

Влияние конструктивно-технологических факторов пр о цесса фрезерования на качество обработки деталей низа обуви
На правах рукописи
Жиляев Евгений Владимирович
ВЛИЯНИЕ КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИХ ФАКТОРОВ процесса фрезерования
НА КАЧЕСТВО ОБРАБОТКИ ДЕТАЛЕЙ НИЗА ОБУВИ
Специальность 05.02.13 «Машины, агрегаты и процессы»
(коммунальное хозяйство и сфера услуг)
Автореферат
диссертации на соискание ученой степени
кандидата технических наук
2009
Работа выполнена в Государственном образовательном учреждении высшего профессионального образования ГОУ ВПО «Южно-Российский государственный университет экономики и сервиса» (ГОУ ВПО «ЮРГУЭС»),
на кафедре «Машины и аппараты бытового назначения»
Научный руководитель: доктор технических наук, профессор
Юрченко Владимир Ильич
Официальные оппоненты: доктор технических наук, профессор
Жаворонков Александр Иванович
кандидат технических наук, доцент
Малахов Валерий Николаевич
Ведущая организация: Институт экологии, ресурсосбережения и оборудования, г. Москва
Защита состоится « __ » декабря 2009г. в ______часов на заседании Диссертационного совета Д 212.313.01 при Южно-Российском государственном университете экономики и сервиса по адресу 346500,
г. Шахты, Ростовская область, ул. Шевченко, д.147
С диссертацией можно ознакомиться в научной библиотеке Южно-Российского государственного университета экономики и сервиса.
Текст автореферата размещен на сайте ГОУ ВПО «ЮРГУЭС»: http//www.sssu.ru.
Автореферат разослан «____» ноября 2009г.
| Ученый секретарь диссертационного совета | Куренова С.В. |
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность проблемы. Анализ работы предприятий по ремонту и индивидуальному пошиву обуви в России и за рубежом в условиях продолжающегося экономического кризиса показывает заметно возросшую потребность в оказании услуг населению указанными предприятиями. Прежде всего это связано с желанием клиентов продлить срок бывшей в эксплуатации (ношеной) обуви и обеспечить при этом экономию личных финансовых ресурсов. Однако с учетом высокого уровня развития современного обувного производства и качества изготавливаемой обуви (особенно ведущих зарубежных фирм) требования клиентов к качеству ремонта обуви неизмеримо возросли. Это обстоятельство порождает для ремонтных обувных предприятий ряд проблем, главной из которых является проблема существенного повышения качества выполнения ремонтных операций, осуществляемых с помощью механического оборудования и специализированного инструмента.
Фрезерование является одним из основных процессов механической обработки деталей низа обуви. Фрезерованием удаляют излишки материала по контору деталей и придают урезу определенную форму и гладкую поверхность. Обработку производят фрезами на машинах отечественного и зарубежного производства. Материл при фрезеровании снимается в виде стружки, изменяющей свое поперечное сечение от минимального до максимального (встречное фрезерование) или наоборот (попутное фрезерование). В результате обработки на поверхности деталей формируется определенный микрорельеф-шероховатость, обеспечивающая при выполнении дальнейших технологических операций (шлифование, полирование и др.) требуемые значения эксплуатационных характеристик обуви. Величина шероховатости и ее постоянство на любом участке обработанной поверхности являются основными критериями качества фрезерной обработки деталей низа обуви.
Однако при использовании существующих методов обработки деталей низа обуви фрезерованием добиться постоянства величины шероховатости на всей площади обрабатываемой поверхности очень сложно. Это связано со спецификой физико-механических свойств синтетических полимеров (из которых в подавляющем большинстве случаев изготавливаются в настоящее время детали низа обуви), с особенностями геометрических характеристик обрабатывающего инструмента – фрез, характером их изменения в процессе работы и др. Но главной причиной, препятствующей достижению равномерной шероховатости деталей низа обуви после их обработки фрезами, является сложность формы самих деталей. Кроме того, существующие технологии не обеспечивают постоянство режимов процесса, поскольку контакт детали с инструментом поддерживается, как правило, вручную работником и, следовательно, качество обработки в этом случае зависит от его квалификации. Поэтому на практике для достижения необходимого качества обработки применяют многократное прохождение инструментом поверхностей детали. Это снижает производительность процесса и не позволяет создать высокоэффективное технологическое оборудование.
Большие возможности в повышении уровня механизации, производительности труда и улучшения качества механической обработки фрезерованием, имеет разработка и внедрение на обувных предприятиях оборудования, реализующего процесс резания так называемым «подвижным ножом».
Разрушение обувных материалов при их обработке традиционными рабочими органами (ножами, резаками, фрезами, связанным абразивом) может происходить по принципу резания «подвижным» или «неподвижным» ножом. Геометрия лезвия ножа (инструмента) при этом имеет различия. При резании «подвижным» ножом, т.е. когда лезвие режущего инструмента двигается вдоль острия, появляется действительный угол резания д, который зависит от конструктивного угла заточки инструмента к. Это приводит к значительному уменьшению силы резания и улучшению качества обработки. Так, если при резании «неподвижным» ножом угол резани, равный углу заточки инструмента, составляет порядка 20-30 о, то при резании «подвижным» ножом, например, в стационарных ленточных раскройных машинах, д в 600-800 раз меньше к и может составлять 6-12. Очевидно, что использование при фрезеровании деталей обуви принципа резания подвижным ножом должно обладать несомненными достоинствами по сравнению с традиционными технологиями.
