зазора, механизм прижима листа, а также устройства для смены кассет с ножами и зажима кассет. Механизм резания ножниц с катящимся резом может выполняться с двухкривошипным или с однокривошипным приводом. Двухкривошипные ножницы (разработанные «Moeller&Neumann») выполняются с коромыслом (рис. 3, а) или с копиром (рис. 3, б). В последнем случае для прижатия суппорта к копиру используется гидравлический прижим. На сегодняшний день, синхронизация вращения кривошипов осуществляется с помощью синхронизирующих и паразитных шестерней. Перспективной разработкой является однокривошипная конструкция ножниц, разработанная в КО ВНИИМЕТМАШ (рис. 3, в). Она обладает более простой кинематикой и меньшей массой подвижных частей, чем двухкривошипная, что снижает требования к мощности двигателей и энергозатраты на рез. К её недостаткам относится наличие только одной степени свободы, что ограничивает возможности корректировки траектории движения ножа.
Оптимальной траекторией движения ножа является такая траектория, при которой нож катится по прямой MM рис. 3, г, параллельной плоскости листа. Для оценки точности её реализации при моделировании отслеживалось положение нижней точки ножа в неподвижной системе координат. Для расчёта усилия реза и моментов реза определялось положение точки F приложения силы реза Fрез и угол реза.
Параметрами, задающими режим реза, являются угол реза, боковой зазор между ножами, скорость деформации разрезаемого металла u, траектория движения ножа, степень затупления ножей, выражаемая через радиус режущей кромки r. Из-за приближенной реализации катящегося движения, а также кривизны режущей кромки ножа, является переменным и зависит от положения ножа и толщины проката h.
На энергетику реза влияют как режимы реза (скорость резки, траектория ножа, боковой зазор и т. д.), так и основные характеристики проката, к которым относятся толщина h и длина l отрезаемой части проката, пределы текучести Т и прочности при растяжении В, относительное удлинение 5, коэффициенты относительного надреза над и относительного отрыва металла отр. Уменьшение толщины h вызывает относительное увеличение составляющей полного усилия резания, учитывающей изгиб разрезаемого металла в зоне резания. Отклонение величины бокового зазора от оптимального значения ведёт к росту усилия резки на 10—15 %, при этом износ ножей происходит быстрее. Отклонение траектории движения ножа от траектории качения ведёт к увеличению искривления листа, и росту энергозатрат, идущих на пластическую деформацию металла.
Максимальное усилие реза рассчитывается по формуле Крылова-Тарасова:

где 1,2 — коэффициент, учитывающий притупление ножей; KЭП — коэффициент, зависящий от угла наклона ножей; KОТР — коэффициент отрыва, который зависит от свойств разрезаемого металла; макс — максимальное удельное сопротивление резанию; z — коэффициент, зависящий от длины отрезаемой части листа, пластических свойств разрезаемого металла и угла реза.
Эксперименты показывают, что сила реза изменяется в зависимости от положения ножа по кривой, аналогичной приведённой на рис. 4. Для анализа функционирования электромеханических систем ножниц разработано аналитическое описание данной кривой, соответствующее экспериментальным данным.
Во второй главе диссертационной работы разработаны первое и второе научные положения. Математические модели электромеханических систем ножниц включают в себя описание кинематики и динамики механизма резания, и учитывают переменность момента инерции, а также моментов от неуравновешенных масс, допускают в расчёте задавать произвольную форму режущей кромки ножа. Исследование динамики электромеханических систем двухкривошипных ножниц выполнялось на основе решения дифференциальных уравнений Лагранжа второго рода
 |
| Рис. 4. Зависимость силы реза от положения ножа. |

где Ma, Mb моменты двигателей на кривошипных валах; Eк суммарная кинетическая энергия механизма резания; a, b углы поворота кривошипов; a, b скорость вращения кривошипов.
Частные производные кинетической энергии по углам поворота кривошипов обусловлены действием сил сопротивления. На механизм действуют силы резания, а также силы от неуравновешенных масс. Кроме того, на ножницы с копиром действуют силы прижима к копиру.
