

Исследование точности сборки судового малоразмерного дизеля и разработка способов уменьшения отклонений макрогеометрии цилиндров
На правах рукописи
Вагабов Нурулла Магомедович
ИССЛЕДОВАНИЕ ТОЧНОСТИ СБОРКИ СУДОВОГО
МАЛОРАЗМЕРНОГО ДИЗЕЛЯ И РАЗРАБОТКА СПОСОБОВ
УМЕНЬШЕНИЯ ОТКЛОНЕНИЙ МАКРОГЕОМЕТРИИ
ЦИЛИНДРОВ
Специальность 05.02.08 — Технология машиностроения
Автореферат
диссертации на соискание ученой степени
кандидата технических наук
Махачкала – 2010
Работа выполнена в Государственном образовательном учреждении высшего профессионального образования «Дагестанский государственный технический университет»
Научный руководитель:
доктор технических наук, профессор Яхьяев Насредин Яхьяевич
Официальные оппоненты:
доктор технических наук, профессор Гусейнов Расул Вагидович
кандидат технических наук, профессор Курбанов Али Зульпукарович
Ведущая организация - ОАО "Завод Дагдизель",
Защита состоится “____” _______________2010 г. в___часов на заседании диссертационного совета Д 212.054.04 в ГОУ ВПО “Дагестанский государственный технический университет” по адресу: 367015, Республика Дагестан, г. Махачкала, пр. И Шамиля, 70, ауд. 202.
С диссертацией можно ознакомиться в библиотеке ГОУ ВПО “Дагестанский государственный технический университет”
Автореферат разослан “___”____________ 2010 г.
Ученый секретарь
диссертационного совета,
к.т.н., профессор Махмудов К.Д.
1. Общая характеристика работы
Актуальность темы исследования. Проблема повышения качества и конкурентоспособности отечественных малоразмерных дизелей типа 4Ч8,5/11, 4Ч9,5/11 тесно связана с улучшением их эксплуатационных показателей, которые, в свою очередь, тесно связаны с повышением геометрической точности формы цилиндра. Отклонение от круглости формы цилиндра в виде овальности, вызванное деформацией втулок цилиндров (ВЦ) при сборке, иногда в несколько раз превышает величину овальности после механической обработки. Недостаточная изученность отклонений формы отверстий (ВЦ) после сборки двигателей внутреннего сгорания (ДВС) объясняется труднодоступностью для их измерения и контроля.
Техническое состояние цилиндропоршневой группы (ЦПГ) ДВС оценивают по расходу масла на угар и расходу картерных газов, зависящих от износа деталей ЦПГ и отклонения их макрогеометрии от заданной формы. Базовой деталью ЦПГ является ВЦ с фланцевой посадкой в верхней части и резиновой уплотнительной манжетой в нижней с гарантированными зазорами между верхними и нижними поясами гильзы и блока. Для нормальной работы двигателя недостаточно обеспечить лишь прочность гильзы. Она должна обладать способностью сохранять в процессе сборки и эксплуатации правильность геометрической формы.
Важность и актуальность темы обусловлена необходимостью повышения геометрической точности формы ВЦ, достигаемой путем дальнейшего совершенствования конструкции и технологии сборки дизелей.
Силы затяжки, передаваемые на детали через шпильки группового резьбового соединения блок-картер—головки цилиндров—втулки цилиндров—коленчатый вал (Б—Г—ВЦ—КВ) дизеля, должны равномерно распределять контактные давления по всему периметру стыка деталей и обеспечивать надежность их соединения в узле. Однако это трудно достижимая задача при сборке из-за неодинаковой жесткости по периметру посадочных отверстий блок-картера, неравномерного распределения сил затяжки из-за трения в резьбе, отклонений размеров и формы, допущенных при изготовлении сопряженных деталей, усиливающих отклонения точности формы ВЦ в собранном узле и др.
Для дизелей типа 4Ч8,5/11, 4Ч9,5/11 овальность втулок цилиндров (ВЦ) после запрессовки их в блок (Б) и затяжки силовых шпилек группового резьбового соединения (ГРС) достигает 0,04мм, что приводит к ухудшению их эксплуатационных показателей.
Исследование и разработка методов повышения точности формы отверстий цилиндров, путем совершенствования технологии сборки узла Б-Г-ВЦ представляет собой важную и актуальную задачу.
Данное исследование направлено на экономию сырьевых и энергетических ресурсов, выполнялось для ОАО «Завод Дагдизель» и ЗАО “Судостроительно-судоремонтный завод им. Ленина".
Степень разработанности проблемы. В настоящее время известны различные конструкторско-технологические методы уменьшения неравномерных деформаций деталей, возникающих на этапе сборки ДВС. В-частности, этими вопросами в разное время занимались Ш.М. Билик, А.А. Юшин, Б.Я. Гинцбург, И.Б. Гурвич, А.Г. Головатенко, В.Н. Бочкарев, Н.Я. Яхьяев, С. Гладман и др. Вместе с тем, существует ряд трудностей для достижения требуемого уровня точности сопряжения деталей ЦПГ ДВС, обусловленных действием большого количества систематических и случайных факторов технологического процесса изготовления и сборки. Совершенствование технологического процесса сборки дизелей за счет реализации способов уменьшения неравномерности монтажных (упругих) деформаций базовых поверхностей деталей сопряжения Б-Г-ВЦ с использованием научно-технических положений и методик качественной и количественной оценок деформаций составляет предмет настоящей диссертационной работы.
Цель диссертационного исследования — повышение точности формы отверстий втулок цилиндров судовых малоразмерных дизелей типа Ч8,5/11, Ч9,5/11 путем разработки технологических способов уменьшения отклонений их макрогеометрии от цилиндричности для снижения расхода моторного масла на угар и улучшения других показателей работоспособности
В соответствии с основной темой диссертационного исследования сформулированы и решены следующие задачи:
1. исследовать точность геометрической формы ВЦ в процессе сборки дизелей и разработать способы уменьшения отклонений макрогеометрии ВЦ;
2. исследовать влияние жесткости посадочных поясков блок-картера на отклонения макрогеометрии ВЦ и разработать предложения по их уменьшению;
3. разработать математическую модель для анализа и прогнозирования монтажных деформаций ВЦ исследуемых дизелей;
4. исследовать возможности применения заданного уровня неравномерности затяжки силовых шпилек ГРС для повышения геометрической точности формы отверстий ВЦ после сборки дизелей и разработать рекомендации для внедрения в производство.
Объект диссертационного исследования. Объект исследования – судовые малоразмерные дизели отечественного производства типа 4Ч8,5/11 и 4Ч9,5/11, применяемые в качестве двигателей на шлюпках судов и дизель-генераторных установках.
Предмет диссертационного исследования – повышение качества и конкурентоспособности дизелей, путем улучшения их показателей работоспособности, в связи с повышением точности формы отверстий ВЦ при сборке дизелей.