Однако такой процесс и принцип резания в оборудовании для фрезерования деталей обуви до настоящего времени не реализованы, практически отсутствуют научно обоснованные рекомендации по выбору оптимальных режимов фрезерования «подвижным ножом», отсутствуют технические решения, реализующие указанный принцип фрезерования.
Таким образом, повышение качества механической обработки деталей низа обуви путем использования результатов всестороннего исследования процесса фрезерования «подвижным ножом», является весьма актуальной проблемой, имеющей важное научное и практическое значение.
Цель и задачи исследования. Целью исследования является повышение эффективности процесса и качества фрезерной обработки деталей низа обуви за счет применения нового способа фрезерования.
Для достижения поставленной цели решались следующие задачи:
- анализ используемого оборудования для проведения механической операции фрезерования деталей низа обуви с целью выявления его недостатков и возможности использования резания подвижным ножом для получения высококачественного среза;
- анализ процесса механической обработки фрезерованием и факторов, оказывающих влияние на разрушение деталей низа обуви фрезой;
- теоретическое исследование процесса механической обработки фрезерованием, для чего:
а) проведено исследование влияния геометрических и кинематических параметров на время контакта зуба фрезы с участком изделия различной формы;
б) разработана методика определения геометрических характеристик рабочего инструмента и выполнено ее аналитическое исследование;
в) разработана методика расчета сил резания при фрезеровании и выполнить ее аналитическое исследование;
г) выполнены аналитические исследования усилий фрезерования и разработана математическая модель энергетических затрат;
- разработка методики экспериментальных исследований механической обработки деталей низа обуви фрезерованием новым способом;
- разработка рекомендаций для предприятий по ремонту обуви по внедрению нового способа фрезерования деталей низа обуви.
Научная новизна работы состоит в том, что в ней:
- впервые на основе нового способа механической обработки определены основные факторы процесса фрезерования деталей низа обуви ;
- на основе анализа взаимодействия зубьев фрезы с обрабатываемым материалом разработана методика определения усилий фрезерования с добавлением осциллирующего движения фрезы с учетом затупления ее режущих кромок фрезы;
- определены оптимальные режимы нового оборудования для фрезерования деталей низа обуви, позволяющего добиться требуемого съема материала при одновременном уменьшении шероховатости обрабатываемой поверхности;
- разработана методика определения действительного радиуса резания фрезы;
Практическая ценность работы состоит в:
- установлении зависимостей микрогеометрии поверхности, получаемой в результате обработки фрезой, совершающей как вращательное, так и поступательное движение вдоль оси вращения, от основных факторов процесса механической обработки, которые рекомендованы для использования в инженерных расчетах;
- установлении теоретических зависимостей энергозатрат на фрезерование от основных режимных параметров механической обработки, которые могут быть использованы при инженерных расчетах;
- определении действительного радиуса резания при фрезеровании деталей низа обуви в процессе механической обработки;
- определении усилий резания при фрезеровании с добавлением осциллирующего движения для получения требуемой микрогеометрии поверхности деталей низа обуви, позволяющих прогнозировать результат обработки и разработать исходные требования на оборудование для фрезерования деталей низа обуви.
Достоверность полученных результатов исследования обеспечивается:
- использованием в качестве теоретической и методологической базы диссертационного исследования фундаментальных трудов отечественных и зарубежных авторов по вопросам механической обработке натуральных кож и другим вопросам исследуемой проблемы;
- использованием современных методов исследования, оборудования и приборов для подготовки и проведения экспериментов и обработки полученных результатов, применением ПЭВМ и пакета прикладных программ в программной оболочке Windows-95;
Апробация работы и публикации. Материалы диссертации доложены и получили положительную оценку на ряде научно-технических конференций Сибирского Федерального университета (Красноярский государственный технический университет), (г. Красноярск, 2006-2008 г.г.), Московского государственного университета сервиса (г. Москва, 2004-2005 гг.), Московского института управления и сервиса (г. Москва, 2004-2008 гг.), Федерального государственного образовательного учреждения дополнительного профессионального образования «Государственная академия инноваций»( г. Москва, 2008 г.), Московского государственного университета дизайна и технологий (г. Москва, 2007 г.), ОАО « Рослегпром» ( г. Москва, 2006, 2007 гг.) и заседании научно-методических советов ЗАО «Русская кожа» (г. Рязань, 2006, 2007 г.г.).
Публикации по работе. По теме диссертации опубликовано 10 научных работ.
Объем и структура диссертации. Диссертация содержит 138 страниц, включая 67 рисунков и 18 таблиц, состоит из введения, четырех глав, заключения, списка литературы из 115 наименований, 4 приложений.