Частные производные кинетической энергии по скорости определялись по выражению
 ,
,
где i — индекс кривошипа (i{a, b}); k индекс звена механизма резания; k, vk скорость вращения и линейная скорость центра масс k-го звена; mk, Jk масса и момент инерции k-го звена. Скорости k, vk линейно зависят от a, b и нелинейно от a, b.
Динамика однокривошипных ножниц описывается уравнением
 ,
,
где ![]() соответственно моменты электропривода, сопротивлений и резания, приведённые к кривошипному валу a;
соответственно моменты электропривода, сопротивлений и резания, приведённые к кривошипному валу a; ![]() приведённый момент инерции механизма резания в функции a.
приведённый момент инерции механизма резания в функции a.
Энергия, расходуемая на ход ножниц, складывается из затрачиваемой на рез энергии, потерь в механических передачах и электрических потерь и выражается функционалом

где tк — время одного хода ножниц; Pi — потери в i-ом элементе электромеханической системы ножниц.
В математическую модель электромеханической системы ножниц входят подмодели СУ механизмом резания, содержащие три контура подчинённого регулирования (контур положения, контур скорости и контур момента). Исследования показали, что при реальных параметрах электромеханической системы ножниц динамические процессы, происходящие во внутренних контурах преобразователя частоты (контурах регулирования составляющих вектора тока статора), не оказывают существенного влияния на динамику электропривода ножниц. Поэтому контур момента описывается апериодическим звеном. Для компьютерных моделей написаны скрипты, осуществляющие отображение механизма резания в различные моменты времени. Они используются при анализе функционирования электромеханических систем ножниц, отладке моделей ножниц и алгоритмов оптимизации их работы.
 |
| Рис. 5. Алгоритм расчёта режима управления углом рассогласования между кривошипами двухкривошипных ножниц. |
Новизна второго положения состоит в том, что повышение точности обкатывания и поддержание заданного перекрытия обеспечивается за счёт электрической синхронизации кривошипов и переменного угла рассогласования в зоне реза. Изменение угла рассогласования позволяет в процессе реза поддерживать заданную величину перекрытия без использования дополнительных устройств.
Схема алгоритма расчёта режима управления углом рассогласования приведена на рис. 5. Графики отработки заданного перекрытия компьютерной моделью приведены на рис. 6. После врезания ножа в лист и вплоть до окончания реза нож движется с постоянным перекрытием, что не обеспечивается при фиксированном угле рассогласования. Исследования показали, что постоянное перекрытие обеспечивается только при реверсивном вращении кривошипов. Угол реза во время внедрения ножа в лист при использовании электрической синхронизации больше, чем при использовании механической, что обеспечивает снижение пика усилия резки в момент врезания.
Для реализации указанных режимов регулирования необходима точная отработка задания по положению кривошипов при воздействии возмущений механического характера, поэтому, целесообразно использовать системы комбинированного управления со структурой рис. 7. Система управления содержит три контура подчинённого регулирования, на регуляторы двух внутренних контуров для повышения быстродействия вводятся производные задающего воздействия.
Блок выработки задания формирует задания на среднее положение, скорость и ускорение. Блок формирования угла рассогласования по заданному углу з и перекрытию з формирует угол рассогласования, а также соотношения скоростей и ускорений. Задания на ускорения поступают в блок формирования заданий на моменты, который, учитывая взаимное влияние кривошипов друг на друга, рассчитывает необходимые для компенсации инерционности динамические моменты на валах двигателей. К динамическим моментам добавляются моменты компенсации возмущений, получившиеся задания на моменты подаются на регуляторы моментов. Реализация этих блоков осуществляется на основе разработанных математических моделей.
 а а |  б б |  в в |
Рис. 6. Отработка заданного перекрытия. а — заданное перекрытие з=5 мм;
б —з=0 мм; в —з= 15 мм.
1 поперечное сечение разрезаемого листа; 2 траектория нижней точки ножа при фиксированном угле рассогласования кривошипов; 3 траектория движения нижней точки ножа при рассчитанном угле рассогласования; 4 положение режущей кромки ножа; 5 линия скола листа; M1, M2,…, M12 положения нижней точки ножа.
 |
| Рис. 7. Структура системы управления двухкривошипными ножницами. |
Для моделирования использовался ПИ-регулятор скорости с параметрами передаточной функции, соответствующей типовым настройкам. Полоса пропускания контура скорости соответствует одной десятой минимальной частоты упругих колебаний привода, что позволило не учитывать упругие связи приводов.
