

Михайлович
На правах рукописи
ОГОЛИХИН
Виктор Михайлович
01.02.04 ӯӯӯ– механика деформируемого твёрдого тела
01.02.06 ӯӯӯ– динамика, прочность машин, приборов и аппаратуры
АВТОРЕФЕРАТ
диссертации на соискание учёной степени
доктора технических наук
Новосибирск – 2008
Работа выполнена в Конструкторско-технологическом филиале Института гидродинамики им. М.А. Лаврентьева Сибирского отделения Российской
академии наук.
Научный консультант: доктор технических наук, профессор
Яковлев Игорь Валентинович
Официальные оппоненты: доктор физико–математических наук, профессор
Корнев Владимир Михайлович;
доктор технических наук
Курлаев Николай Васильевич;
доктор технических наук
Кузьмин Сергей Викторович.
Ведущая организация: Пермский государственный технический университет
Защита состоится 29 сентября 2008 г. в 15-30 на заседании диссертационного совета Д003.54.02 в Институте гидродинамики им. М.А. Лаврентьева СО РАН по адресу: пр–т Лаврентьева, 15, г. Новосибирск, 6300090.
С диссертацией можно ознакомиться в библиотеке Института гидродинамики им. М.А. Лаврентьева СО РАН
Автореферат разослан « _____» _________________ 2008 г.
Учёный секретарь
диссертационного совета, д.т.н. М.А. Леган
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТ
Актуальность темы диссертации. Современное развитие промышленности напрямую связано с широким внедрением новых материалов, сочетающих в себе высокие технико-эксплуатационные свойства, технологичность изготовления и низкую себестоимость производства. В машиностроении, энергетике и электрометаллургии создание новых перспективных материалов, в частности, металлических слоистых композитов, всегда было одним из приоритетных направлений развития. В электрометаллургии увеличение выпуска цветных металлов, стали, ферросплавов, тугоплавких металлов в значительной степени зависит от интенсивности производства и сроков эксплуатации электротермического и электролизного оборудования. Составной частью интенсификации производства является ускоренное внедрение в промышленность страны ресурсосберегающих технологий. Особое значение имеет экономия металлов как основных материалов отраслей машиностроения. Одним из эффективных путей решения этой проблемы является широкое применение слоистых металлических композитов, позволяющих значительно снизить металлоёмкость конструкций и одновременно оптимизировать эксплуатационные характеристики машин и агрегатов. В ряде конструкций оптимальные эксплуатационные свойства можно получить лишь при условии применения составных или комбинированных узлов из разнородных металлов (слоистых композитов). Из таких металлов изготавливается не вся конструкция, а лишь те участки, которые испытывают воздействие силовых нагрузок, температур или агрессивных сред.
Существенная экономия дорогостоящих и дефицитных металлов и сплавов достигается в слоистых композитах благодаря наличию определённых сочетаний физических и механических свойств, которыми не обладает каждый элемент в отдельности. Широкие возможности создания таких материалов обеспечивает сварка взрывом, как принципиально новая технология получения неразъёмных соединений, при реализации которой индивидуальные свойства соединяемых металлов не имеют определённого значения для получения высокопрочного соединения поверхностей площадью в несколько квадратных метров с широким диапазоном толщин свариваемых слоёв.
Соединение металлов и сплавов в результате развитой пластической деформации соединяемых поверхностей при их высокоскоростном соударении за счёт энергии взрывчатых веществ получило краткое, принятое во всём мире название «сварка взрывом» по аналогии со сваркой плавлением, сваркой трением, сваркой давлением и т.д. В этом процессе взрывчатое вещество выполняет роль энергоносителя и не более. Сам же процесс образования соединения происходит в рамках законов упругопластического деформирования материалов, что подтверждается формой и свойствами соединяемых поверхностей. В этом смысле дискуссионным остаётся вопрос, к какому виду сварки этот процесс отнести – к сварке давлением или сварке плавлением. Но эти вопросы в диссертации не обсуждаются, т.к. используется возможность образования соединения между различными металлами и сплавами как факт, не вдаваясь в модели и механизмы возникновения неразъёмного соединения. Сварка взрывом как технологический процесс, использующий исключительно дешёвый источник энергии (взрывчатые вещества (ВВ) на основе аммиачной селитры), успешно применяется для получения крупногабаритных слоистых композитов в виде двух– и многослойных заготовок под прокат, биметаллических листов, плит и трубных заготовок различного диаметра.
Примером эффективности слоистых композитов является использование биметалла медь-сталь в электроплавильных агрегатах большой единичной мощности, в которых осуществляется переход металлов в жидкое состояние с последующей кристаллизацией. К таким агрегатам относятся рудотермические печи мощностью до 80 МВт для производства ферросплавов, абразивных материалов, медных и никелевых концентратов, дуговые сталеплавильные печи ёмкостью до 200 т жидкой стали, крупнейшие в мире установки для электрошлакового переплава, дуговые вакуумные тигли для выплавки тугоплавких металлов – титана, циркония, тантала, электронно–лучевые и плазменно–дуговые установки различного назначения.
Электрометаллургические процессы производства металлов и сплавов характеризуются одновременным воздействием интенсивных тепловых потоков, статических и вибрационных нагрузок на основные рабочие узлы установок. Очевидно, что интенсивный и равномерный по площади отвод тепла из зоны расплава к охлаждающей среде мог бы обеспечить сравнительно тонкий слой меди, обладающий высокой теплопроводностью и исключающий возможность локальных перегрузок поверхности, которая ограничивает объём жидкого металла. Однако при высоких температурах медь имеет малую прочность, что определяет её повышенный расход при создании цельномедных конструкций. В этих условиях биметалл медь–сталь является единственным слоистым композитом, обладающим высокой электро- и теплопроводностью меди и прочностными свойствами стали. Помимо существенной экономии меди по сравнению с цельномедными конструкциями, стальной слой биметалла позволяет не только обеспечить необходимый уровень прочности элементов конструкции при интенсивных термомеханических воздействиях, но и использовать наиболее простые технологические и конструктивные решения при изготовлении и монтаже установок в целом.
Составной, но самостоятельной частью электрометаллургии является электрохимическое получение металлов и неметаллических материалов методом электролиза. В промышленных масштабах алюминий, магний, калий, хлор и др. получают электролизом из расплавленных солей при 700…1000 С. Производственный процесс электролиза связан с большим расходом электроэнергии на производство единицы продукции. Надёжность и экономичность электролизного оборудования в значительной степени зависит от материалов, применяемых при изготовлении основных узлов и деталей. Биметалл сталь-алюминий широко используется в конструкциях анодных штырей электролизёров по производству алюминия, биметалл алюминий-медь применяется в качестве переходников и шин в электролизёрах по производству алюминия и хлора. Качество соединения исходных металлов между собой в композиционном материале напрямую определяет потери электроэнергии при электролизе и, тем самым, задаёт расход электроэнергии, необходимый для производства единицы продукции в каждом электролизёре. Всё выше перечисленное даёт основание считать актуальной задачу разработки технологии сварки слоистых композиционных материалов на основе стали, меди и алюминия для электрометаллургического оборудования, решение которой в значительной степени будет способствовать увеличению выпуска стали, ферросплавов, цветных металлов, специальных сплавов и других материалов в нашей стране.
Цель работы. Разработка научно-обоснованной технологии изготовления слоистых композиционных материалов на основе стали, меди и алюминия для деталей и узлов электрометаллургического оборудования на базе исследования процесса высокоскоростного деформирования соединяемых металлов, развитой пластической деформации в зоне соединения и изучения физических и прочностных свойств материалов и их соединений с учётом воздействия условий изготовления и последующей эксплуатации.
Научная новизна. Для оптимизации параметров получения крупногабаритных композиционных заготовок экспериментально определена область сварки взрывом биметалла медь–сталь в координатах ![]() , где
, где ![]() – скорость точки контакта,
– скорость точки контакта, ![]() – углом соударения. Установлено, что значения
– углом соударения. Установлено, что значения ![]() , при которых происходит отклонение нижней границы от прямой
, при которых происходит отклонение нижней границы от прямой ![]() в сторону больших
в сторону больших ![]() , связаны со скоростью звука в свариваемых металлах и образованием в зоне соединения расплавов, которые зависят от теплопроводности меди. Разработана методика определения пластической деформации металла на узких участках (до 0,5 мкм) околошовной зоны сварных соединений, недоступных для известных методик, основанная на использовании двойников отжига в качестве реперов. Показано, что качество соединения зависит от толщины области интенсивного пластического течения, которое определяется параметрами соударения
, связаны со скоростью звука в свариваемых металлах и образованием в зоне соединения расплавов, которые зависят от теплопроводности меди. Разработана методика определения пластической деформации металла на узких участках (до 0,5 мкм) околошовной зоны сварных соединений, недоступных для известных методик, основанная на использовании двойников отжига в качестве реперов. Показано, что качество соединения зависит от толщины области интенсивного пластического течения, которое определяется параметрами соударения ![]() . Установлено, что тепловые воздействия на биметалл медь–сталь, имитирующие условия эксплуатации электротермического оборудования, не дают снижения прочности соединений ниже прочности меди.