Основное содержание работы
Во введении обоснована актуальность НИР, выбраны объект и предмет исследования, сформулированы ее цель и задачи, определены направления и методы исследования, указаны научная и технологическая новизна, практическая и конструкторская значимость, обоснована достоверность исследований.
В первой главе рассмотрены предпосылки совершенствования процесса и оборудования для механической обработки деталей низа обуви резанием. Выполненный анализ показал, что на обувных предприятиях сервиса при пошиве и ремонте обуви широко применяются машины, реализующие процессы резания, а сами процессы весьма многообразны (рис.1).
Рисунок 1. Процессы резания при ремонте и производстве обуви
Все способы резания материалов, реализуемые в настоящее время, можно условно разделить на две большие группы: способы, реализующие традиционные процессы резания, основанные на разрушении материала деталей фрезой, ножом или связанным абразивом и новые процессы ударного разрушения материала, основанные на изнашивании поверхности детали свободным абразивом.
Анализ данных по оборудованию, для выполнения операции фрезерования показал, что, несмотря, на наличие отечественных машин типа ФУП, ОМ-2Р и др. и большого количества моделей импортного оборудования, показал, что принцип воздействия рабочих органов на обрабатываемый материал во всех машинах одинаков – это вращающаяся фреза, реализующая процесс резания «неподвижным ножом» (нет движения материала вдоль режущих кромок фрезы).
Современные машины не позволяют получить при фрезеровании требуемую шероховатость за один проход рабочим органом поверхности детали. Из-за чего возникает необходимость операции шлифования. Увеличение скорости вращения фрезы с целью получения необходимой шероховатости приводит к повышению энергозатрат и нагреву инструмента до такой температуры, что процесс резания материала переходит в процесс горения, и говорить о качестве обработки становится бессмысленным. Поэтому комплекс операций по фрезерованию и отделке уреза подошв и боковой поверхности каблуков возможно уменьшить за счет повышения качества самого фрезерования и уменьшения энергопотребления за счет сокращения длительности операции шлифования, что приводит к снижению номенклатуры оборудования.
Все имеющееся в настоящее время оборудование для механической операции фрезерования обладает следующими недостатками: нестабильностью процесса, из-за затупления режущей кромки инструмента; большими усилиями резания и, как следствие, трудностью удержания полупары при ручной подаче деталей на обработку; волнистостью обработанной поверхности; частой заточки инструмента; большой шероховатостью обработанной поверхности и проч.
Качество обработанной поверхности помимо требуемой геометрии, определяется шероховатостью и волнистостью. В настоящее время качество поверхности после механической обработки на обувных предприятиях оценивают органолептически, что не обеспечивает количественной ее оценки.
Анализ современных теоретических разработок в области механической обработки деталей низа обуви показал, что операции резания материалов описываются
общепринятой теорией клина. Поэтому очевидна необходимость создания новой теории, описывающей процесс фрезерования фрезой, совершающей вращательное движения с добавлением осциллирующего движения вдоль оси вращения. Такая теория совмещала бы в себе элементы теории резания подвижным и неподвижным ножом.
Современная теория резания позволяет определить мощность и усилия резания, но разница между теоретически прогнозируемыми усилиями и реальными велика. Вероятно, недостаток этих расчетов заключается в том, что в них не учитывается действительный радиус закругления режущей кромки ножа (затупление ножа). Поэтому данная научно-исследовательская работа направлена также и на ликвидацию этого пробела в теории резания.
Вторая глава посвящена разработке теории процесса фрезерования осциллирующей фрезой и аналитическим исследованиям взаимодействия зуба фрезы с обрабатываемым материалом.
Для решения поставленных задач (снижение усилий при фрезеровании низа обуви, что в свою очередь должно привести к уменьшению энергетических затрат и повышению производительности труда; повышение качества обработки низа обуви) нами предложено в базовой машине для фрезерования деталей низа обуви сообщить фрезе не только вращательное движение, но и осевые осциллирующие перемещения вдоль оси вращения фрезы. Поскольку любое лезвие режущего инструмента при заточке имеет радиус при вершине, то по аналогии с углом заточки будем называть его здесь и далее радиусом заточки, а тот радиус, который получается при движении режущего инструмента относительно обрабатываемого материала, здесь и далее будем называть действительным радиусом контактирования.
Если представить, что режущим инструментом является неподвижный цилиндр, то материал относительно цилиндра при фрезеровании (традиционным способом) будет перемещаться вокруг него по окружности. Если такой цилиндр дополнительно перемещать в осевом направлении, то материал относительно него будет перемещаться по эллипсу. При этом меньший радиус эллипса будет меньше радиуса цилиндра. Таким образом, перемещая фрезу в осевом направлении, мы как бы уменьшим радиус при вершине зуба, при этом должны уменьшатся усилия резания, снижаться энергетические затраты.
Выше показано, что зуб фрезы при своем перемещении движется по трохойде, образуя выступы на обрабатываемом материале. Если фрезу заставить перемещаться в осевом направлении, то трохоида получится вытянутой, и при этом должна уменьшиться шероховатость обработанной поверхности. Поскольку производительность напрямую зависит от времени обработки, то на первом этапе рассматривали, какие геометрические и кинематические факторы влияют на это время.