В третьей главе выполнена разработка третьего и четвёртого научных положений. В настоящее время управление механизмом резания осуществляется по трапециидальному графику задания скорости. Новизна третьего научного положения состоит в том, что для обеспечения снижения энергопотребления используются задания более сложного вида. Методика оптимизации заключается в следующем. На основе математической модели строится функционал, выражающий зависимость энергозатрат за цикл резки от режима управления и параметров проката, а также определяются граничные условия, исходя из требований технологии. Затем оптимизируется задание положения кривошипа. Разработанный для этой цели алгоритм учитывает ограничения, налагаемые на значения искомой функции, а также на её производную по времени. Режим управления ножницами разбит на две зоны (зону разгона и резки листа и зону торможения). В первой зоне требуется за заданный промежуток времени разогнать привод и осуществить рез. Во второй зоне нож должен пройти оставшуюся до исходного положения часть пути за промежуток времени, величину которого можно изменять в заданных пределах без снижения производительности всего комплекса резки.
 a a |  б б |
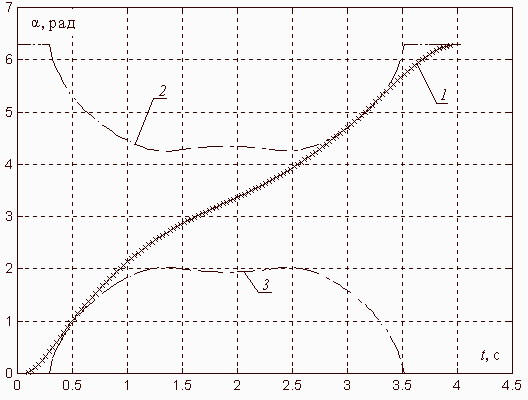
Рис. 8. Результаты оптимизации режима работы однокривошипных ножниц. Отработка заданий положений кривошипов а (1 – проектный вариант, 2, 3, 4, 5 – оптимизированные варианты управления) и энергозатраты при разных длительностях цикла резки б (1 – при проектном варианте управления, 2 – при оптимизированных вариантах управления).
По данной методике рассчитаны оптимальные задания положения кривошипов для каждой из этих зон, причём для второй зоны рассчитаны функционалы для нескольких длительностей цикла резки. На рис. 8 представлены графики отработки задания положения, а также зависимости энергозатрат от длительности цикла резки.
Оптимальной считается такая величина зазора между ножами, при которой трещины, расходящиеся от кромок ножей, встречаются кратчайшим путём. Слишком большой зазор приводит к появлению заусенцев на пластичном материале или к неровному резу хрупких, а слишком маленький – к появлению срывов на поверхности реза. Как указывалось ранее, в ряде случаев зазор между ножами выставляется неоптимальный. Для повышения качества резки и снижения энергозатрат разработан алгоритм автоматической подстройки зазора.