. Установлено, что тепловые воздействия на биметалл медь–сталь, имитирующие условия эксплуатации электротермического оборудования, не дают снижения прочности соединений ниже прочности меди.
Установлено: прочность соединения медь-сталь в сварном шве зоны соединения достигает ![]() МПа и превышает предел прочности меди в исходном состоянии примерно на 200 %.
МПа и превышает предел прочности меди в исходном состоянии примерно на 200 %.
Для создания водоохлаждающих полостей в биметалле разработана технология вырубки специальных полостей в метаемой заготовке в процессе полёта и косого соударения при получении композиционного материала с использованием пластин-ножей шаблонов при соотношении ![]() , где
, где ![]() – толщина ножа шаблона,
– толщина ножа шаблона, ![]() – толщина метаемой заготовки, исключающая трудоёмкую операцию фрезерования полости.
– толщина метаемой заготовки, исключающая трудоёмкую операцию фрезерования полости.
Разработана технология создания полостей в композиционном материале из специальных зон непровара, получаемых в композиционном материале, и их последующего гидравлического раздутия в канал.
Созданы конструкция, технология и оборудование для производства с использованием взрывного соединения композиционных сталеалюминиевых штырей алюминиевых электролизёров с минимальным падением напряжения на контактах алюминий-сталь, не превышающим 180 мВ при силе тока 300 А.
Разработана и обоснована технология изготовления слоистых композиционных материалов различной формы при пакетном и рулонно-спиральном расположении свариваемых элементов.
Практическая значимость. Результаты проведённых исследований легли в основу разработки и оптимизации ряда технологических процессов изготовления металлических композиционных материалов широкой номенклатуры и назначения. При этом разработка технологий и оптимизация параметров соединения крупногабаритных заготовок осуществлялась с учётом особенностей пластического деформирования металла околошовной зоны и тепловых процессов, сопровождающих получение биметалла и его последующую эксплуатацию в узлах и деталях электрометаллургического оборудования. Все технические разработки выполнены на уровне изобретений, значительная часть которых внедрена в производство. Справка об использовании результатов и акты внедрения находятся в приложении к диссертации.
Апробация работы. Материалы работы докладывались на международных,
всесоюзных и всероссийских конференциях и симпозиумах (1987 г. – Киев; 1985 г. – Москва, Минск; 1988 г. – Волгоград, Минск, Барнаул; 1984 г. – США; 1985 г. – Чехословакия, Франция; 1984 г. – Югославия; 1990 г. – Новосибирск; 1999 г. – Байкальск, 2003 г. – Томск, Екатеринбург; 2005 г. – Алма–Ата, 2006 г. – Белово, Новосибирск), а также на научных семинарах ВолГТУ, БГТУ и ИГиЛ СО РАН.
Публикации. По теме диссертации опубликовано 80 работ, в том числе 11 статей в журналах из перечня ВАК для обязательной публикации результатов докторской диссертации, 10 работ в сборниках трудов международных конференций и симпозиумов, 34 изобретения.
Работа состоит из введения, шести глав, общих выводов и приложения, содержит 247 машинописных страниц текста, 119 рисунков, 25 таблиц, 203 наименований литературных источников и 3 приложения.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
1 ОПЫТ И ПРОБЛЕМЫ СОЗДАНИЯ МЕТАЛЛИЧЕСКИХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ ДЕТАЛЕЙ И УЗЛОВ ЭЛЕКТРОТЕРМИЧЕСКОГО
ОБОРУДОВАНИЯ (ЭТО)
Конструктивные особенности ЭТО требуют получения биметалла медь-сталь в виде крупногабаритных листовых и цилиндрических заготовок с площадью соединения до 8 м2 и толщиной медного слоя от 5 до 150 мм, стального - от 2 до 80 мм. Основными способами получения неразъёмных соединений разнородных металлов в настоящее время является сварка и пайка. Биметалл медь-сталь относится к классу композитов, исходные компоненты которого имеют существенно различные физико–механические свойства. Кроме того, медь и сталь имеют ограниченную взаимную растворимость в твёрдом состоянии, плохую смачиваемость в жидком и сильно различающиеся температуры кристаллизации. Всё это в значительной мере ограничивает возможность соединения данных металлов традиционными способами сварки.
Сварка взрывом позволяет получать биметаллические материалы в листовых и цилиндрических заготовках с теоретически неограниченной площадью соединения и широким диапазоном свариваемых толщин исходных металлов. Несмотря на практически мгновенное протекание процесса сварки взрывом (продолжительность порядка 10-6с), в области соударения происходят процессы, необходимые для образования новых атомных связей и прочного соединения металлов. Эти процессы можно регулировать путём изменения параметров соударения свариваемых заготовок ![]() ,
,![]() и
и ![]() (
(![]() - скорость метания), за счёт подбора соответствующих взрывчатых веществ (ВВ), веса зарядов и применения разных схем сварки взрывом. Качество и надёжность свариваемых соединений зависит от степени пластической деформации металлов в зоне соударения и характера образующейся связи.
- скорость метания), за счёт подбора соответствующих взрывчатых веществ (ВВ), веса зарядов и применения разных схем сварки взрывом. Качество и надёжность свариваемых соединений зависит от степени пластической деформации металлов в зоне соударения и характера образующейся связи.
В установках ЭТО биметалл медь–сталь используется в узлах и деталях, подвергаемых различным тепловым воздействиям как в процессе их изготовления (отжиг, сварка плавлением), так и при эксплуатации (нагрев и охлаждение в интервале температур от 20 С до 1000 С).
На основании анализа литературных данных по сварке биметалла медь-сталь, а также условий его эксплуатации в установках электротермического оборудования, для разработки технологического процесса сварки взрывом и успешного применения биметалла медь-сталь в конструкциях электротермического оборудования, в настоящей работе ставились и решались следующие задачи:
1 Экспериментально определить области сварки взрывом биметалла медь– сталь на плоскости основных параметров процесса: скорость точки контакта Vk
и угол соударения ![]() .
.
2 Исследовать особенности пластической деформации вблизи границы соединения и её связи с основными параметрами процесса сварки.
3 Экспериментально определить и исследовать прочность связи материалов, непосредственно находящихся в зоне соединения.
4 Исследовать прочностные свойства биметалла медь-сталь после температурных воздействий, имитирующих условия изготовления и эксплуатации электротермического оборудования.
5 Исследовать и разработать научно обоснованные рекомендации по рациональному конструированию и технологии изготовления сваркой взрывом биметаллических деталей с внутренними каналами.