Известно, что радиус при вершине зуба фрезы оказывает влияние на усилие фрезерования, а, следовательно, и на мощность, затрачиваемую при этом. Так как в предлагаемой нами установке фреза получает не только вращательные движения, но и осевые осциллирующие движения, поэтому важно знать, как он изменяется в зависимости от геометрических и кинематических параметров. Чтобы выполнить теоретические исследования, необходимо иметь математическую модель изменения действительного радиуса при вершине зуба от различных факторов.
В виду того, что время контакта зуба фрезы с обрабатываемой поверхностью определяет собой результаты процесса обработки, его производительность и многое другое, то, очевидно, необходимо выполнить исследование влияния геометрических и кинематических параметров на время контакта.
Определение времени контакта зуба фрезы с участком изделия различной формы выполняли, моделируя процесс взаимодействие фрезы с прямолинейным, с выпуклым и с вогнутым участками. На рисунке 2 показаны соответственно эскизы 2,а; 2,б и 2,в. Для каждого из участков получены соответствующие выражения определяющие время контакта 1, 2, 3:
1 = arccos (1 – 2t/D)/ = 30 arcos (1 – 2t/D)/(n); 2 = (arcos [(R2 – 2)/(R + – t) + R + - t]/D)/; 3 = аrccos [(21R + t2 - 21t – 2R2)/(2R(1 – R)]/.
Табулирование этих функции, выполненное в работе, позволило наглядно показать влияния частоты n вращения вала фрезы, глубины резания t и диаметра фрезы D на время контакта зуба фрезы с обрабатываемым материалом.
а)
б)
в)
Рисунок 2. Схемы определения времени контакта фрезы с участком изделия:
а) для прямолинейного участка; б) для выпуклого участка; в) для вогнутого участка.
Анализ результатов табулирования выражений 1, 2, 3 показал, что время контакта зуба фрезы с обрабатываемым материалом различной формы за один оборот вала фрезы не превышает тысячные доли секунды; с увеличением частоты вращения вала фрезы и уменьшением глубины резания время контакта зуба фрезы с обрабатываемым материалом различной формы уменьшается, а с увеличением диаметра фрезы время контакта зуба фрезы с обрабатываемым материалом прямолинейной и выпуклой формой несколько уменьшается, а с вогнутой формой – незначительно увеличивается; с увеличением радиуса кривизны обрабатываемой поверхности время контакта зуба фрезы с обрабатываемым материалом выпуклой формы увеличивается, а с вогнутой формы – уменьшается. При реальных радиусах обрабатываемых деталей это расхождение не превышает 5-7%, что вполне допустимо при инженерных расчетах. Поэтому полученные зависимости можно использовать для расчета производительности.
Далее выполнена разработка методик определения геометрических характеристик рабочего инструмента и их аналитическое исследование. Так, для определения действительного радиуса зуба фрезы при его взаимодействии с обрабатываемым материалом (радиус контактирования) учитывали и затупление режущей кромки. Расчетная схема приведена на рисунке 3.