Методологическая, теоретическая и эмпирическая база исследования. В работе применялся системный подход к решению проблемы повышения качества сборки дизелей, включавший следующие методы: анализа, исследования причинно-следственных связей и эмпирического обобщения.
Теоретической базой работы являлись труды отечественных и зарубежных ученых и специалистов в области технологии машиностроения, двигателестроения, расчета деталей машин.
В теоретической части диссертации приводятся результаты расчетно-теоретических исследований точности сборки дизелей 4Ч8,5/11 4Ч9,5/11, напряженно-деформированного состояния ВЦ в ГРС, обоснование предлагаемых новых способов сборки.
При выполнении работы были использованы методы статистического анализа данных результатов измерений, полученных при выполнении экспериментальных исследований в заводских и лабораторных условиях.
Для проведения экспериментальных исследований был построен опытный стенд, содержащий двигатель 4Ч8,5/11, измерительные инструменты и цифровой тензометрический мост.
Исследования на данном комплексе проводились методом активного эксперимента. Данные результатов тензометрирования, сравнивались со значениями деформаций, полученными при статистической обработке многочисленных измерений размеров ВЦ и результатами расчетов деформаций.
Наиболее существенные научные результаты работы, полученные автором: особенности отклонений от круглости (овальности) в поперечных сечениях ВЦ из-за деформаций при сборке в ГРС узла Б-Г-ВЦ; новая методика комплексного экспериментального исследования характера и величин контактных давлений по интенсивности цвета отпечатков на мелованной бумаге и по остаточным деформациям индикаторов, размещенных на труднодоступных стыковых поверхностях исследуемого ГРС; новые способы сборки узла Б-Г-ВЦ, позволяющие уменьшить величины овальности ВЦ более чем в два раза за счет дополнительной расточки поясков блок-картера и использования заданного уровня неравномерности затяжки ГРС.
Научная новизна диссертационного исследования:
- исследованы и установлены погрешности геометрической формы отверстий ВЦ, возникающие при сборке дизелей 4Ч8,5/11 и 4Ч9,5/11;
- разработаны математические модели деформаций ВЦ при сборке ГРС дизеля, позволяющие их прогнозирование от различных сил, возникающих при монтаже деталей;
- разработана новая методика комплексного экспериментального исследования характера и величин контактных давлений на труднодоступных стыковых поверхностях исследуемого ГРС дизеля;
- установлены значения факторов (усилия, последовательность затяжки ГРС, количество шпилек на цилиндр, взаимное влияние смежных резьбовых соединений), влияющих на неравномерность деформации ВЦ;
- впервые разработан и предложен для использования в технологическом процессе производства дизелей технологический способ компенсации неравномерных деформаций путем расточки поясков верхней опорной плиты блок-картера, повышающий точность формы ВЦ после сборки дизеля;
- впервые разработан и исследован новый технологический способ сборки ГРС дизеля, позволяющий уменьшить величины овальности ВЦ более чем в два раза.
Достоверность основных результатов базируется на применении фундаментальных законов и положений теории упругости и прочности, применением аттестованных измерительных приборов и апробированных методик измерения, соблюдением принципов комплексного подхода при анализе и интерпретации экспериментальных данных, применением статистических методов оценки погрешностей и обработки данных эксперимента.
Достоверность результатов экспериментов обоснована соблюдением требований стандартов, использованием современных методов и средств регистрации и измерения, повторяемостью измерений.
Практическая значимость работы и ее реализации в промышленности состоит в том, что:
- экспериментальные и расчетные методы исследования деформации сборочной единицы Б-Г-ВЦ малоразмерного дизеля позволили обосновать, разработать и применить на ОАО “Завод Дагдизель” новый способ сборки ГРС дизеля 4Ч8,5/11, что снизило овальность ВЦ в 1,5 раза;
- предложен способ расточки опорных поясков блок-картера, позволяющий компенсировать отклонения ВЦ от цилиндричности, возникавшие из-за неравномерной деформации опорной плиты блок-картера при сборке;
- даны рекомендации по повышению точности заданных сил затяжки при сборке путем контроля упругих удлинений силовых шпилек;
- повышение точности формы ВЦ, путем использования указанных технологических способов, позволяет улучшить сопряжение поршневого кольца с цилиндром, уменьшить вероятность прорыва газов в картер и, соответственно, удельный расход масла на угар на 40-50%;
- ожидаемый экономический эффект от снижения удельного расхода масла на угар составит 267 тыс. руб/год при годовой программе выпуска 600 дизелей;
- разработанные технологические способы сборки узла Б-Г-ВЦ могут быть рекомендованы для использования также при ремонте судовых малоразмерных дизелей.
Разработанные в диссертации теоретические положения, модели, методики могут быть использованы при разработке и совершенствовании технологических процессов сборки дизелей, а также использованы в учебном процессе.
Личный вклад автора. Автором лично проведены исследования точности сборки дизелей типа 4Ч8,5/11, 4Ч9,5/11 в производственных и лабораторных условиях ОАО “Завод Дагдизель”, отраслевой научно-исследовательской конструкторско-технологической лаборатории по дизелям малой мощности и инновационно-инвестиционного центра Дагестанского государственного технического университета. Автором предложены: способ обработки опорных поясков блок-картера и способ сборки группового резьбового соединения дизеля с учетом преднамеренно заданного уровня неравномерности сил затяжки ГРС.
Реализация результатов работы.
Результаты работы приняты к использованию на ОАО “Завод Дагдизель”, а также используются в учебном процессе при подготовке инженеров, обучающихся по специальности 05.02.08 — Технология машиностроения в Дагестанском государственном техническом университете по дисциплинам “Детали машин”, “Сопротивление материалов”, “Технология машиностроения”.
Апробация результатов диссертации. Апробация проводилась в производственной деятельности ОАО "Завод Дагдизель" г. Каспийска, ЗАО "Судостроительно-судоремонтный завод им. Ленина" г. Астрахань; в научной деятельности при ежегодных обсуждениях на заседаниях кафедры "Основы конструирования и материаловедение" и ученого совета филиала ДГТУ в г. Каспийске. Основные результаты исследований диссертационной работы, по мере их выполнения, докладывались на всероссийских, региональных и внутривузовских конференциях и семинарах, на ежегодных научно-технических конференциях профессорско-преподавательского состава ДГТУ (2004-2009гг.) (г. Махачкала), на Всероссийском научно-техническом форуме “Технологическое и кадровое обеспечение развития судостроительной отрасли” 2005г., (г. Санкт-Петербург), на Региональной научно-практической конференции “Конструкторское и технологическое обеспечение надежности машин” (2006, сентябрь, г. Махачкала), на Всероссийской научно-практической конференции “Проблемы управления качеством в машиностроении” (2007, октябрь, г. Махачкала).
Публикации. Результаты исследований опубликованы в 10 печатных изданиях, из них одна статья в изданиях, рекомендованных ВАК РФ для публикации основных результатов диссертаций.