2 ИССЛЕДОВАНИЕ ПРОЦЕССА СВАРКИ С ИМПУЛЬСНЫМ
ДЕФОРМИРОВАНИЕМ ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ ЭЛЕКТРОТЕРМИЧЕСКОГО ОБОРУДОВАНИЯ
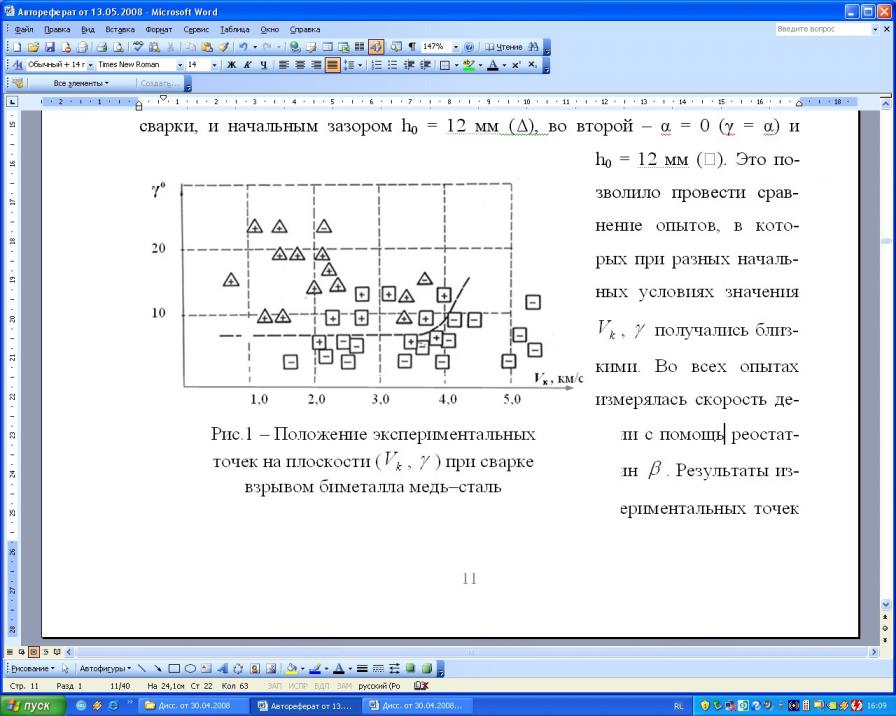
Экспериментальное определение области качественного соединения при высокоскоростном соударении. Проведены две независимые серии опытов с разными начальными условиям. В первой серии соударение осуществлялось с начальным углом 0 ( = + ), где – угол поворота пластины в процессе сварки, и начальным зазором h0 = 12 мм (), во второй – = 0 ( = ) и h0 = 12 мм (). Это позволило провести сравнение опытов, в которых при разных начальных условиях значения ![]() ,
, ![]() получались близкими. Во всех опытах измерялась скорость детонации D используемых зарядов ВВ, а в отдельной серии с помощь реостатной методики измерялись углы поворота метаемых пластин
получались близкими. Во всех опытах измерялась скорость детонации D используемых зарядов ВВ, а в отдельной серии с помощь реостатной методики измерялись углы поворота метаемых пластин ![]() . Результаты измерений D и позволили определить положение экспериментальных точек на плоскости (Vk, ) с абсолютной погрешностью Vk = ұ100 м/с и = ұ 1 (рис.1). Знаки (+) и (–) указывают на наличие или отсутствие сварки, соответственно. Анализ полученных результатов показывает, что с принятой точностью определения основных параметров соударения нижняя граница области сварки при
. Результаты измерений D и позволили определить положение экспериментальных точек на плоскости (Vk, ) с абсолютной погрешностью Vk = ұ100 м/с и = ұ 1 (рис.1). Знаки (+) и (–) указывают на наличие или отсутствие сварки, соответственно. Анализ полученных результатов показывает, что с принятой точностью определения основных параметров соударения нижняя граница области сварки при ![]() м/с может быть определена прямой = 7 ұ 0,5. При
м/с может быть определена прямой = 7 ұ 0,5. При ![]() м/с прямая переходит в кривую, резко отклоняющуюся в сторону больших
м/с прямая переходит в кривую, резко отклоняющуюся в сторону больших ![]() .
.

Оценка пластической деформации в зоне соединения. Для определения пластической деформации в зоне соединения при сварке взрывом предложен метод, основанный на изменении направления и сечения двойников в материале соударяющихся пластин. В качестве материала исследования использовалась отожжённая медь марки М1. Структура меди после отжига крупнозерниста с большим количеством двойниковых пластинок отжига (двойников) с параллельными прямыми сторонами. Эти двойники использовались в качестве реперных точек при определении пластической деформации. Характерная особенность полученных результатов заключается в том, что при зависимости сдвиговой деформации ![]() от
от ![]() и
и ![]() , величина
, величина ![]() на расстоянии
на расстоянии ![]() от границы соединения достигает более 100 % для всех параметров соударения, обеспечивающих качественную сварку. Величина R определяет размер области интенсивной пластической деформации и зависит от
от границы соединения достигает более 100 % для всех параметров соударения, обеспечивающих качественную сварку. Величина R определяет размер области интенсивной пластической деформации и зависит от ![]() и
и ![]() (рис.2). Величина сдвиговой деформации
(рис.2). Величина сдвиговой деформации ![]() по границе соединения достигает 1000 %.
по границе соединения достигает 1000 %.
Определение прочности материала сварного шва в зоне соединения. Для определения действительной прочности соединения металлов в сварном шве экспериментально исследована прочность материала самого сварного шва биметалла медь-сталь, полученного сваркой взрывом из листовых заготовок меди М1 (![]() МПа) и стали Ст3 (
МПа) и стали Ст3 (![]() МПа). Для этого была разработана методика определения предела прочности материала сварного шва биметалла при растяжении на специальных образцах с толщиной рабочей части образца
МПа). Для этого была разработана методика определения предела прочности материала сварного шва биметалла при растяжении на специальных образцах с толщиной рабочей части образца ![]() , где
, где ![]() – величина амплитуды волн границы сварного соединения.
– величина амплитуды волн границы сварного соединения.
Результаты испытаний образцов показали, что разрушение по границе соединения происходит по меди при напряжении ![]() МПа, которое на
МПа, которое на ![]() выше прочности соединения, определённой по традиционным методикам, но ниже примерно на 20% предполагаемых теоретических значений, полученных в работе Pak.H.
выше прочности соединения, определённой по традиционным методикам, но ниже примерно на 20% предполагаемых теоретических значений, полученных в работе Pak.H.
3 ВЛИЯНИЕ ТЕПЛОВОГО ВОЗДЕЙСТВИЯ НА ПРОЧНОСТЬ
ЗОНЫ СОЕДИНЕНИЯ МЕДЬ-СТАЛЬ
Термическая обработка и термоциклирование. Установлено, что отжиг (нагрев 200 С Т 1000 С, охлаждение с печью, на воздухе и в воде) и термоциклирование (нагрев 200 С Т 1000 С, охлаждение в воде и повтор 10…20 раз) биметалла медь-сталь не оказывает существенного влияния на прочность соединения медь-сталь, полученного сваркой взрывом. Прочность соединения снижается не более, чем на 10…40 МПа. Для заданных условий нагрева и охлаждения прочность зоны соединения биметалла медь-сталь определяется прочностью меди в тех же условиях. Кратковременный расплав и последующая кристаллизация меди в биметалле медь-сталь не приводят к полной потере прочности соединения медь-сталь, полученного сваркой взрывом. Прочность соединения снижается с 260…220 МПа до 140…170 МПа.
Тепловое воздействие от сварки плавлением. Изучено влияние нагрева на прочность зоны соединения медь–сталь от сварки плавлением по стальному слою биметалла (при толщине стального слоя 1 = 1,0…8,0 мм, медного – 2 = 25 мм). Показано, что при нанесении на стальную поверхность биметалла валиков наплавляемого материала (высотой 2,0…12,0 мм, шириной 4,0… 10,0 мм) полуавтоматом А-547У проволокой марки Св-08Г2С диаметром 1,2 мм при Iсв = 90…300 А и Ud = 18…30 В происходит незначительное снижение прочности зоны соединения медь–сталь (15 %) относительно исходной для образцов с ![]() мм. При
мм. При ![]() мм прочность соединения медь-сталь остаётся на уровне среднего исходного значения (220…280 МПа).
мм прочность соединения медь-сталь остаётся на уровне среднего исходного значения (220…280 МПа).