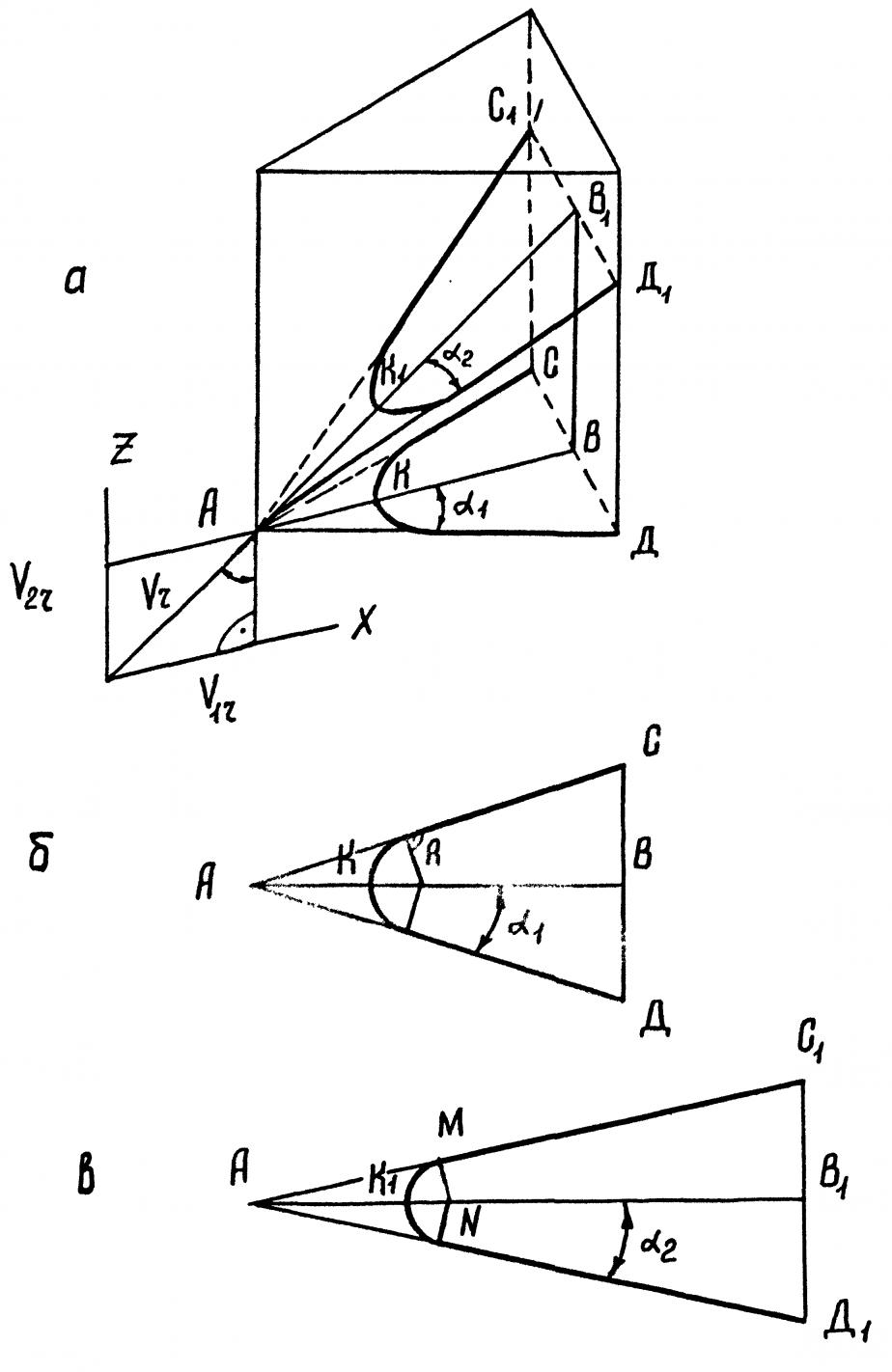
Рисунок 3. Расчетная схема резания
Положим, что зуб фрезы при своем вращении имеет скорость V2, а при движении вдоль оси фрезы – V1. Тогда за время t зуб переместится на величины:
АВ = V2 t,
BB1 = V1 t. (1)
Действительный угол заострения зуба при таких перемещениях:
tg2 = B1D1/AB, (2)
где 2 половина действительного угла заострения зуба за время перемещения t.
Из АВD следует: BD = B1D1 = AB tg, (3)
где 1 – половина угла заточки зуба.
Из АВ1В имеем ![]() (4)
(4)
Подставляя выражения (1.1), (1.3) и (1.4) в (1.2), получим:
tg2 = tg1/![]() = tg1/
= tg1/![]() = tg1 sin, (5)
= tg1 sin, (5)
где – угол между результирующей скоростью V и скоростью V1,
sin = V2/![]() . (6)
. (6)
В реальных условиях передняя и задняя поверхности зуба фрезы сопрягаются по радиусу. Для определения радиуса R, который получается при нарезке зуба и действительного радиуса r, который взаимодействует с обрабатываемым материалом и не равный R за счет продольного перемещения фрезы, впишем в АСD исходный радиус R. При этом АК = АО – R, а АО = R/sin1. Тогда АК = R(1/sin1 – 1).
Спроецируем точку К на прямую АВ1 и получим точку К1. Впишем дугу радиуса r, проходящуюю через точку К1 касательно к прямым АС1 и АD1. Тогда из АКК1 (АК1 = АК/cos(90o-) = AK/sin = R(1-sin1)/(sin1 sin).
Из АС1D1 определяем
AN = AK1 + K1N = R(1 – sin1)/(sin1 sin) + r. (7)
Из АМN находим AN = r/sin2. (8)
Решая совместно (7) и (8), получим
r = R(1-sin1)sin2/(sin sin1(1-sin2)) (9)
Подставляя в выражение (9) значение sin из (6) и значение угла 2 из выражения (5), получим
 (10)
(10)
Определим выражения для скоростей, входящих в уравнение (10).
V2 = D/2 = Dn/60, (11)
где D – диаметр фрезы, м; – угловая скорость фрезы, рад/с; n – частота вращения фрезы, мин-1.
Если фреза вместе с валом получает продольные перемещения с помощью кривошипно-ползунного механизма по закону s = r(1 – cost). Тогда скорость V1, будет равна
V1 = r sint = n1r1/30 sint, (12)
где 1 - угловая скорость кривошипа, рад/с; n - частота вращения вала кривошипа, мин-1; r - радиус кривошипа, м, t - время.
Из (12) видно, что скорость V1 в зависимости от времени t изменяется по синусоидальному закону от V1min = 0 до V1max = nr1/30. Тогда за среднюю скорость можно принять
V1ср = (V1min +V1max)/2 = r1n/60. (13)
Подставляя значения скоростей V2 и V1ср в выражение (9), получим среднее значение действительного радиуса rсрYср переходной (реально затупленной) кромки зуба фрезы
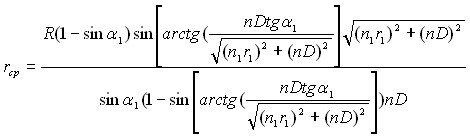 (14)
(14)
Знание среднего значения действительного радиуса rср позволило перейти к решению задачи аналитического исследования усилий фрезерования. Целью этого исследования является получение методики расчета сил резания при фрезеровании осциллирующей фрезой, позволяющей осуществлять научно обоснованный прогноз.