Новизна четвёртого положения состоит в том, что алгоритм осуществляет автоматическую оптимизацию относительной величины бокового зазора, посредством минимизации усреднённого значения приведённого усилия реза, для чего используются измерения силы реза, полученные при резке листов длиной не менее 20 толщин листа во время установившегося процесса резания. При резке листов длиной более l=15…20 h величина Fрез не зависит от длины отрезаемой части проката l. Установившийся процесс резки начинается, когда нож врежется на величину 0,8h ctg , и заканчивается, когда точка врезания находится на расстоянии 0,7h ctg . Приведённое значение силы определяется по формуле
![]()
где ![]() — эмпирическая зависимость приращения усилия резки от толщины проката h и радиуса затупления ножей r. Для получения обрезанной кромки высокого качества лист должен иметь температуру, входящую в определённый диапазон. Для учёта температуры весь оптимальный температурный диапазон разбивается на несколько поддиапазонов, в каждом из которых механические свойства мало зависят от неё. С течением времени оптимальное значение выставляемого зазора изменяется. Для ускорения адаптации алгоритма к новым условиям, во-первых, ограничивается число учитываемых значений (посредством ограничения роста числа i); во-вторых, при выявлении тенденции изменения среднего значения усилия в одном направлении увеличивается удельный вес последних измерений. Расчёт среднего значения производится по формуле
— эмпирическая зависимость приращения усилия резки от толщины проката h и радиуса затупления ножей r. Для получения обрезанной кромки высокого качества лист должен иметь температуру, входящую в определённый диапазон. Для учёта температуры весь оптимальный температурный диапазон разбивается на несколько поддиапазонов, в каждом из которых механические свойства мало зависят от неё. С течением времени оптимальное значение выставляемого зазора изменяется. Для ускорения адаптации алгоритма к новым условиям, во-первых, ограничивается число учитываемых значений (посредством ограничения роста числа i); во-вторых, при выявлении тенденции изменения среднего значения усилия в одном направлении увеличивается удельный вес последних измерений. Расчёт среднего значения производится по формуле


![]()
Алгоритм оптимизации бокового зазора предусматривает накопление статистики об оптимальных зазорах для резки проката в различных режимах. В диссертации разработаны процедуры ведения базы данных оптимальных зазоров. Марка стали и начальное приближение величины бокового зазора (взятое из существующих эмпирических таблиц) должны вводиться оператором. Температура проката и толщина поступающего листа определяются пирометром и толщиномером, соответственно, а степень затупления ножей оценивается на основе данных о числе резов, произведённых после смены ножей, стойкости ножей, прочности и толщинах разрезаемых листов. Аппаратная реализация электромеханической системы управления боковым зазором приведена на рис. 9. Непосредственное измерение силы Fрез осуществляется месдозами во время установившегося процесса резания. Использование для её оценки активной составляющей тока двигателя нецелесообразно, т. к. расчёт усилия при резке тонких листов будет производиться с большой ошибкой. Момент реза проката с h = 7 мм составляет менее 5 % номинального момента двигателя, а для работы системы оптимизации погрешность измерений не должна превышать 0,5% момента реза, т. е. 0,025 % номинального момента двигателя. Такую точность встроенные средства преобразователей не обеспечивают. На рис. 10 представлены графики, отражающие процесс подстройки бокового зазора при воздействии случайных возмущений, не превышающих 2% измеренного усилия.

Рис. 9.Аппаратные средства оптимизации бокового зазора.
 а а |  б б |  в в |
Рис. 10. Графики, отображающие процесс подстройки бокового зазора при наличии случайных возмущений. а — процесс подстройки при постоянных величине оптимального бокового зазора и силы реза; б — при скачкообразном изменении оптимальной величины бокового зазора; в — при скачкообразном изменении силы реза.
На графиках обозначены: Fрез — сила реза; N — число резов; — боковой зазор; символ — измеренное усилие резки. 1 — исходный график зависимости Fрез(); 2 — график зависимости после скачкообразного изменения параметров.
В четвертой главе разработано пятое научное положение.
Порезка проката включает в себя ряд операций, выполняемых механизмами комплекса резки. Очерёдность их следования, возможность совмещения и, как следствие, алгоритм управления комплексом определяются технологическим процессом и возможностями электромеханической системы. Предлагаемая методика направлена на расчёт интервалов времени в соответствии с графиками перемещения и оптимизацию режимов работы механизмов комплекса.
Методика заключается в следующем. На основе данных о технологии строятся графики перемещения листа, аналогичные представленному на рис. 2, и циклограммы работы механизмов, из которых определяются операции, которые можно совместить, а также ограничения, налагаемые на взаимные перемещения механизмов. Далее определяются функционалы, выражающие зависимость энергозатрат на работу электроприводов отдельных механизмов от режима управления, и выполняется поиск экстремалей с учётом налагаемых ограничений. Новизна методики заключается в формализации подхода к синтезу алгоритма управления временными параметрами работы отдельных механизмов комплекса резки на основании циклограмм и математических описаний, а также в оптимизации режимов работы отдельных механизмов по критерию энергосбережения. Применение данного подхода позволило выявить ряд возможностей повышения производительности за счёт ускорения и совмещения некоторых операций.