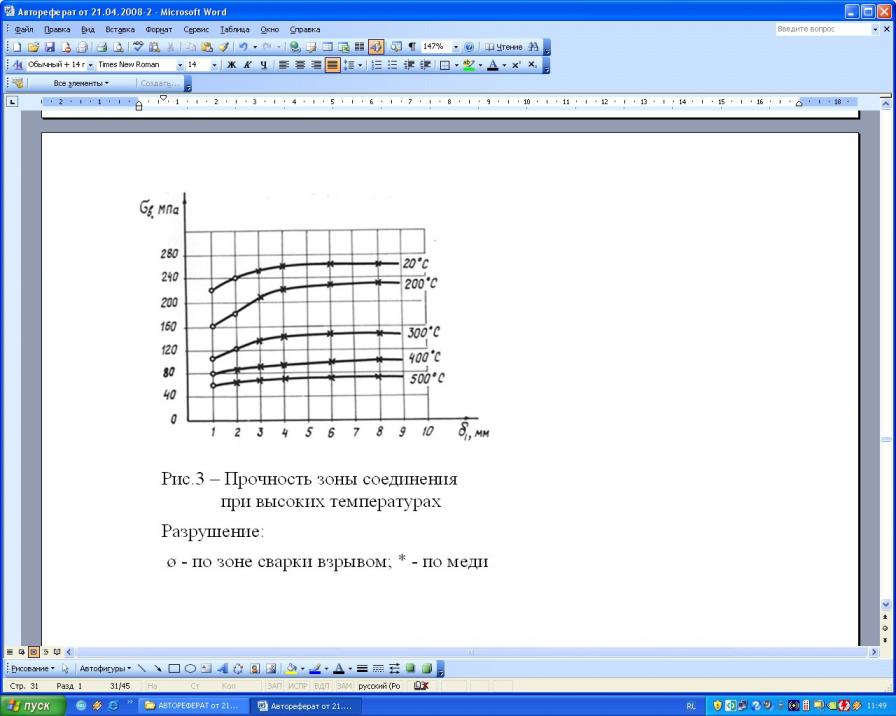
Нагрев. Показано, что прочность зоны соединения медь-сталь при температуре от 200 С до 500 С не меньше временного сопротивления меди при тех же температурах (рис.3).

Оценка прочности простейших сварных конструкций на основе биметалла медь-сталь. На основе экспериментальных данных разработана методика оценки прочности сварных узлов, полученных сваркой взрывом меди со сталью и последующей сваркой плавлением стального слоя биметалла со стальными деталями. На рис. 4 представлено сварное соединение, выполненное сваркой взрывом и сваркой плавлением. Анализ полученных экспериментальных данных по разрушению аналогичных узлов показал, что при растяжении реализуются два вида разрушений: 1– вырыв стального слоя биметалла; 2 – разрушение по шву сварки плавлением. Получено условие равнопрочности сварных узлов на основе биметалла медь–сталь по сварке взрывом и сварке плавлением:
![]() ,
,
где ![]() – предел прочности материала шва сварки плавлением;
– предел прочности материала шва сварки плавлением; ![]() – предел прочности меди;
– предел прочности меди; ![]() – предел прочности стали;
– предел прочности стали; ![]() - катет шва сварки плавлением;
- катет шва сварки плавлением; ![]() – толщина стального слоя биметалла, полученного сваркой взрывом.
– толщина стального слоя биметалла, полученного сваркой взрывом.
Из (1) следует, что связь между толщиной стального слоя биметалла ![]() и катетом шва сварки плавлением
и катетом шва сварки плавлением ![]() определяется выражением:
определяется выражением:

Для биметалла медь-сталь (Ст3) в (2) коэффициент при ![]() равен примерно 2. Следовательно, критерий равнопрочности сводится к простому виду:
равен примерно 2. Следовательно, критерий равнопрочности сводится к простому виду:
![]()
При сварке плавлением стальных листов разной толщины в тавр катет шва выбирают из условия ![]() , где
, где ![]() – толщина тонкого листа, так как при больших
– толщина тонкого листа, так как при больших ![]() можно прожечь тонкий лист. При изготовлении сваркой плавлением сварных соединений с использованием биметалла медь–сталь этот дефект исключается, так как выделяемое при сварке плавлением тепло интенсивно отводится в медный слой. Таким образом, появляется возможность получения равнопрочного сварного узла при толщине стального слоя биметалла меньше, чем толщина привариваемого элемента стальной конструкции за счёт увеличения катета шва. Для сварных соединений с использованием биметалла медь-сталь зависимость удельных разрушающих усилий для разных катетов швов
можно прожечь тонкий лист. При изготовлении сваркой плавлением сварных соединений с использованием биметалла медь–сталь этот дефект исключается, так как выделяемое при сварке плавлением тепло интенсивно отводится в медный слой. Таким образом, появляется возможность получения равнопрочного сварного узла при толщине стального слоя биметалла меньше, чем толщина привариваемого элемента стальной конструкции за счёт увеличения катета шва. Для сварных соединений с использованием биметалла медь-сталь зависимость удельных разрушающих усилий для разных катетов швов ![]() сварки плавлением от толщины стального слоя биметалла 1 представлена графически (рис. 5). Ниже прямой
сварки плавлением от толщины стального слоя биметалла 1 представлена графически (рис. 5). Ниже прямой ![]() для каждого
для каждого ![]() разрушающее усилие не зависит от 1 и разрушение проис-ходит по шву сварки плавлением. Выше линии Оа (К > 21) разрушающее усилие возрастает с ростом
разрушающее усилие не зависит от 1 и разрушение проис-ходит по шву сварки плавлением. Выше линии Оа (К > 21) разрушающее усилие возрастает с ростом ![]() при 1 = const, а разрушение происходит с вырывом стального слоя.
при 1 = const, а разрушение происходит с вырывом стального слоя.

Оценка теплопроводности и электропроводности слоистых композиционных материалов. Оценка теплопроводности и электропроводности проводилась на слоистом композиционном материале триметалле сталь-медь-сталь. Полное тепловое и электрическое сопротивление в нашем случае по толщине триметалла состоит из включённых последовательно сопротивлений каждого слоя материала, входящего в состав триметалла. Формулы для их расчёта имеют вид:
 – тепловое сопротивление, К/Вт;
– тепловое сопротивление, К/Вт;
 – электросопротивление, Ом,
– электросопротивление, Ом,
где ![]() – толщина медной и стальной пластин, соответственно, м;
– толщина медной и стальной пластин, соответственно, м;
![]() – удельное тепловое сопротивление стали, (м . К)/Вт;
– удельное тепловое сопротивление стали, (м . К)/Вт;
![]() – удельное тепловое сопротивление меди, (м . К)/Вт;
– удельное тепловое сопротивление меди, (м . К)/Вт;
![]() – удельное электрическое сопротивление стали, Ом . м;
– удельное электрическое сопротивление стали, Ом . м;
![]() – удельное электрическое сопротивление меди, Ом . м;
– удельное электрическое сопротивление меди, Ом . м;
![]() – площадь сечения пластин стали и меди, м2.
– площадь сечения пластин стали и меди, м2.
Тепловое и электрическое сопротивления рассчитывались по толщине триметалла. Расчётные значения электрического и теплового сопротивлений исходных материалов и готового образца триметалла сталь 12Х18Н9Т–медь– сталь 12Х18Н9Т различных вариантов исполнения представлены в виде номограмм. Номограммы дают возможность конструировать композиционный материал с заранее заданными значениями тепло– и электросопротивления за счёт изменения толщин составляющих композит материалов при фиксированной общей толщине композита.
4 ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ СВАРКОЙ
ВЗРЫВОМ БИМЕТАЛЛА МЕДЬ–СТАЛЬ С ВНУТРЕННИМИ КАНАЛАМИ
Результаты проведённых исследований по сварке взрывом биметалла медь–сталь, а также полученные экспериментальные данные по влиянию теплового воздействия на зону соединения биметалла медь–сталь позволили разработать ряд технологий по сварке взрывом крупногабаритных биметаллических заготовок деталей ЭТО с внутренними каналами для циркуляции охлаждающей жидкости. Эти технологии защищены патентами.
При разработке технологии изготовления крупногабаритных биметалличес-ких заготовок с внутренними каналами, включающей операции фрезерования открытого канала и использования заполнителей каналов, исследована возможность использования в качестве заполнителей каналов легкоплавких металлов и водорастворимых солей NaNO3; KNO3; NH4NO3. Приведён пример разработки технологии изготовления биметаллических заготовок для тигля электропечи ДТВГ-4ПФ, включающей поэтапно сварку взрывом медных плит размером 2520х1750х120 мм с медным листом 2650х1850х30 мм, плакирование сваренной медной заготовки стальным листом толщиной 10 мм и изготовление в биметаллической заготовке внутренних каналов сечением 40х40 мм и протяжённостью 2000 мм.
В результате проведённых исследований по определению возможности получения открытого канала в биметаллической заготовке в процессе сварки взрывом разработана новая технология изготовления крупногабаритных биметаллических заготовок деталей ЭТО с внутренними каналами (рис.6). Технология основана на вырубке в процессе сварки взрывом части плакирующего стального слоя по контуру стальных ножей–шаблонов, установленных в зазор между свариваемыми заготовками, и последующим закрытием места вырубки (открытого канала) сверху стальными полосами при помощи сварки плавлением. Исследование процесса вырубки позволило определить оптимальное соотношение высоты ножей–шаблонов ![]() к толщине метаемой заготовки
к толщине метаемой заготовки ![]() . При параметрах
. При параметрах ![]() и
и ![]() , обеспечивающих качественную сварку взрывом биметалла медь–сталь,
, обеспечивающих качественную сварку взрывом биметалла медь–сталь, ![]() для 1 = 2…5 мм.