Расчетная схема для определения усилий фрезерования приведена на рисунке 4. (главный вид). Согласно схеме на зуб фрезы действуют следующие силы: силы трения Fтр = f N материала о переднюю поверхность зуба; Fтр = f N + f F – суммарная сила трения, возникающая от воздействия сил N и F при движении зуба фрезы в осевом направлении, т.е. вдоль ее вала; сила нормального давления N1 на переднюю поверхность зуба; усилие F, действующее на вершину зуба фрезы. Сила резания равна алгебраической сумме всех сил, действующих на зуб фрезы. Поскольку мы не знаем направление силы резания, то изобразим ее в виде трех составляющих сил: горизонтальной (тангенциальной) Q, горизонтальной S, перпендикулярной плоскости чертежа и вертикальной (радиальной) Р. Сумма проекций всех сил на оси Х, Y и Z позволяет получить:
Q = F cos( + /2) + N sin + Fтр cos, (15)
P = F sin( + /2) – N cos + Fтр sin, (16)
S = Fтр2 = f(N + F) (17)
При резании часть усилия тратится на разрушение материала, другая часть тратится на изгиб и смятие отделяемой стружки. С увеличением угла резания уменьшается радиус кривизны изгибаемой стружки и увеличивается усилие, затрачиваемое на ее изгиб.
Определим величину силы нормального давления N. Пусть центр окружности, касающийся средней линии снимаемой стружки, находится на расстоянии «а» от точки пересечения двух средних линий снимаемой стружки.
Угол равен следующей величине
= ( - )/2. (18)
Тогда радиус кривизны определится из выражения
R = a tg = a. tg(/2 – /2) = a. ctg() (19)
Рисунок 4. Расчетная схема определения усилий фрезерования
Далее в работе выполняли табулирование полученных моделей для расчета усилиий фрезерования. В результате получили, что с увеличением глубины фрезерования, горизонтальные составляющие силы резания в базовом варианте Q1 и в модернизированном Q2 возрастают. При глубине фрезерования t = 1 мм Q1 превышает Q2 в 1,14 раза, а при t = 6 мм, - в 1,12 раза. При этом разница между Q1 и Q2 остается неизменной и равной 0,7 Н. Объясняется это тем, что с увеличением глубины фрезерования вертикальные составляющие сил резания P1 и Р2 уменьшаются, при этом Р2 имеет отрицательные значения т. е. направлена в сторону, противоположную Р1.
С увеличением глубины фрезерования в модернизированном варианте усилие S2 возрастает, но оно практически на порядок меньше усилия Q2.
С увеличением глубины фрезерования соответственно, возрастают и результирующие силы резания при базовом и модернизированном вариантах Fрез1 и Fрез2. При t = 1 мм Fрез1 больше Fрез2 в 1,16 раза, а при t = 6 мм – в 1,13 раза. Поскольку результирующее усилие фрезерования влияет на энергетические затраты и соответственно производительность, построим график изменения Fрез1 к Fрез2 в зависимости от t.
Усилия, действующие на вершину зуба, при базовом и предлагаемом вариантах, не меняются и соответственно составляют 3,84 и 2,86 Н. С увеличением t, N и Fтр возрастают.
Оценка влияния модуля упругости показала, что с его увеличением все усилия возрастают, при этом сохраняются отношения Q1/Q2 Fрез1/ Fрез2 1,1, что с увеличением ширины фрезерования все силы возрастают. Отношение сил Q1 и Q2 независимо от ширины фрезерования остается постоянной и равной 1,08. Отношение усилий фрезерования по базовому и предлагаемому варианту остается неизменным и равным 1,08.
Рисунок 5. Изменение усилий фрезерования в зависимости от отношения линейных скоростей V1/V2
Из графиков, приведенных на рисунке 5, следует, что все силы по базовому варианту остаются постоянными, т.к. они не зависят от отношения линейных скоростей. По модернизированному варианту все усилия с увеличением отношения скоростей уменьшаются. Это объясняется уменьшением действительного радиуса контактирования, от которого зависит усилие F2, действующие на зуб фрезы. В исследуемом диапазоне сила Q2 уменьшается от 96,7 до 74,6 Н, усилие Р2 – от 5,04 до -6,4 Н, результирующая сила резания Fрез.2 – от 98,0 до 75,2 Н. Отношение результирующих сил резания Fрез1 и Fрез2 увеличивается от 1,13 до 1,3 раза. При ранее рекомендуемом отношении скоростей z = 2 усилие резание в модернизированном варианте меньше усилия в базовом варианте в 1,13…1,3 раза при постоянных остальных параметрах, значения которых приведены в программе исследований.
Графики изменения усилий Fрез1 и Fрез2 в зависимости от амплитуды представлены на рис. 6.