Объем и структура диссертации. Диссертация состоит из введения, пяти глав, библиографии и приложений. Объем работы - 138 страниц машинописного текста, содержит 9 таблиц, 29 рисунков, список литературы включает 127 наименований и 8 таблиц приложения.
2. Краткое содержание работы
Во введении обоснована актуальность работы И определены: объект, предмет, цель и задачи исследования, раскрыта научная новизна, теоретическая и практическая значимость проведенного исследования.
В первой главе "Состояние вопроса и задачи исследования" рассмотрено современное состояние проблемы неравномерных сборочных деформаций, вызывающих отклонения точности формы ВЦ, как фактора, влияющего на показатели работоспособности ДВС.
Изучены требования к точности деталей и сопряжений кривошипно-шатунного механизма, влияющих на величину зазора между цилиндром и поршнем. Выполнен анализ влияния упругих деформаций при сборке кривошипно-шатунного механизма на погрешности формы цилиндров, а также на показатели работоспособности двигателей внутреннего сгорания. Показаны методы достижения высокой точности формы ВЦ при сборке дизелей и методы исследования деформации цилиндров при затяжке групповых резьбовых соединений.
Данный узел является системой взаимосвязанных резьбовых соединений, где фактический характер и величины отклонений от круглости, вызванные сборочными деформациями существенно отличаются от допускаемых техническими требованиями на сборку. Конструктивно узел Б-Г-ВЦ состоит из четырехцилиндрового блок-картера, в верхней опорной плите которого выполнены цилиндрические расточки под ВЦ с толщиной перемычек между цилиндрами 1,2 и 3,4 — 8 мм, между 2,3 цилиндрами — 37 мм и толщиной продольных стенок 16мм, двух головок цилиндров, четырех втулок цилиндров внутренним диаметром 85 мм (4Ч8,5/11) и 95 мм (4Ч9,5/11). Все детали исследуемого сопряжения изготовлены из серого чугуна. При окончательной механической обработке отверстий ВЦ допуск на некруглость (овальность — разность диаметров) составляет 0,01 мм. Для гарантированного обеспечения герметичности соединения назначают при оборке данного узла величину затяжки шпилек резьбового соединения 75 кН (при моменте на ключ 200 Нм). Эти силы приводят к упругим деформациям сопрягаемых деталей и, в частности, опорных поясков в расточках верхней плиты блок-картера с которыми сопрягаются и на которых базируются опорные бурты ВЦ. Упругие деформации носят неравномерный характер, вызванный неравномерной жесткостью опорных поясков по периметру и неравномерным распределением сил затяжки ГРС, что характерно для большинства ДВС.
В главе приведен анализ сведений из литературных источников о методах повышения точности геометрической формы отверстий ВЦ судовых, тепловозных и автотракторных ДВС.
Величина и характер отклонений макрогеометрии ВЦ, а именно овальность, часто является основным, а для пар трения при воздействии температуры и динамических сил решающим критерием их пригодности для дальнейшей эксплуатации. Известно, что в этом случае интенсивность изнашивания увеличивается, снижается точность работы подвижных соединений, появляются очаги задиров, вибрации, шум в работе двигателя, повышенный расход топлива и масла на угар, прорыв газов в картер и др.
Показано, что основной причиной повышенного расхода масла на угар является увеличение торцевого зазора верхнего компрессионного кольца и неплотное прилегание поршневых маслосъемных колец, зачастую вызванное овальностью цилиндров, образующейся в результате монтажных деформаций при сборке дизеля или неравномерного износа в эксплуатации.
Отмечено, что механизм формирования и особенности сборочных деформаций ГРС судовых малоразмерных ДВС недостаточно изучены. Кроме того, в настоящее время отсутствуют экспериментальные данные и методики расчета, позволяющие оценить влияние конструктивных и технологических факторов на формирование неравномерных сборочных деформаций в системе групповых резьбовых соединений Б-Г-ВЦ различных типов дизелей, что затрудняет обоснование, разработку и внедрение эффективных способов повышения точности сборки.
Во второй главе "Исследование точности обработки втулок цилиндров и сборки дизеля 4Ч8,5/11" содержатся результаты исследования производственной точности обработки ВЦ и сборки дизелей 4Ч8,5/11. Оценка точности операции окончательного хонингования, на которой происходит окончательное формирование мактогеометрии ВЦ перед сборкой, осуществлялась при единовременных выборках и посредством текущих выборок, т.к. это позволяет получить информацию об изучаемом признаке качества во времени. Показано, что точность механической обработки находится в пределах заданных допусков и не оказывает существенного влияния на овальность ВЦ после сборки.
Учитывая, что в последние годы все большее значение уделяется повышению качества и конкурентоспособности отечественных судовых малоразмерных дизелей становится очевидной актуальность изучения и разработки методов уменьшения овальности ВЦ при сборке.
В литературе отсутствуют сведения о статистической проверке имеющих место в действительности погрешностей формы и размеров ВЦ и посадочных поясков блок-картера заданными техническими требованиями (ТТ) допускам на операции сборки исследуемых дизелей. Это объясняется трудностью измерения исследуемых поверхностей.
Для оценки точности формы ВЦ в диссертации использован статистический метод исследования, основанный на вероятностном подходе к анализу результатов измерения, учитывающий случайные ошибки, обусловленные реальными условиями производства.
Для определения закономерности величин и характера овальности цилиндров были проведены статистические исследования на 60 дизелях 4Ч8,5/11. Отверстия втулок цилиндров измерялись с помощью индикаторного нутромера с ценой деления 0,001 мм и штангенглубиномера с точностью 0,1 мм.
Из обследованных 240 втулок цилиндров овальность в 114 случаях превысила границы поля допуска (0,03 мм).
Таким образом, несмотря на то, что все размеры втулки цилиндра до их соединения в узле находились в пределах поля допуска (до сборки узла проводилось их измерение) и отклонения внутреннего диаметра не превышали допустимый предел (0,01мм), после соединения узла размеры 56% втулок цилиндров вышли за границы поля допуска. В большинстве случаев в верхнем поясе измерения наблюдалось увеличение внутреннего диаметра втулок в направлении плоскости качания шатуна. Статистическая обработка результатов измерений позволила получить наглядную картину деформаций втулок цилиндров в каждом из четырех цилиндров дизеля.
После нахождения статистических характеристик исследуемых размеров и построения полигонов распределения, производился подбор теоретического закона распределения.
Математическая обработка результатов измерений ВЦ свидетельствует о том, что во всех случаях опытные совокупности хорошо описываются кривыми нормального распределения. Для остальных рабочих гипотез эти вероятности значительно меньше.
Овальность втулок цилиндров определялась как разность между наибольшим и наименьшим значениями диаметров в каждом из поясов измерения. В качестве рабочих гипотез о законе распределения овальности ВЦ рассматривались следующие законы (рис.1):
1. Нормальный закон распределения;
2. Закон распределения эксцентриситета;
3. Закон распределения модуля разности.