для 1 = 2…5 мм.


Решение задачи по созданию биметаллических деталей с внутренними каналами без операций фрезерования, сварки плавлением и использования заполнителей позволило разработать принципиально новую технологию, основанную на создании в процессе сварки взрывом в зоне соединения медь–сталь специальных искусственных участков непровара и последующего их раздутия в канал (рис.7). Проведённые экспериментальные исследования по образованию специальных искусственных участков непровара в зоне соединения биметалла показали необходимость нанесения на соударяющуюся поверхность метаемой заготовки в месте намеченного канала покрытий в виде металлических фольг толщиной 0,3…0,5 мм. Такой подход позволил впоследствии раздуть гидростатическим давлением полученные участки непровара в канал сложной конфигурации в плане с проходным сечением сегментного типа площадью 800 мм2, при толщине стального слоя в биметалле медь-сталь 1 = 3 мм.
5 РАЗРАБОТКА ТЕХНОЛОГИИ И ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ
КОМПОЗИЦИОННЫХ ДЕТАЛЕЙ И УЗЛОВ ЭЛЕКТРОЛИЗЁРОВ
Разработка конструкции и технологии сварки композиционного сталеалюминиевого штыря для алюминиевого электролизёра. В данном разделе рассматриваются конструкция и технология изготовления сваркой взрывом сталеалюминиевого анодного штыря для производства алюминия, осуществляемого электролизом криолитно–глинозёмного расплава в мощных электролизёрах с самообжигающимися непрерывными анодами и токоподводом через анодные штыри. Разработка конструкции и технологии направлена на создание конструкции узла крепления алюминиевой штанги в стальном стержне, обеспечивающего высокое качество сварного соединения и, как следствие, уменьшение потерь тока и напряжения на границе соединения сталь–алюминий при эксплуатации анодного штыря.
Поставленная задача решается тем, что выступ алюминиевой штанги и соответствующая внутренняя коническая полость выполнены длиной, превышающей диаметр стального стержня (с так называемым нависанием) на величину половины диаметра основания внутренней конической полости, а цилиндрическое отверстие в стальном стержне с одной стороны, противоположной направлению вставки (вставлению) выступов алюминиевой штанги, выполнено с кольцевым уступом (на начальном участке сварки) высотой 0,1…1,5 мм и шириной 1…2 мм (рис.8). Отверстие в стальном стержне выполнено коническим с углом наклона поверхности отверстия к оси 0,5…0,3 С, а выступы алюми-
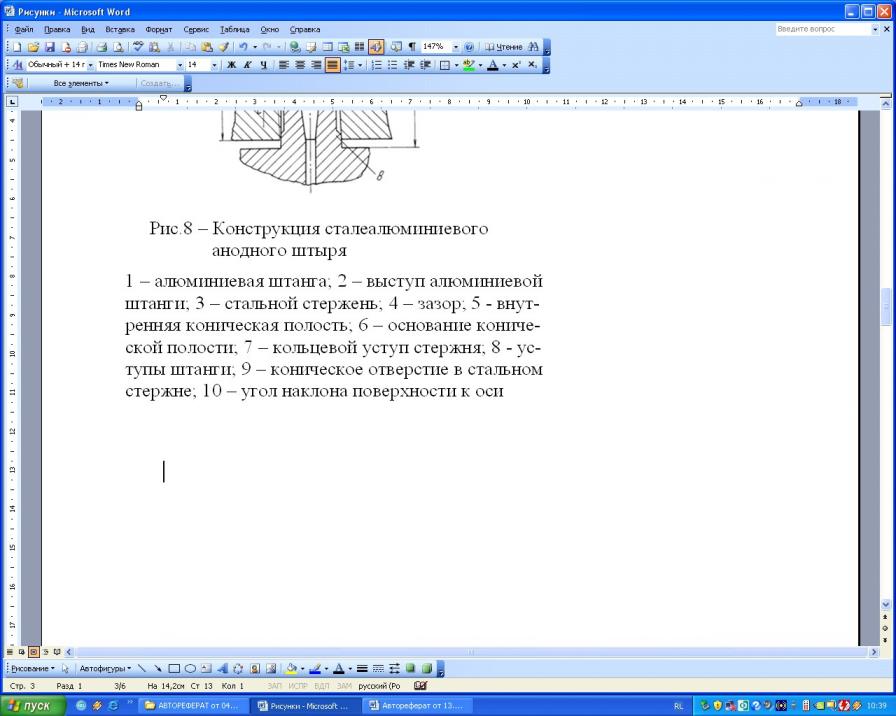

ниевой штанги вставле-ны в отверстия со стороны его большого диаметра. На поверхности выступов алюминиевой штанги со стороны тела штанги выполнены три и более уступа высотой равной разнице между радиусом отверстия в стальном стержне и радиусом наружной поверхности выступа алюминиевой штанги шириной 2…4 мм и длиной 5…15 мм.
Разработанная технология взрывного соединения предусматривает следующую последовательность операций. В стальной стержень длиной 1950 мм и диаметром 135 мм в два цилиндрических отверстия диаметром 65 мм с кольцевыми уступами высотой 0,9 мм и шириной 1,5 мм с противоположной стороны уступам установлены два цилиндрических выступа алюминиевой штанги диаметром 60 мм, длиной 165 мм, с четырьмя со стороны тела штанги уступами высотой 2,5 мм, шириной 3,5 мм и длиной 14 мм. Внутренняя коническая полость выступа выполнена длиной 160 мм, с диаметром основания конической полости 50 мм. Нависание алюминиевого выступа над стальным стержнем было 25 мм. В каждой конической полости выступов располагали оболочки с зарядом ВВ (рис.9). Оболочки выполняли из прессованного пенопласта в виде полого усечённого конуса с переменной толщиной стенок по длине оболочки и устанав-ливали через тонкий слой консистентной смазки, на

-пример, солидола, сопря-женно без воздушного зазора во внутреннюю полость выступа. Заряд ВВ выбирали и размещали в оболочке с переменной массой по длине оболочки, уменьшающейся в направлении инициирования, определяемой в зависимости от переменной суммарной массы, стенок оболочки, стенок цилиндрического выступа алюминиевой штанги, приходящейся на единицу сварного шва в направлении инициирования из соотношения
 ,
,
где ![]() – масса ВВ, приходящаяся на единицу длины;
– масса ВВ, приходящаяся на единицу длины;
![]() – коэффициент, характеризующий оптимальное соотношение массы ВВ к массе метаемого металла, при которой достигается максимальная прочность соединения слоёв (для сварки взрывом стали с алюминием
– коэффициент, характеризующий оптимальное соотношение массы ВВ к массе метаемого металла, при которой достигается максимальная прочность соединения слоёв (для сварки взрывом стали с алюминием ![]() );
);
![]() – переменная величина, характеризующая длину корпуса оболочки
– переменная величина, характеризующая длину корпуса оболочки ![]() и длину сварного шва
и длину сварного шва ![]() , где
, где ![]() – нависание;
– нависание;
![]() – плотность материала корпуса-оболочки;
– плотность материала корпуса-оболочки;
![]() – плотность материала штанги (алюминия);
– плотность материала штанги (алюминия);
![]() – наружный радиус цилиндрического выступа алюминиевой штанги;
– наружный радиус цилиндрического выступа алюминиевой штанги;
![]() – внутренний радиус большого основания конической полости выступа алюминиевой штанги, равный наружному радиусу большего основания корпуса оболочки;
– внутренний радиус большого основания конической полости выступа алюминиевой штанги, равный наружному радиусу большего основания корпуса оболочки;
![]() – внутренний радиус большего основания корпуса оболочки, равный радиусу основания конического заряда ВВ в точке инициирования;
– внутренний радиус большего основания корпуса оболочки, равный радиусу основания конического заряда ВВ в точке инициирования;
![]() – наружный радиус меньшего основания корпуса оболочки, равный радиусу меньшего основания внутренней конической полости алюминиевой штанги на длине
– наружный радиус меньшего основания корпуса оболочки, равный радиусу меньшего основания внутренней конической полости алюминиевой штанги на длине ![]() ;
;
![]() – внутренний радиус меньшего основания корпуса оболочки, равный радиусу основания конического заряда в точке, противоположной инициированию.