Рисунок 6. Зависимости F1 и F2 от амплитуды
Из графика видно, что с увеличением амплитуды усилия F2 и Fрез2 уменьшаются. При амплитуде А = 12 мм результирующие усилия фрезерования по базовому и новому вариантам равны. При А < 12 мм Fрез2 > Fрез, при А > 12 мм Fрез2 < Fрез1.
В третьей главе рассмотрена методика и результаты экспериментального исследования механической обработки деталей низа обуви фрезерованием. Описано устройство и работа экспериментального стенда, методика проведения испытаний и обработка результатов.
Целью данной главы являлось экспериментальная проверка гипотезы о снижении энергозатрат и повышении качества механической обработки уреза подошв, подметок, набоек и боковой поверхности каблуков фрезерованием осциллирующей фрезой
Степень соответствия результатов теоретических и экспериментальных исследований позволит судить о возможности применения полученных в главе 2 формул в инженерных расчетах.
Для проведения эксперимента фрезерный узел машины ОМ-2-Р был модифицирован таким образом, что фреза получила дополнительное осциллирующее движение вдоль оси своего вращения, и была организована механическая подача обрабатываемого материала.
В четвертой главе разработаны рекомендации для предприятий по ремонту и индпошиву обуви по внедрению на них разработанной технологии фрезерования новым способом и методик расчета основных режимных характеристик исследованного процесса.
Общие выводы
1. Анализ существующих технологических процессов и оборудования для механической обработки деталей низа обуви фрезерованием показал, что современные машины не позволяют получить требуемую шероховатость за один проход рабочим органом поверхности детали, из-за чего возникает необходимость операции шлифования. Увеличение скорости вращения фрезы с целью получения необходимой шероховатости приводит к повышению энергозатрат и нагреву инструмента до такой температуры, что процесс резания материала переходит в процесс горения, и говорить о качестве обработки становится бессмысленным. Поэтому комплекс операций по фрезерованию и отделке уреза подошв и боковой поверхности каблуков возможно уменьшить за счет повышения качества самого фрезерования и уменьшения энергопотребления за счет сокращения операции шлифования, т.е. номенклатуры оборудования.
2. Из анализа современных теоретических разработок в области механической обработки деталей низа обуви видно, что операции резания материалов описываются общепринятой теорией клина. Поэтому очевидна необходимость создания новой теории, описывающей процесс фрезерования фрезой, совершающей вращательное движения с добавлением осциллирующего движения вдоль оси вращения. Такая теория совмещала бы в себе элементы теории резания подвижным и неподвижным ножом. Используемая теория резания позволяет определить мощность и усилия резания, но разница между теоретически прогнозируемыми усилиями и реальными велика. Вероятно, недостаток этих расчетов заключается в том, что в них не учитывается действительный радиус закругления режущей кромки ножа. В данной научно-исследовательской работе этот недостаток ликвидирован.
3. Установлено, что все силы сопротивления резанию по базовому варианту остаются постоянными, т.к. они не зависят от отношения линейных скоростей. По модернизированному варианту все усилия с увеличением отношения скоростей уменьшаются. Это объясняется уменьшением действительного радиуса контактирования, от которого зависит усилие F2, действующие на зуб фрезы. В исследуемом диапазоне сила Q2 уменьшается от96,7 до 74,6 Н, усилие Р2 – от 5,04 до -6,4 Н, результирующая сила резания Fрез.2 – от 98,0 до 75,2 Н. Отношение результирующих сил резания Fрез1 и Fрез2 увеличивается от 1,13 до 1,3 раза. При ранее рекомендуемом отношении скоростей z = 2. усилие резание в модернизированном варианте меньше усилия в базовом варианте в 1,13…1,3 раза при постоянных остальных параметрах, значения которых приведены в программе исследований.
4. Исследование влияния факторов на процесс фрезерования показало, что:
- с увеличением диаметра фрезы D время контакта уменьшается. Это объясняется тем, что с увеличением диаметра фрезы при постоянных остальных параметрах, не только увеличивается путь зуба в обрабатываемом материале, но и возрастает его линейная скорость. Это говорит о том, что рост линейной скорости зуба является интенсивнее, чем увеличение пути зуба в материале. При увеличении диаметра фрезы, не только увеличивается производительность обработки материала, но и при одной и той же подаче материала, снизятся гребешки трохоиды, т.е. улучшится качество обработки изделия.
- с увеличением частоты вращения вала фрезы время контакта зуба фрезы с обрабатываемым материалом уменьшается. Наиболее интенсивное уменьшение времени контакта наблюдается до n = 6000-8000 мин-1. Уменьшение времени контакта объясняется увеличением линейной скорости зуба фрезы при прочих постоянных параметрах.
- время контакта зуба фрезы с обрабатываемым материалом различной формы за один оборот вала фрезы не превышает тысячные доли секунды.