Анализ показал, что в максимальной степени сдерживают производительность комплекса резки, собственно, резка листа и сопряжённые с ней операции. Значительные затраты времени связаны с опусканием рольганга качающегося. Поэтому выполнена оптимизация взаимного перемещения механизма резания ножниц и рольганга, причём, рассмотрены два варианта: с нереверсивным и реверсивным вращением эксцентрика. Графики оптимизированного задания положения приведены на рис. 11, а и б. Движение эксцентрика механизма качания без остановки в процессе резки обеспечивает меньший нагрев двигателя и меньшее энергопотребление, чем применяемое движение с остановкой. Ещё большее снижение энергозатрат (до 26%) и нагрева двигателя (до 30%) обеспечивается при реверсивном движении. Затраты времени уменьшены на 1,7 с.
 |  |
| а | б |
Рис. 11. Графики оптимизированного задания положения при нереверсивном а и реверсивном б движении эксцентрика.
На графиках обозначены: 1 рассчитанное задание положения эксцентрика; 2 и 3 – верхнее и нижнее ограничения положения эксцентрика.
Пятая глава посвящена анализу и исследованиям системы управления электроприводами комплекса резки толстолистового проката стана 2800 ОАО «Уральская сталь», а также выработке рекомендаций по её совершенствованию с использованием результатов диссертационной работы. Программно-логическое управление приводами производится контроллером SIMATIC S7–400 по сети PROFIBUS DP, связывающей также пост оператора через систему модулей удаленного ввода-вывода сигналов управления и сигнализации типа ЕТ200М и панель оператора с программируемой функциональной клавиатурой (см. рис. 1). Сигналы датчиков положения механизмов и проката поступают на входные модули контроллера и обрабатываются программой диагностики и контроля состояния объекта. С выходных модулей контроллера поступают сигналы на включение электромагнитов систем гидроуправления механизмами прижима листа и др. вспомогательными механизмами.
Проведены экспериментальные исследования двухкривошипных НПР стана 5000 (с приводами постоянного тока TPD 32 фирмы General Electric) и однокривошипных ножниц стана 2800 (с приводами переменного тока SIMOVERT MASTER DRIVES фирмы Siemens). Графики хода ножниц с совмещёнными результатами моделирования приведены на рис. 12. Из сопоставления результатов моделирования и экспериментальных данных видно, что математические модели адекватно описывают электропривод НПР, ошибка не превышает 8%.
 |  |
| а | б |
Рис. 12. Циклы хода ножниц стана 5000 а и стана 2800 б.
На графиках обозначены: n, ![]() —скорость двигателя, измеренная и моделированная;
—скорость двигателя, измеренная и моделированная;
nз, ![]() — задание скорости преобразователя и модели; M,
— задание скорости преобразователя и модели; M, ![]() — момент двигателя и модели; I,
— момент двигателя и модели; I, ![]() — ток двигателя и модели.
— ток двигателя и модели.
Основные результаты диссертационной работы
1. Сформулированы требования к системам управления электроприводами комплексов резки листового проката, на основании которых обобщены принципы построения данных систем и выявлены тенденции их развития. К последним следует отнести: комплексную автоматизацию технологического процесса резки листового проката на базе современной компьютерной техники, снижение динамических нагрузок в приводах комплекса резки, приближение траектории движения ножа в процессе реза к качению без проскальзывания.
2. Разработаны математические и компьютерные модели электромеханических систем ножниц поперечной резки, наиболее полно учитывающие взаимодействие ножниц с разрезаемым прокатом, а также скрипты для пакета Matlab, осуществляющие визуализацию механизма резания. Компьютерные модели доведены до уровня инструментальных средств.
3. Предложено использование в двухкривошипных ножницах электрической синхронизации вращения кривошипов вместо применяемой в настоящее время механической. Разработан и реализован на языке скриптов Matlab алгоритм расчёта закона управления углом рассогласования между кривошипами, обеспечивающий заданное перекрытие между ножами практически по всей длине реза. При этом предусматривается регулирование перекрытие между ножами в зависимости от толщины разрезаемого проката.
4. Предложены и реализованы на языке скриптов Matlab алгоритмы оптимизации режимов резки проката (бокового зазора и траектории движения ножа), обеспечивающие снижение энергозатрат на цикл порезки проката.
5. Предложена методика оптимизации режимов работы электроприводов комплекса резки. Выявлены возможности повышения производительности комплекса резки и снижения энергопотребления.
Публикации по теме диссертации.