Критериями согласия служили кроме критерия Колмогорова Р(), также совпадения величин статистических характеристик с параметрами распределения.
Систематический характер овальности втулок цилиндров (величин и направлений больших осей овальностей) объясняется действием постоянного фактора, а именно упругими неравномерными деформациями посадочных поясков блок-картера.
Учитывая это, один из основных путей уменьшения овальности втулок цилиндров, а, следовательно, и повышения качества исследуемых дизелей лежит в сфере совершенствования конструктивной жесткости опорных (посадочных) поясков блока цилиндров.
Второй путь уменьшения овальности лежит в сфере совершенствования технологии сборки ГРС Б-Г-ВЦ, позволяющей создать равномерное напряженно-деформированное состояние узла, способствующее уменьшению неравномерности деформаций и повышению геометрической точности ВЦ.
На основании проведенного экспериментального исследования деформаций ВЦ выполнен предварительный анализ конструкторско-технологических мероприятий, направленных на уменьшение овальности втулок цилиндров.
Третья глава " Исследование точности и механической напряженности втулок цилиндров и блок-картера в процессе сборки судовых малоразмерных дизелей" посвящена исследованию точности и механической напряженности втулок цилиндров и блок-картера в процессе сборки судовых малоразмерных дизелей.
Исследована и обоснована методика экспериментального исследования напряженно-деформированного состояния (НДС) исследуемого группового резьбового соединения Б-Г-ВЦ, основанная на тензометрировании ВЦ и Б.
Приведены описание экспериментальной установки и результаты исследований напряжений и деформаций Б и ВЦ.
Общий вид экспериментальной установки, созданной на базе дизеля 4Ч8,5/11, показан на рисунке 2.
Рисунок 2 - Общий вид экспериментальной установки:
1 — штатив с индикаторной головкой; 2 — блок-картер дизеля;
3 — шпилька крепления головки цилиндров с блоком; 4 — тензодатчик;
5 — провода от тензорезисторов; 6 — головка цилиндров; 7 — место наклейки компенсационных тензорезисторов; 8 — комплект измерительной аппаратуры (ЦТМ-5).
Схема установки состоит из цифрового тензометрического моста ЦТМ-5, записывающего устройства (ЗУ) к нему, тензорезисторов и позволяла контролировать напряженно-деформированное состояние одновременно в 64 точках блок-картера и втулок цилиндров. В качестве тензометров сопротивления использовались тензорезисторы на бумажной основе типа ПКБ.10.100Х с базой 10мм. Размещение тензорезисторов в ГРС показано на рисунке 3.
Статическое тарирование датчиков проводили на балках равного сопротивления,
изготовленных из материала блока и втулок цилиндров. Точность измерения напряжений ±0,6МПа. Упругие деформации растяжения силовых шпилек, ВЦ и Б измеряли индикаторными головками с ценой деления 0,001мм. Напряжения и деформации регистрировали при сборке блока с втулками цилиндров и коленчатым валом. Затяжка шпилек крепления опор коленчатого вала осуществлялась моментом Мзат=100 Нм и шпилек крепления головок цилиндров — Мзат=200Н·м. Последовательность и моменты затяжки соответствуют ТТ на сборку серийных дизелей 4Ч8,5/11.
Для повышения точности результатов и уменьшения влияния случайных погрешностей каждый эксперимент повторяли трижды. Обработка экспериментальных данных заключалась в определении приращения напряжений по сравнению с исходными показателями (перед каждой операцией сборки). Анализ погрешностей позволил оценить их суммарную величину при проведении опытов, не превышающую ±10 %.
Жесткость исследуемого ГРС формируется путем интегрирования характеристик жесткости каждой детали, входящей в соединение, а также напряженно-деформированного состояния, возникающего в прессовых и резьбовых соединениях узла.
Поэтому, научно-практический интерес представлял процесс формирования жесткости в результате сборки узлов:
- блок-картер — коленчатый вал (Б-КВ);
- блок-картер — головки цилиндров — коленчатый вал Б-Г-КВ (без ВЦ);
- блок-картер — головки цилиндров — втулки цилиндров – коленчатый вал Б-Г-ВЦ-КВ.
Такая последовательность проведения экспериментов позволяет определить технологическую наследственность процессов образования и наследования погрешностей формы деталей ГРС.
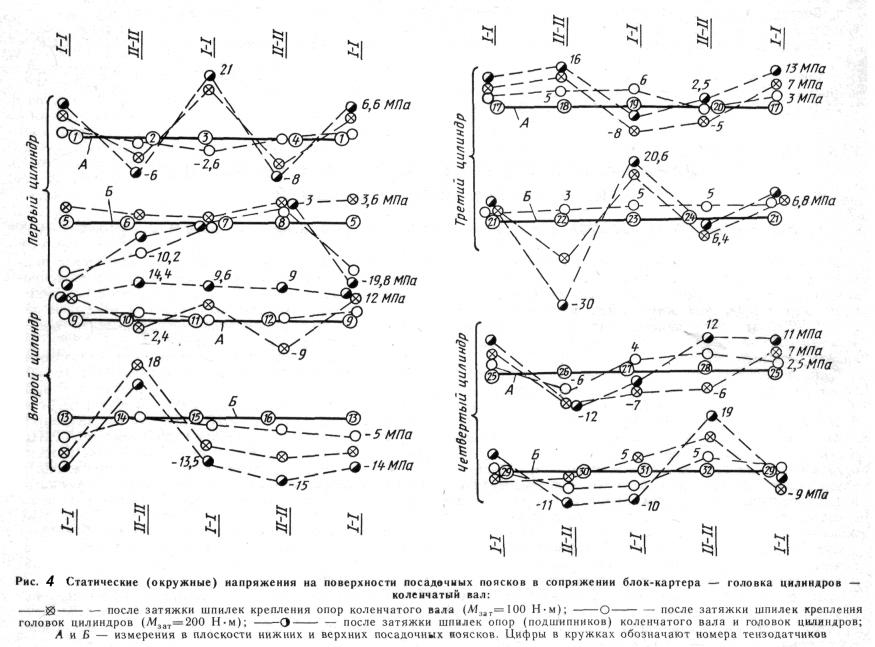
На рисунке 4 показаны результаты проведенных экспериментальных исследований деформаций опорных поясков блок-картера. Наибольшая неравномерность напряженного состояния наблюдается в верхних поясках второго и третьего цилиндров блок-картера (![]() =31,5 МПа;
=31,5 МПа; ![]() =50,6 МПа). Причем, большее влияние на деформацию посадочных поясков блок-картера оказывает затяжка крепления опор коленчатого вала, меньшее — затяжка при соединении блока с головками цилиндров. Для этих цилиндров также характерна наибольшая неравномерность деформации опорных (посадочных) поясков блок-картера, так овальность их достигала 0,08 мм (третий цилиндр) с расположением большей оси овала в плоскости качания шатуна.