– внутренний радиус меньшего основания корпуса оболочки, равный радиусу основания конического заряда в точке, противоположной инициированию.
После сварного соединения была получена качественная связь по всей площади контакта поверхностей алюминиевых выступов с внутренними поверхностями отверстий в стальном стержне. Сталеалюминиевые штыри разработанной в данном разделе конструкции запатентованы, изготовлены и испытаны на падение напряжения на контакте алюминий–сталь. Испытания, проведённые при силе тока 300 А, показали, что падение напряжения на контакте алюминий-сталь, полученном сваркой взрывом, не превышает 180 мВ. Это свидетельствует о качественным электрическом контакте между алюминиевой штангой и стальным штырём.
Разработка и создание установки для получения сваркой длинномерных изделий типа сталеалюминиевого анодного штыря. С учётом анализа известных конструкций разработана конструкция установки КВ-0,5Ш (рис.10). Её конструкция позволяет уменьшить необходимые производственные площади, обеспечить безопасность работы, повысить производительность труда и облегчить техническое обслуживание и эксплуатацию установки при сварке взрывом длинномерных изделий типа сталеалюминиевых штырей.
Положительный эффект достигается тем, что корпус установки размещён в шахте, образованной специальной оболочкой, установленной ниже основания, крышка корпуса расположена над шахтой, рабочий стол выполнен в виде усечённого конуса со сквозным центральным отверстием, а устройство для размещения обрабатываемых изделий выполнено в виде съёмной кассеты, снабженной направляющими для изделия, соединенными концевыми фланцами и
штангой, причем один конец штанги выполнен с коническим отверстием для ее размещения на рабочем столе и с радиальными отверстиями для соединения с полостью корпуса. Кроме того, на корпусе с зазором установлена обечайка с дном и концентрическими перфорированными перегородками, упирающимися в дно корпуса. Площадь, занимаемая установкой, равна 6 м2, что в 2,5 раза меньше площади, необходимой для размещения оборудования, аналогичного назначения, с горизонтально установленным корпусом. Вертикальное расположение корпуса установки в шахте позволило снизить его металлоемкость.
В сменную кассету устанавливают 6 заготовок сталеалюминиевых штырей. Какое-либо закрепление штырей в кассете не требуется. Загрузка и выгрузка штырей из направляющих кассеты, размещение зарядов ВВ в штырях производится вне корпуса установки.
Две установки смонтированы на промплощадке ОАО «БрАЗ» в Братске. В настоящее время установки находятся и эксплуатируются в ООО «Тимокс», производительность каждой из них доведена до 90 штырей за смену. За время эксплуатации установок изготовлено более 600 тысяч сталеалюминиевых анодных штырей.

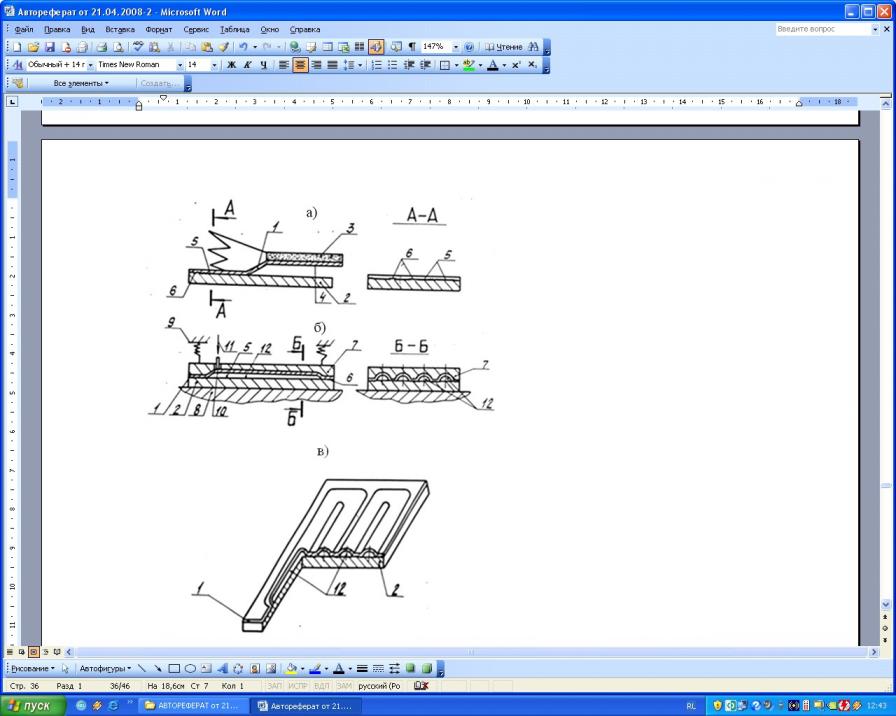
Разработка конструкции и технологии сварки гибких токоподводов. Предлагаемое конструкторско-технологическое решение, касающееся гибкого токоподвода, выполняет следующую задачу: устранение потерь электрического тока в электроустановках большой мощности, способных работать при температуре от 100 С до 500 С без потерь на внешних и внутренних контактах токоподвода. Поставленная задача решается за счёт того, что конструкция гибкого токоподвода выполнена в виде электрической цепи из двух и более пакетов, соединённых между собой по контактным поверхностям наконечников, причём чередующиеся пакеты набраны из полос разных металлов, а наконечник выполнен из металла с меньшим удельным электрическим сопротивлением, чем у металлов полос, и при этом в зоне повышенной температуры располагают пакет, в котором полосы набраны из металлов с большей температурой плавления, чем в последующем пакете (рис.11). Внутри каждого пакета контактная поверхность наконечников выполнена в виде пластины, приваренной непосредственно к каждой полосе пакета по площади, большей площади поперечного сечения полосы, и каждая последующая полоса в пакете по концам сварена с предшествующей по площади, превышающей площадь поперечного сечения полосы.
Технологическое решение, касающееся способа изготовления гибкого токоподвода, выполняет следующие задачи: обеспечение локальной сварки взрывом собранного из гибких металлических полос пакета по его концам с образованием качественного соединения метаемой пластины с неограниченным количеством гибких металлических полос и сваркой по концам каждой предшествующей полосы с последующей и метаемой пластиной по площадям, превышающим площади поперечного сечения полос, сохранение целостности всего пакета и гибкости пакета в его центральной части.
Оценка возможности изготовления и применения металлических слоистых композиционных материалов на основе сталей Ст3 и У8А для вырубных штампов. В электролизёрах ряд технологических деталей: шайб, подложек, контактных пластин, клемм и т.д. изготавливают вырубкой из металлических листов на вырубных штампах. Рабочая часть вырубных штампов должна противостоять большому давлению и ударам, иметь достаточную сопротивляемость износу от трения; необходимо, чтобы штампы сохраняли острые режущие кромки без разрушения и затупления в течение длительного времени, отличались сравнительно невысокой стоимостью. Для обеспечения качественного и надёжного крепления между рабочими частями и основаниями в матрицах и пуансонах было предложено использовать сварку взрывом. При исследовании изучали процессы сварки стали Ст3 со сталью У8А непосредственно и через подслой из нержавеющей стали 12Х18Н10Т (270х90х1 мм). В экспериментах с подслоем образцы из стали Ст3 плакировали пластинами из стали 12Х18Н10Т и затем приваривали пластину из стали У8А, в экспериментах без подслоя сталь Ст3 плакировали сталью У8А. В качестве взрывчатых веществ (ВВ) использовали аммонит 6ЖВ и его смеси с аммиачной селитрой. Сварку вели по схемам несимметричного соударения с параллельным и угловым расположением образцов. Во всех экспериментах замеряли скорость детонации. Тип и толщина ![]() слоя ВВ, начальный зазор между свариваемыми заготовками
слоя ВВ, начальный зазор между свариваемыми заготовками ![]() , углы – начальный
, углы – начальный ![]() , поворота
, поворота ![]() , соударения
, соударения ![]() , скорость детонации ВВ –
, скорость детонации ВВ – ![]() и точки контакта
и точки контакта ![]() , а также напряжения разрушения
, а также напряжения разрушения ![]() образцов при механических испытаниях на отрыв приведены в таблице № 1.
образцов при механических испытаниях на отрыв приведены в таблице № 1.