5. Из выполненных исследований следует, что с увеличением исходного угла заточки 1 зуба фрезы, действительный угол резания возрастает, а действительный радиус контактирования уменьшается. Интенсивность роста 1 составила 20/10 = 2, а интенсивность роста 2 составила 6,6/3,2 = 2,06, т.е. практически они имеют одинаковую интенсивность роста. Из приведенного анализа следует, что исходный угол заточки зуба фрезы при постоянном радиусе заточки, необходимо увеличивать, т.к. действительный радиус контактирования при этом уменьшается и увеличивается прочность зуба. Уменьшения действительного радиуса контактирования должно привести к снижению усилия резания и энергетических затрат.
6. Выполненные исследования впервые позволили установить влияния износа зуба фрезы на его радиус закругления. Получено выражение для определения его величины:
R = (tизн sin /2 + r(1 - sin /2))/(1 - sin /2) ;
7. Полученные методики позволяют определять не только усилия фрезерования при заданных геометрических и режимных параметрах, но и расчетом прогнозировать ожидаемые результаты.
8. С увеличением радиуса кривизны обрабатываемой поверхности время контакта зуба фрезы с обрабатываемым материалом выпуклой формы увеличивается, а вогнутой формы – уменьшается.
9. Полученные методики для определения мощности при фрезеровании участков различной формы деталей низа обуви по базовому и модернизированному вариантам позволяют сравнить эти варианты между собой, определить расходуемую мощность при различных геометрических и режимных параметрах, прогнозировать результат расхода мощности при конструировании новых установок для фрезерования деталей низа обуви.
10. Наилучшие результаты получены при А = 12 мм. Следовательно, при конструировании машины для фрезерования деталей низа обуви необходимо увеличивать амплитуду А и круговую частоту n1 осциллирующих движений.
11. Составляющие усилия фрезерования Р1 и Р2 в исследуемом диапазоне могут принимать как положительные, так и отрицательные значения.
12. Составляющие усилий фрезерования изменяются в следующих диапазонах: Q1 = 4.52…48,59 Н; Q2 = 2,58…35,61 H; P1 = -1,59…2,66; P2 = -10,26…-0,237 H; F1 = 1,28…26,88 H; F2 = 0,871…10,4 H; N = 1,78…31,92 H; Fтр. = 0,0396…0,912 Н; Fрез.1 = 4,55…48,59 H; Fрез.2 = 2,67…37,29 H.
13. Экспериментальная установка для фрезерования уреза подошв, созданная на базе машины ОМ-2Р, прошла промышленную апробацию в производственных условиях и зарекомендовала себя тем, что после выполнения операции фрезерования не надо было шлифовать урез.
Публикации, отражающие основные научные результаты диссертации
Статьи в ведущих рецензируемых научных журналах
- Жиляев, Е.В. Влияние уровня вибрации и шума механизмов машин на производительность труда на предприятиях легкой промышленности [Текст] / Е.В. Жиляев // Дизайн и технологии. - 2009. - № 12. - С. 118-120.
- Жиляев, Е.В. Влияние низкой температуры на производительность и качество фрезерной обработки деталей обуви [Текст] / Е.В. Жиляев // Дизайн и технологии. - 2009. - № 12. - С. 127-129.
Публикации в журналах, сборниках трудов, материалах конференций
- Войткевич, В.Э., Жиляев, Е.В. Анализ технологических процессов механической обработки обувных материалов разрушением [Текст] / В.Э. Войткевич, Е.В. Жиляев // Инновационная среда. – 2008. – Вып. 2. - С. 14-16.
- Войткевич, В.Э., Жиляев, Е.В. Влияние низкой температуры на производительность и качество фрезерной обработки деталей обуви [Текст] / В.Э. Войткевич, Е.В. Жиляев // Инновационная среда. – 2008. – Вып. 2. - С. 17-19.
- Глебов, В.В., Жиляев, Е.В. [и др.] Кинетика процессов гальванического наращивания и анодного фрезерования поверхности [Текст] / В.В. Глебов, Е.В. Жиляев [и др.] // Инновационная среда. – 2008. – Вып. 2. - С. 22-24.
- Жиляев, Е.В., Присяжнюк, Ю.В. Использование дискретных моделей в теории удара [Текст] / Е.В. Жиляев, Ю.В. Присяжнюк, // Инновационная среда. – 2008. – Вып. 2. - С. 35-36.
- Жиляев, Е.В. [и др.] Методы электрохимической обработки для маркирования изделий и изготовления неглубоких пресс-форм и оценка их возможностей [Текст] / Е.В. Жиляев, [и др.] // Инновационная среда. – 2008. – Вып. 2. - С. 44-45.
- Жиляев, Е.В. [и др.] Уравнение движения деформируемого стержня [Текст] / Е.В. Жиляев [и др.] // Инновационная среда. – 2008. – Вып. 2. - С. 47-48.
- Жиляев, Е.В. [и др.] Разработка технологий электрохимической прошивки каналов в высокоупрочненных сплавах. [Текст] / Е.В. Жиляев [и др.] // Инновационная среда. – 2008. – Вып. 2. - С. 50-51.
- Жиляев, Е.В. [и др.] Прогнозирование процессов электрохимического формирования на основе их моделирования. [Текст] / Е.В. Жиляев [и др.] // Инновационная среда. – 2008. – Вып. 2. - С. 54-56.