=50,6 МПа). Причем, большее влияние на деформацию посадочных поясков блок-картера оказывает затяжка крепления опор коленчатого вала, меньшее — затяжка при соединении блока с головками цилиндров. Для этих цилиндров также характерна наибольшая неравномерность деформации опорных (посадочных) поясков блок-картера, так овальность их достигала 0,08 мм (третий цилиндр) с расположением большей оси овала в плоскости качания шатуна.
На рабочих поверхностях ВЦ (рис. 5) напряжения и деформации неравномерны сразу после их установки в блок (![]() =16 МПа, для первого цилиндра в верхнем пояске). Однако большее влияние на возникновение неравномерной деформации ВЦ оказывают усилия затяжки шпилек головок цилиндров (до
=16 МПа, для первого цилиндра в верхнем пояске). Однако большее влияние на возникновение неравномерной деформации ВЦ оказывают усилия затяжки шпилек головок цилиндров (до ![]() =20 МПа, для первого цилиндра в верхнем пояске) и опор коленчатого вала (до
=20 МПа, для первого цилиндра в верхнем пояске) и опор коленчатого вала (до ![]() =49,2 МПа, для третьего цилиндра в верхнем пояске).
=49,2 МПа, для третьего цилиндра в верхнем пояске).
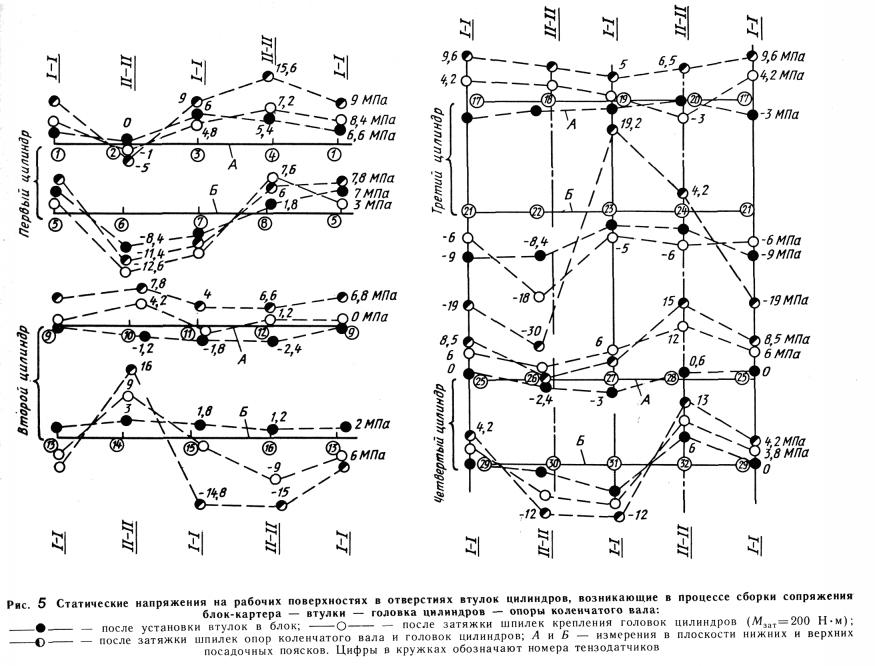 Все втулки после сборки деформируются неравномерно и характер их деформации соответствует данным, полученным при статистическом анализе результатов измерения втулок серийных дизелей и результатов предварительных расчетов. Овальность втулок находилась в пределах от 0,005 до 0,035 мм при наибольших значениях в третьем и втором цилиндрах. Большие оси овалов располагаются в плоскости качания шатуна, т.е. совпадают с направлением овальности посадочных поясков блока при их измерении без втулок. Сравнение полученных результатов позволило сделать вывод о том, что на деформацию ВЦ большее влияние оказывает деформация посадочных поясков, с которыми она сопрягается, а деформация ВЦ от приложения изгибающего момента Мизг к опорному торцу менее значительна.
Все втулки после сборки деформируются неравномерно и характер их деформации соответствует данным, полученным при статистическом анализе результатов измерения втулок серийных дизелей и результатов предварительных расчетов. Овальность втулок находилась в пределах от 0,005 до 0,035 мм при наибольших значениях в третьем и втором цилиндрах. Большие оси овалов располагаются в плоскости качания шатуна, т.е. совпадают с направлением овальности посадочных поясков блока при их измерении без втулок. Сравнение полученных результатов позволило сделать вывод о том, что на деформацию ВЦ большее влияние оказывает деформация посадочных поясков, с которыми она сопрягается, а деформация ВЦ от приложения изгибающего момента Мизг к опорному торцу менее значительна.
Анализ результатов исследования процесса сборки дизеля с втулками цилиндров и без них показал значительное влияние жесткости самих втулок на качество сопряжения Б-Г-ВЦ. Так, наибольшая овальность отверстий втулок составляет 0,035 мм, в то время как овальность посадочных поясков блока, с которыми сопрягаются втулки, была 0,08 мм. Кроме того, наибольшая скорость деформации втулок возникает при затяжке до величины Мзат=50 Нм (![]() =42 МПа, овальность до 0,03 мм). Дальнейшее увеличение Мзат с 50 Нм до 200 Нм оказывает заметное влияние на деформацию втулок лишь в зоне верхних посадочных поясков блока (
=42 МПа, овальность до 0,03 мм). Дальнейшее увеличение Мзат с 50 Нм до 200 Нм оказывает заметное влияние на деформацию втулок лишь в зоне верхних посадочных поясков блока (![]() = 10 МПа при Мзат=200 Нм), а в зоне нижних посадочных поясков блока деформация втулок несущественна (
= 10 МПа при Мзат=200 Нм), а в зоне нижних посадочных поясков блока деформация втулок несущественна (![]() =4 МПа; овальность увеличивается только на 0,005 мм).
=4 МПа; овальность увеличивается только на 0,005 мм).
Втулки цилиндров деформируются от сил затяжки главным образом до тех пор, пока поверхности сопрягаемых деталей будут полностью прилегать друг другу, т.е. до полной выборки всех технологических зазоров между деталями.
Отсюда следует вывод, что деформация базовых поверхностей посадочных поясков блока от сил затяжки ГРС является одним из факторов, определяющих характер деформации ВЦ.
Аналогичные исследования были выполнены для дизелей 4Ч8,5/11 и 4Ч9,5/11.