Экспериментальные исследования по оценке надёжности сварного соедине-
ния рабочих частей пуансонов и матриц с их основаниями проводились на биметаллическом пуансоне с матрицей, специально изготовленных для вырубки отверстий 48 мм в листе из стали 35 толщиной 12 мм. Рабочие части пуансона и матрицы выполнены из стали У8А толщиной 5 мм с ![]() . Испытание проводили в жёстких условиях: напряжение сжатия, возникающее при работе в
. Испытание проводили в жёстких условиях: напряжение сжатия, возникающее при работе в
в пуансоне, доводили до 560 МПа. Такие жёсткие условия выбраны с целью определения слабых мест в биметалле. Испытания показали, что пуансон после вырубки 60 отверстий разрушился: по рабочей режущей поверхности наблюда-
| Таблица 1 – Параметры сварки и результаты механических испытаний на отрыв | ||||||||||||
| № образца | Свариваемые материалы | ВВ | D, м/с | h, мм | Vk, м/с | раз., МПа | ||||||
| тип | 0, мм | рад | ||||||||||
| 1 | Ст3+У8А | АС 1:2 | 25 | 2880 | 5 | 0 | 0,15 | 0,15 | 2880 | 67 | ||
| 2 | АС 1:1 | 3150 | 3150 | 327 | ||||||||
| 3 | Аммонит | 3980 | 3980 | 0 | ||||||||
| 4 | АС 1:1 | 30 | 3380 | 0,05 | 0,17 | 0,22 | 2200 | 403 | ||||
| 5 | АС 3:1 | 3860 | 0 | 0,17 | 3860 | 23 | ||||||
| 6 | Аммонит | 4350 | 0,05 | 0,22 | 2840 | 174 | ||||||
| 7 | АС 1:3 | 40 | 2960 | 0 | 0,21 | 0,21 | 2960 | 237 | ||||
| 8 | АС 1:1 | 3580 | 0 | 0,21 | 3580 | 327 | ||||||
| 9 | АС 3:1 | 4100 | 0,05 | 0,26 | 3290 | 411 | ||||||
| 10 | АС 1:2 | 3180 | 0 | 0,21 | 3180 | 237 | ||||||
| 11 | АС 3:1 | 4050 | 0,07 | 0,29 | 3050 | 238 | ||||||
| 12 | АС 1:3 | 2710 | 0 | 0,21 | 2710 | 346 | ||||||
| 13 | Ст3+12Х18Н10Т+ +У8А | Аммонит | 10 | 3700 | 5 | 0 | 0,24 | 0,24 | 3700 | 380 | ||
| АС 1:2 | 40 | 3100 | 5 | 0,21 | 0,21 | 3100 | ||||||
| 14 | Аммонит | 10 | 3700 | 1,5 | 0,24 | 0,24 | 3700 | 370 | ||||
| Ас 1:2 | 40 | 3100 | 5 | 0,21 | 0,21 | 3100 | ||||||
| 15 | Аммонит | 10 | 3700 | 1 | 0,24 | 0,24 | 3700 | 375 | ||||
| АС 1:2 | 45 | 3150 | 5 | 0,21 | 0,21 | 3150 | ||||||
| Примечание. АС – смесь аммонита 6ЖВ с аммиачной селитрой (приведены весовые соотношения) | ||||||||||||
лись отколы в радиальном направлении по всей толщине пластины У8А. Ниже зоны сварки по стали Ст3 видны следы пластической деформации, диаметр пуансона увеличился, появились задиры. Разрушения сварного шва между сталями У8А и сталью Ст3 не наблюдалось. Разрушение рабочей части пуансона при испытаниях объясняется тем, что напряжения сжатия ![]() , возникающие в основании пуансона, в процессе работы, были больше предела текучести стали Ст3, поэтому основание пуансона по стали Ст3 деформировалось в радиальном направлении, увеличился диаметр пуансона по стали Ст3 под зоной сварки. В матрице следы разрушения на рабочей поверхности из стали У8А обнаружены после вырубки 3000 деталей. Характерной чертой разрушения рабочей поверхности матрицы является разрушение пластины из стали У8А по окружности диаметром 65 мм. Разрушения сварного шва между сталями У8А и Ст3 не наблюдалось. Причиной разрушения пластины из стали У8А явились изгибающие напряжения, возникающие при вырубке в материале матрицы.
, возникающие в основании пуансона, в процессе работы, были больше предела текучести стали Ст3, поэтому основание пуансона по стали Ст3 деформировалось в радиальном направлении, увеличился диаметр пуансона по стали Ст3 под зоной сварки. В матрице следы разрушения на рабочей поверхности из стали У8А обнаружены после вырубки 3000 деталей. Характерной чертой разрушения рабочей поверхности матрицы является разрушение пластины из стали У8А по окружности диаметром 65 мм. Разрушения сварного шва между сталями У8А и Ст3 не наблюдалось. Причиной разрушения пластины из стали У8А явились изгибающие напряжения, возникающие при вырубке в материале матрицы.
6 РАЗРАБОТКА СПОСОБОВ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ
ЦИЛИНДРИЧЕСКИХ И ПЛОСКИХ ДЕТАЛЕЙ С ПАКЕТНЫМ И РУЛОННО-СПИРАЛЬНЫМ РАСПОЛОЖЕНИЕМ СВАРИВАМЫХ ЭЛЕМЕНТОВ
Пакетный способ сварки. С учётом анализа существующих способов соединения, был разработан пакетный способ сварки тонколистовых заготовок, позволяющий одним зарядом ВВ сваривать несколько тонколистовых заготовок из предварительно собранных пакетов под сварку (рис.12). Пакеты могут быть собраны предварительно и далее транспортироваться к месту ведения взрывных работ, при этом предусматривается защита от попадания пыли и песка в зазоры между свариваемыми заготовками.
Поставленная задача достигается тем, что пакет собирают из двух и более тонколистовых заготовок, расположенных с зазором между собой. Защитный слой наносят на наружную поверхность пакета в виде оболочки, надеваемой на пакет. Защитный слой со стороны действия продуктов детонации при взрыве заряда ВВ может быть усилен за счет установки на пакет, окруженный оболочкой, резиновых, поролоновых или других накладок, соприкасающихся с верхней в пакете тонколистовой заготовкой. Собранные таким образом пакеты устанавливают горизонтально на основание и затем друг на друга (два и более пакета), над сборкой размещают фальшпластину с зарядом ВВ, последний инициируют. В результате высокоскоростного соударения фальшпластины с пакетом и последующего высокоскоростного соударения листовых заготовок между собой внутри пакета происходит сварка листовых заготовок. Защитный слой препятствует сварке заготовок из разных пакетов. По данному способу возможно вместо фальшпластины использовать один из пакетов с усиленным защитным слоем со стороны заряда ВВ, выполняя этот пакет по габаритным плоским размерам несколько больше остальных.
Пакетно-рулонный способ сварки. Предлагаемый в данном разделе пакетно-рулонный способ соединения тонколистовых заготовок позволяет получать из тонколистовых заготовок длинные многослойные листы с качественным сварным соединением по всей длине с минимальными металлозатратами на технологическую оснастку.
Поставленная задача достигается тем, что две и более листовых заготовки устанавливают с зазором между собой в виде пакета, на наружную поверхность которого наносят защитный слой – краска, резина, полиэтилен и другие известные материалы. Собранный таким образом пакет имеет длину ![]() , равную длине свариваемых тонколистовых заготовок, ширину
, равную длине свариваемых тонколистовых заготовок, ширину ![]() , равную ширине свариваемых заготовок и высоту
, равную ширине свариваемых заготовок и высоту ![]() , равную сумме толщин свариваемых листовых заготовок, толщин защитных слоёв и величин зазоров между листами. Далее пакет по длине
, равную сумме толщин свариваемых листовых заготовок, толщин защитных слоёв и величин зазоров между листами. Далее пакет по длине ![]() сворачивают плотно без зазора в многовитковый рулон с внутренним диаметром d, наружным диаметром
сворачивают плотно без зазора в многовитковый рулон с внутренним диаметром d, наружным диаметром ![]() , количеством слоёв
, количеством слоёв ![]() и высотой, равной ширине пакета
и высотой, равной ширине пакета ![]() . Внутренний диаметр рулона
. Внутренний диаметр рулона ![]() задаётся исходя из технических возможностей сворачивания пакета в рулон, требуемой длины многослойного листа и выбранной технологии ведения сварочно-взрывных работ.