1. Жуков И.Б. Компенсация возмущений в электроприводе. / И.Б. Жуков, Е.Н. Ковалёв // XXIX Неделя науки СПбГПУ: тез. докл. Межвуз. научн-техн. конф. студентов и аспирантов, г. Санкт-Петербург, 27 нояб. – 02 декаб. 2000 г. СПб.: Изд-во СПбГТУ, 2001. Ч. V. С. 136–138.
2. Жуков. И.Б. Способ управления электроприводом с компенсацией возмущений. / И.Б. Жуков, Е.Н. Ковалёв // Проблемы экономии топливно-энергетических ресурсов на промпредприятиях и ТЭС: Межвуз. сб. науч. тр./СПбГТУРП, СПб., 2002, с. 250–254. ISBN 5–230–14288–X.
3. Зементов. О.И. Формализация моделей электромеханических систем комплекса резки листового проката. / О.И. Зементов, Л.П. Козлова, И.Б. Жуков // Известия СПбГЭТУ «ЛЭТИ». СПб.: Изд-во СПбГЭТУ «ЛЭТИ», 2003, с. 28 — 32.
4. Жуков И.Б. Оптимизация автоматизированных электромеханических систем ножниц для резки листового проката. / И.Б. Жуков, Л.П. Козлова // XXXII Неделя науки СПбГПУ: тез. докл. Межвуз. научн-техн. конф. студентов и аспирантов, г. Санкт-Петербург, 24–29 нояб. 2003 г. СПб.: Изд-во СПбГПУ, 2004. Ч. V. С. 146 — 148.
5. Жуков И.Б. Математическое описание уравнений кинематики ножниц с катящимся резом в задачах энергосберегающего управления. / И.Б. Жуков, О.И. Зементов // Электромеханические системы и комплексы: Межвуз. сб. науч. тр. Вып. 8./Под ред. С.И. Лукьянова, Д.В. Швидченко. — Магнитогорск: МГТУ, 2004, с. 73–79.
6. Жуков И.Б. Кинематический расчет двухкривошипных ножниц в задачах оптимизации электропривода комплексов резки листового проката / И.Б Жуков; Санкт-Петербург. гос. электротехн. ун-т. – СПб., – 2004. – 23 с. – Деп. в ВИНИТИ 22.06.2004, № 1048–В2004.
7. Жуков И.Б. Расчёт кинематики и динамики однокривошипных ножниц в задачах оптимизации электропривода комплексов резки листового проката. / И.Б. Жуков; Санкт-Петербург. гос. электротехн. ун-т. – СПб., – 2004. – 18 с. – Деп. в ВИНИТИ 22.06.2004, № 1047–В2004.
8. Зементов О.И. Минимизация энергозатрат в электромеханических системах управления ножницами с катящимся резом. / О.И. Зементов, Л.П. Козлова, И.Б. Жуков // Изв. СПбГЭТУ «ЛЭТИ». Сер. «Электротехника» / Санкт–Петербург. гос. электротехн. ун-т. СПб.: Изд-во СПбГЭТУ «ЛЭТИ», 2004. Вып. 1. С. 19 — 27.
9. Жуков И.Б. Оптимизация комплексов резки листового проката / И.Б. Жуков, С.С. Борисенко, Е.Н. Ковалёв// Энерго-ресурсосбережение на предприятиях металлургической, горной, и химической промышленности (новые решения): тез. докл. конференции, г. Санкт-Петербург, 2527 апр. 2005. С. 5254.
10. Жуков. И.Б. Исследование динамики систем управления ножницами поперечной резки листового проката. / И.Б. Жуков // Изв. СПбГЭТУ «ЛЭТИ». Сер. «Электротехника» / Санкт–Петербург. гос. электротехн. ун-т. СПб.: Изд-во СПбГЭТУ «ЛЭТИ», 2005. Вып. 1. С. 7 — 15.
11. Жуков И.Б. Методика формирования оптимальной траектории движения ножа ножниц поперечной резки толстолистового проката / И.Б. Жуков, Е.Н. Ковалёв// Энерго-ресурсосбережение, оптимизация энергопотребления на предприятиях металлургической промышленности: тез. докл. семинара, г. Магнитогорск, 67 окт. 2005. С. 2225.