Анализ полученных данных о погрешностях формы ВЦ при сборке показывает влияние сил затяжки ГРС на величины овальности. Рекомендации, сделанные для дизеля 4Ч8,5/11 могут быть использованы также в технологическом процессе изготовления и сборки дизеля 4Ч9,5/11. Результаты проведенных испытаний показали, что одним из постоянно действующих факторов, влияющих на неравномерную деформацию ВЦ при сборке является неравномерная деформация посадочного пояска блок-картера из-за переменной жесткости его верхней опорной плиты. Поэтому, для повышения геометрической точности ВЦ был разработан способ, основанный на упреждении отклонений от круглости поясков блока на операции чистовой расточки. Практическая реализация данного способа заключается в следующем:
- блок цилиндров, соединенный с технологическим коленчатым валом, поступает на операцию чистовой расточки отверстий; момент затяжки опор этого вала Мзат=100 Нм, соответствующий ТТ на сборку дизеля, приводит к деформациям блока и его посадочных поясков; производят чистовую расточку поверхностей посадочных поясков и тем самым исправляют их форму, искаженную упругими деформациями блока;
- блок с отверстиями подается на сборку; после снятия технологического вала отверстия в блоке приобретают форму обратную той, которая возникает у них при сборке дизеля;
- окончательно собирают узел блок — втулки — коленчатый вал — головки цилиндров, в котором преднамеренно искаженная форма отверстий блока выполняет роль компенсатора его неравномерной сборочной деформации от усилий затяжки подшипников коленчатого вала и уменьшает деформации сопряженных с блоком ВЦ.
Использование описанного способа обработки и сборки дизеля 4Ч8,5/11 позволило уменьшить неравномерность деформаций втулок цилиндров с 0,035 мм до 0,015 мм, т. е. более чем в 2 раза.
Четвертая глава “Исследование влияния жесткости верхней плиты блок-картера на деформацию втулок цилиндров при сборке дизеля”посвящена углубленному исследованию влияния жесткости верхней плиты блок-картера на деформацию втулок цилиндров при сборке дизеля.
У дизелей 4Ч8,5/11 и 4Ч9,5/11 затяжка ГРС, в соответствии с требованиями технологического процесса, производится одинаковым моментом. Однако, сопряжение имеет в своем составе элементы с различной жесткостью. Поэтому, деформации, вызванные силовым взаимодействием деталей, могут носить неравномерный характер.
Для того, чтобы установить причины, характер и величины деформаций необходимо располагать характером и значениями контактных давлений и сил, приводящих к деформациям деталей.
Проведен расчетный анализ напряженно-деформированного состояния втулок цилиндров, формирующегося в групповом резьбовом соединении после их запрессовки в блок, затяжки по разработанной методике. Разработанная методика основана на использовании положений теории упругости и включающей в себя четыре зависимости деформаций втулок от действия:
1) равномерно распределенной по окружности радиальной нагрузки;
2) изгибающего момента, приложенного к опорному бурту;
3) несимметричной нагрузки;
4) сил реакции в местах ее контакта с блок-картером.
Нагрузка от сжатия уплотнительного кольца определялась по формуле:
![]() ,
,
где :![]() относительная деформация кольца;
относительная деформация кольца;
Ер- модуль упругости резины, МПа;
F – номинальная площадь контакта кольца со втулкой, мм2;
dk –диаметр кольца в свободном состоянии, мм;
![]() - зазор между втулкой и посадочной поверхностью блок-картера, мм,
- зазор между втулкой и посадочной поверхностью блок-картера, мм,
h - глубина канавки под кольцо на втулке мм.
Деформация Wрад ВЦ в точке с координатой x:
 (1)
(1)
где:![]() парамет оболочки;
парамет оболочки; ![]() -коэффициент Пуассона; Е – модуль упругости материала втулки МПа; q0 – удельное давление, МПа.
-коэффициент Пуассона; Е – модуль упругости материала втулки МПа; q0 – удельное давление, МПа. ![]()
Для расчета деформации втулки цилиндра по высоте образующей вследствие наличия изгибающего момента (Мизг) приложенного к опорному бурту была использована формула:
 (2)
(2)
где: ![]() жесткость втулки на изгиб.
жесткость втулки на изгиб.
Расчеты, выполненные по формуле (1) показывают, что наибольшая деформация (0,026 мм) имеет место у дизелей 4Ч9,5/11. Расчетные кривые деформации хорошо согласуются с экспериментальными замерами и свидетельствуют о том, что деформация от радиальной нагрузки по нижнему посадочному поясу приводит к существенному отклонению от точности формы отверстий цилиндров по высоте образующих.
При установке втулок цилиндров в блоккартер возможны различные схемы контакта сопрягаемых поверхностей, в связи с чем усилия и моменты затяжки будут распределены неравномерно по периметрам опорного бурта и нижнего пояска втулки цилиндра.
Для данного случая нагружения, расчетные формулы деформации имеют вид:
деформация в продольном направлении от действия несимметричной нагрузки:
 (3)
(3)
деформация втулки цилиндра от сил реакции в местах ее контакта с блоккартером:
 (4)
(4)
где Cx – координата приложения силы Р, мм ;
![]() - угловая координата, рад.
- угловая координата, рад.
Вычисления по формуле (2) показали для втулок цилиндров дизелей 4Ч9,5/11, что деформация быстро затухает по длине втулки и при xi = 90мм, при общей длине втулки 210 мм, практически равна нулю. Наличие выступания торца втулки цилиндра над плоскостью блока S приводит к увеличению Мизг и, соответственно, увеличивает деформацию. Так, при S=0,2 мм, Wизг=0,7 мм при xi =0, что примерно в три раза больше, чем при S=0. Однако, при допущении, что торец втулки идеально плоский, при всех значениях S длина зоны деформации не превышает указанной выше величины xi =90 мм. Проведенный анализ результатов расчетно-экспериментального исследования, позволяет сделать вывод о том, что Мизг не является главной причиной деформации ВЦ при сборке дизелей.
Неравномерные упругие деформации по периметру поясков передаются на опорные бурты ВЦ и являются причиной их неравномерных деформаций. Предварительная оценка контактных давлений в исследуемом стыке осуществлялась по разработанной методике, методом анализа интенсивности окраски контактных отпечатков на мелованной бумаге, устанавливаемой в стык вместе с прокладкой и копировальной бумагой. На рисунке 6 показан один из экспериментальных контактных отпечатков.
Дальнейший анализ жесткости конструкции опорной плиты блока, позволил заметить, что нагрузка от сил затяжки ГРС распределена на площадь плиты, изменяющуюся вдоль периметра опорного фланца втулки, а так как сечение межцилиндровой перегородки имеет наименьшее значение, то и контактные давления здесь минимальные из-за наиболее значительных упругих деформаций этой части блок-картера. С точки зрения распределения контактных давлений, а также податливости элементов корпусных деталей в зоне стыка, силовые шпильки в исследуемых дизелях расположены неблагоприятно — относительно малое количество шпилек, приходящихся на один цилиндр (iЦ = 4).
Вследствие завышенных значений момента затяжки Мзат в двигателях коэффициент затяжки (kЗАТ) значительно больше рекомендуемой величины и равен 2,5, что служит одной из причин повышенных монтажных нагрузок.
В дизелях распределение контактных давлений в зоне стыка крайне неравномерно, причем эта неравномерность имеет вполне закономерный характер.
Для количественной оценки контактных давлений был применен метод пластичных индикаторов.
На рисунке 7 показана деформация верхней плиты блок-картера после затяжки ГРС. Здесь наблюдаются большие значения деформаций плиты в районе перемычек между 1-2 и 3-4 цилиндрами из-за их меньшей жесткости.
Для построения эпюры контактных давлений по периметру верхних опорных буртов ВЦ также был выполнен анализ результатов остаточных деформаций индикаторов и по тарировочной таблице определены контактные давления в 12 точках по периметру каждой ВЦ, входящей в ГРС.
Рисунок 7 - Деформация верхней плиты блок-картера дизеля 4Ч8,5/11.
1 — 25 — точки измерения.
Результаты опыта показали, что среднее контактное давление равно 28…30 МПа. При этом минимальное давление наблюдается в зоне перемычек между цилиндрами. Неравномерность давления в различных точках по окружности составляет примерно 30МПа. Опыты показали также, что удельное давление почти не зависит от площади контакта прокладки с буртом, а определяется главным образом распределением жесткости опорной поверхности блока.
В пятой главе ”Исследование и обоснование заданного уровня неравномерности затяжки группового резбового соединения судового малоразмерного дизеля” приведены результаты исследования и обоснования заданного уровня неравномерности затяжки ГРС судового малоразмерного дизеля, как одного из эффективных способов повышения геометрической точности формы отверстия ВЦ. Для этого выполнены исследования деформаций ВЦ при различных режимах сборки ГРС, учитывающих такие факторы, как:
- разные моменты затяжки шпилек в одном ГРС;
- различные варианты схем затяжки;
- обеспечение точности заданных значений сил затяжки.
Измерения отверстий ВЦ производились до и после затяжки ГРС индикаторным нутрометром с точностью 0,001 мм по схеме, показанной на рисунке 8. Все измерения производились в лаборатории в соответствии с заводской технологией сборки дизеля.
Овальность и конусо-образность отверстия ВЦ перед сборкой допускались не более 0,010 мм.
Математическое планирование эксперимента позволило построить математическую модель, существенно повысить его точность, сократить затраты, объем и сроки проведения эксперимента.
Полученное уравнение регрессии в натуральном масштабе имеет вид:
Y= – 0,0173 – 0,00075Z1 – 0,04167Z2 + 0,077Z3 – 0,00153Z1Z2Z3 +
+ 0,000915 Z1Z2 + 0,0013 Z1Z3 + 0,0578 Z2Z3
Где: Y — овальность, мм; Z1 — момент затяжки (от 175 до 215 Нм); Z2 —последовательность 1, 2; Z3 — коэффициент точности сил затяжки (0,7; 0,9).
Для испытаний были выбраны четыре наиболее технологичных варианта последовательности затяжки, включая заводской вариант. Семы этих вариантов показаны на рисунке 9.
Для экспериментального исследования были приняты три значения Мзат.: 175, 195 и 215 Нм. (Эти значения укладываются в поле допуска на Мзат. по ТТ, представляя его крайние и среднее значения)). Резьбовые соединения затягивались по каждому варианту различными комбинациями значений моментов Мзат. В общей сложности было проведено 60 экспериментов. Каждый эксперимент повторялся трижды для уменьшения фактора случайной ошибки.
Лучшей последовательностью затяжки была та, при которой отпечаток на бумаге получался с более равномерной интенсивностью окраски по всей площади сопряжения, а отклонения от правильной цилиндрической формы рабочих поверхностей втулок по результатам измерения индикаторным нутромером оказывались минимальными.
Рисунок 9 – Экспериментальные варианты последовательностей затяжки резьбовых шпилек при сборке малоразмерного дизеля 4ч9,5/11: I – вариант затяжки по ТУ завода-изготовителя; II, III, IV – опытные варианты; – начало и 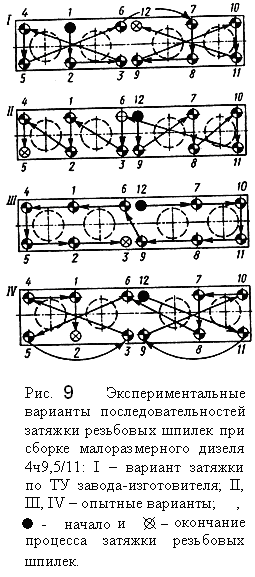 – окончание процесса затяжки резьбовых шпилек.
– окончание процесса затяжки резьбовых шпилек.
Результаты экспериментальных исследований позволили установить, что при затягивании гаек даже одинаковыми моментами Мзат возникают неравномерные контактные давления в стыке сопрягаемых деталей и значения овальностей втулок цилиндров в зоне верхних посадочных поясков возрастают по сравнению с исходными значениями.
Например, до затяжки гаек значения овальностей втулок цилиндров, установленных в блок-картер не превышали 0,01 мм, а после затяжки по схеме IV (см. рис. 10) (Мзат =215 Нм) овальность возросла до 0,035 мм. Деформации втулок имели меньшие величины при затяжке по схеме I (см. рис. 9), овальность втулок не превышала допустимое по ТТ значение 0,03 мм.
С уменьшением момента Мзат с 215 до 175 Нм (в пределах значений, допускаемых ТТ на сборку) уменьшается овальность втулок в среднем на 15—20%. Отсюда следует вывод, что для повышения геометрической точности формы рабочих поверхностей втулок цилиндров дизеля следует осуществлять сборку резьбового соединения по нижней границе допускаемых по ТТ значений Мзат (175—195 Нм). При этих значениях сохраняется требуемая плотность газового стыка.
Было установлено, что преднамеренное использование различных усилий затяжки в исследуемом групповом резьбовом соединении оправдывает себя и позволяет в определенных пределах управлять напряженно-деформированным состоянием сопряженных деталей и, тем самым влиять на повышение геометрической точности рабочих поверхностей втулок цилиндров после сборки.
В общем случае, при затягивании шпилек с номерами 1, 2, 7 и 8 (рис. 9) моментом примерно на 10% меньше момента затяжки остальных восьми, контактные давления на плоскостях стыка были более равномерными, а геометрическая точность отверстий втулок цилиндров повышалась. Например, затягивая шпильки моментами по эксперименту № 4, овальность втулок в зоне верхнего посадочного пояска уменьшилась более чем в 2 раза и не превысила 0,015мм. При этом интенсивность окраски контактных отпечатков в плоскости разъема блок-картера, ВЦ и головок цилиндров была более равномерной по всей поверхности.
Для дизеля 4Ч9,5/11 лучшие результаты получены при использовании четвертой схемы затяжки (см. рис. 9).
Худшие результаты наблюдались, когда гайки с номерами 1, 2, 7 и 8 затягивались с большими моментами, чем остальные гайки.
В этом случае, из-за неравномерной жесткости по периметру посадочных поясков блок-картера, контактные давления на опорном бурте ВЦ имеют неравномерный характер, что в свою очередь, приводит к неравномерной деформации ее рабочей поверхности.
На рисунке 10 показаны эпюры радиальной деформации втулок цилиндров в ГРС с заданным уровнем неравномерности затяжки силовых шпилек.
Предложенный и апробированный новый способ затяжки ГРС показал свою эффективность для повышения точности формы отверстий цилиндров исследуемых дизелей в процессе их сборки. Применение различных сил затяжки для разных точек крепления в пределах одного ГРС позволяет управлять напряженно-деформированным состоянием деталей в достаточных пределах для практического применения в производственных условиях сборки и, в частности, для уменьшения отклонений макрогеометрии цилиндров малоразмерных дизелей.
Разработанный и апробированный технологический способ сборки дизеля, основанный на применении заданного уровня неравномерности сил затяжки ГРС позволил уменьшить овальность ВЦ после сборки более, чем в 2 раза (с 0,035 до 0, 015 мм). Проведенные стендовые испытания дизеля 4Ч8,5/11 при сборке которого применялись новые способы уменьшения отклонений макрогеометрии цилиндров, показали, что повышение точности сборки судовых малоразмерных дизелей привело к уменьшению расхода моторного масла на угар на 45—55%, а ожидаемый экономический эффект от экономии масла составляет 267 тыс. руб. на годовую программу выпуска 600 дизелей.
Рисунок 10 – Эпюры радиальных деформаций втулок цилиндров в ГРС:
1 — после затяжки по техническим требованиям на сборку завода-изготовителя;
2 — после затяжки с заданным уровнем неравномерности затяжки (четвертая схема
затяжки см. рис. 10)
III. Выводы и рекомендации
В настоящей диссертационной работе получены следующие основные научные результаты, которые как совместно, так и по отдельности способствуют повышению эффективности технологического процесса сборки судовых малоразмерных дизелей:
1. Установлено, что сборочная единица блок-картер — втулки цилиндров является системой групповых резьбовых соединений.
2. Выявлено, что неравномерность сборочных деформаций втулок цилиндров (до 0,04 мм) возникает, главным образом, на операции затяжки группового резьбового соединения блок-картер — головки цилиндров — втулки цилиндров.
3. Получены закономерности распределения фактических диаметров и погрешностей формы втулок цилиндров в поперечных сечениях, что позволило оценить соответствие имеющих место в действительности погрешностей формы заданным техническими требованиями допускам. На их основе выявлены величины систематических погрешностей.
4. Показано, что на деформацию втулок цилиндров большее влияние оказывает искаженная под влиянием неравномерных деформаций верхней плиты блок-картера форма отверстий посадочных поясков, с которыми сопрягается цилиндровая втулка, а деформация втулки от приложения изгибающего момента Мизг к опорному торцу менее значительна.
5. Разработан новый способ повышения геометрической точности ВЦ, основанный на исправлении погрешностей формы базовых поверхностей поясков блока на операциях механической обработки, что позволило уменьшить неравномерность деформаций втулок цилиндров с 0,035 мм до 0,015 мм, т. е. более чем в 2 раза. Данный способ может быть применен в технологических процессах производства дизелей других типов и размеров, имеющих групповые резьбовые соединения.
- Предложены математические модели расчетного исследования напряженно-деформированного состояния группового резьбового соединения, имеющие высокую сходимость результатов расчета с результатами измерений.
- Разработана и апробирована новая методика исследования контактных давлений на труднодоступных стыковых поверхностях узла блок-картер—головки цилиндров — втулки цилиндров.
- Разработан способ сборки дизеля основанный на использовании разных сил затяжки в групповом резьбовом соединении для управления деформациями и уменьшения отклонений макрогеометрии втулок цилиндров малоразмерных дизелей.
- Полученные результаты исследования позволяют уменьшить овальность втулок цилиндров после сборки, примерно в два раза, снизить расход масла на угар на 45-55% и получить за счет этого экономический эффект 267 тыс. руб. на годовую программу выпуска дизелей 600 шт;
10. Результаты работы реализованы на ведущих предприятиях, что подтверждается актами о внедрении.
Основные положения и результаты диссертационного исследования, опубликованы в следующих работах:
I. Статьи, опубликованные в ведущих рецензируемых научных журналах и изданиях, определенных ВАК РФ:
- Яхьяев Н.Я., Вагабов Н.М. Комплексный метод анализа геометрической точности цилиндров в процессе сборки судовых малоразмерных дизелей // Вестник Астраханского государственного технического университета. Серия: Морская техника и технология. -2009. - №1. (0,68/0,5 п.л.);
II. Статьи, опубликованные в других научных журналах и изданиях:
- Яхьяев Н.Я., Вагабов Н.М. Технология повышения точности формы втулок цилиндров при сборке малоразмерного судового дизеля // Морской вестник. -2005. - Спец. выпуск №1 (3). (0,25/0,1 п.л.);
- Яхьяев Н.Я., Вагабов Н.М., Исмаилов А.Г. Износ поршневых пальцев в эксплуатации судовых дизелей // Конструкторское и технологическое обеспечение надежности машин: сб. статей регион. науч-практ. конф., 21-22 сент. 2006г.- Махачкала: ДГТУ, 2006. (0,28/0,15 п.л.);
- Вагабов Н.М. О новом технологическом подходе к сборке групповых резьбовых соединений двигателей внутреннего сгорания // Проблемы управления качеством в машиностроении: сб. науч. статей. -Махачкала: ДГТУ, 2007. (0,18 п.л.);
- Яхьяев Н.Я., Вагабов Н.М. Повышение точности формы отверстий цилиндров при сборке группового резьбового соединения дизеля // Вестник Дагестанского государственного технического университета. Технические науки. -2007.- №9. (0,56/0,25 п.л.);
- Вагабов Н.М. Исследование изменения топографии рабочей поверхности втулки цилиндра в процессе сборки судового малоразмерного дизеля 6Ч9,5/11 // Вестник Дагестанского государственного технического университета. Технические науки. - 2008. - №10. (0,26 п.л.);
- Яхьяев Н.Я., Вагабов Н.М., Бегов Ж.Б., Батырмурзаев Ш.Д., Батырмурзаев А.Ш. Повышение ресурсных возможностей узлов трения // Сб. тез. докл. XXIX итоговой науч.-техн. конф. преподавателей, сотрудников, аспирантов и студентов ДГТУ. Технические науки.- Махачкала: ДГТУ, 2008. (0,1/0,02 п.л.);
- Вагабов Н.М. Повышение точности затяжки резьбы при сборке группового резьбового соединения малоразмерного дизеля 6Ч9,5/11 // Сб. тез. докл. XXIX итоговой науч.-техн. конф. преподавателей, сотрудников, аспирантов и студентов ДГТУ. Технические науки.- Махачкала: ДГТУ, 2008. (0,11 п.л.);
- Яхьяев Н.Я., Вагабов Н.М. Исследования закономерности деформации втулок цилиндров судового дизеля 4Ч8,5/11 // Сб. тез. докл. XXX итоговой науч.-техн. конф. преподавателей, сотрудников, аспирантов и студентов ДГТУ. Технические науки.- Махачкала: ДГТУ, 2009.-Ч.I. ( 0,08/0,03 п.л.).