задаётся исходя из технических возможностей сворачивания пакета в рулон, требуемой длины многослойного листа и выбранной технологии ведения сварочно-взрывных работ.
Наружный диаметр ![]() рулона зависит от длины пакета
рулона зависит от длины пакета ![]() , его высоты и количества слоёв в рулоне
, его высоты и количества слоёв в рулоне ![]() связаны с внутренним диаметром рулона
связаны с внутренним диаметром рулона ![]() соотно-
соотно-
шением
![]()
Длина сворачиваемого пакета находится по формуле
Концы рулона по высоте пакета закрепляют изнутри и снаружи клинообразными фиксаторами. Благодаря своей клинообразной форме фиксаторы выравнивают геометрию рулона по цилиндрическим наружным и внутренним поверхностям.
Рулон ставят вертикально, соосно рулону на его внутреннюю и наружную поверхности с диаметрами ![]() и
и ![]() соответственно размещают заряды ВВ, которые далее инициируют (рис. 13).
соответственно размещают заряды ВВ, которые далее инициируют (рис. 13).

Свариваемые тонколистовые заготовки в рулоне, свёрнутом из пакета, расположены между собой с зазором по спиральным поверхностям. В результате действия продуктов взрыва происходит высокоскоростное косое соударение слоёв заготовок между собой, приводящее к их соединению по спиральным поверхностям. Процесс идёт последовательно по высоте рулона (ширине свёрнутых листов).
После сварки рулон по защитным слоям развёр-тывают в лист. Удаление защитных материалов после сварки возможно непосредственно в рулоне или с развёрнутого листа механическим или химическим методом.
Сварка многослойных цилиндрических конструкций. Изучалась возможность получения качественной многослойной цилиндрической конструкции, которая получается за счет использования спиральной намотки листа с зазором между витками спирали, а уплотнение витков производится сваркой взрывом. Намотку листа по всей длине осуществляют с зазором между витками, а уплотнение - сваркой витков между собой по спиральным плоскостям цилиндрическими зарядами ВВ, установленными соосно спирали.
Для получения цилиндрической конструкции с заданными свойствами спиральную намотку предлагается изготавливать из биметаллического или многослойного листа, а также из двух и более листов однородного или разнородного материала, сворачивая их в спираль с зазорами между собой.
В результате высокоскоростного косого соударения витков конструкции между собой под действием продуктов взрыва происходит сварка их в многослойный цилиндр. Разработанный способ изготовления сваркой взрывом многослойных цилиндрических конструкций позволяет получать многослойные цилиндрические конструкции с широким диапазоном требуемых свойств.
Разработка технологии сварки многослойных труб с использованием спиральных вставок. Исследовалась возможность изготовления качественного многослойного соединения трубчатой формы. В результате было предложено между трубными заготовками располагать промежуточную прослойку из свернутого в спираль листа с зазором между витками (рис.14). Требуемая многослойность соединения обеспечивается количеством витков спирали. Зазоры между витками спирали и стенками свариваемых труб позволяют обеспечить при взрывном нагружении косое соударение стенок труб и витков спирали, необходимое для образования качественного сварного соединения. В данном случае сварки труб из материалов, образующих интерметаллиды, для получения качественного соединения необходимо использовать спираль из биметаллических и многослойных листов, а также из двух и более листов, не соединён-

ных между собой. Для получения многослойных труб с разными свойствами в зоне сварки по длине трубы предлагается устанавливать несколько спиралей из различных материалов.
ОБЩИЕ ВЫВОДЫ
1 Показана перспективность использования композиционных материалов на основе стали и меди в виде крупногабаритных заготовок, получаемых сваркой взрывом, для создания ряда новых деталей и узлов электротермического оборудо-вания.
2 Установлено, что при сварке биметалла медь-сталь нижняя граница области сварки в координатах ![]() при
при ![]() м/с может определяться прямой
м/с может определяться прямой ![]() Величина сдвиговой деформации
Величина сдвиговой деформации ![]() на границе соединения достигает 1000 %. Напряжения разрушения в сварном шве по зоне соединения составляют 444…469 МПа и превышают предел прочности меди в исходном состоянии на ~ 200 %. На крупногабаритных заготовках, где площади используемых зарядов ВВ увеличиваются до нескольких квадратных метров, происходят локальные изменения режима детонации за счёт неравномерности толщины слоя ВВ и плотности заряда, приводящие к образованию зон непровара. Эти негативные эффекты устраняются использованием зарядов ВВ с низкой скоростью детонации.
на границе соединения достигает 1000 %. Напряжения разрушения в сварном шве по зоне соединения составляют 444…469 МПа и превышают предел прочности меди в исходном состоянии на ~ 200 %. На крупногабаритных заготовках, где площади используемых зарядов ВВ увеличиваются до нескольких квадратных метров, происходят локальные изменения режима детонации за счёт неравномерности толщины слоя ВВ и плотности заряда, приводящие к образованию зон непровара. Эти негативные эффекты устраняются использованием зарядов ВВ с низкой скоростью детонации.
3 Экспериментально установлено, что отжиг биметалла медь–сталь с разными скоростями охлаждения и термоциклирование с перепадом температур до 1000 C и максимальным количеством циклов 20 не оказывают существенного влияния на прочность зоны соединения медь–сталь. Кратковременный расплав и последующая кристаллизация меди в зоне соединения медь–сталь не приводят к полной потере прочности соединения. Сварка плавлением по стальному слою биметалла не снижает прочность зоны соединения медь-сталь ниже прочности меди в отожжённом состоянии. Прочность зоны соединения медь-сталь при повышенных температурах не меньше временного сопротивления меди при тех же температурах.
4 Построены номограммы для расчёта теплового и электрического сопротивлений композиционных материалов, позволяющие на стадии проектирования конструкций рационально выбирать материалы с оптимальными свойствами за счёт выбора соотношения толщин исходных материалов в композите.
5 Разработаны новые схемы изготовления композиционных деталей с внутренними каналами, исключающие трудоёмкие операции по сверлению, фрезерованию каналов и обеспечивающие их сохранение при взрывной обработке.
6 Разработан ряд практических способов сварки с пакетным и рулонно-спиральным предварительным расположением свариваемых заготовок. Пакетное расположение свариваемых элементов значительно упрощает технологию сварки тонколистовых заготовок и позволяет одним зарядом ВВ сваривать несколько тонколистовых заготовок из предварительно собранных пакетов большой протяжённости (длиной до 30 м).
7 Разработанная и внедрённая технология соединения алюминиевой штанги со стальным стержнем обеспечивает качественное соединение алюминия со сталью в анодном штыре. Созданная с использованием этой технологии сварки конструкция сталеалюминиевого анодного штыря уменьшает потери электроэнергии при электролизе алюминия. Разработанная и внедрённая в производство установка для обработки взрывом длинномерных изделий позволяет в условиях цеха изготавливать за один цикл шесть сталеалюминиевых анодных штырей или 80…90 штырей за смену.
8 Создана конструкция гибкого токоподвода, способная работать при температуре до 500 С без потерь на внешних и внутренних контактах, допускающая использование неограниченного количества полос из различных металлов.
9 Разработанные научно обоснованные технологии изготовления промышленных изделий и конструкций для электрометаллургического оборудования успешно внедрены на ведущих предприятиях отрасли (ОАО «Сибэлектротерм» /г. Новосибирск/, ООО «Химстроймонтаж» /г. Усолье-Сибирское/ и др.), что позволило за счёт экономии дорогостоящих материалов, повышения качества и надёжности изделий получить экономический эффект более 270 млн. руб. в сопоставимых ценах 2007 г.
Основные результаты диссертации опубликованы в работах:
1 А.с. № 976575 СССР, МКИ В23 К20/08. Способ изготовления сваркой взрывом деталей с внутренними полостями [Текст] / Оголихин В.М., Симонов В.А. и др.; заявитель СКБ ГИТ СО АН СССР.– 3003404/25–27; заявл. 18.09.80.
2 Оголихин, В.М. Использование сварки взрывом при изготовлении электротермического оборудования [Текст] / В.М. Оголихин, В.А. Симонов // Применение энергии взрыва в сварочной технике. – Киев, ИЭС им. Е.О. Патона.– 1983. – С. 20–28.
3 Оголихин, В.М. О некоторых особенностях детонации плоских зарядов угленита Э-6 применительно к сварке взрывом [Текст] / В.М. Оголихин // Физика горения и взрыва.– 1983.– Т. 19, № 2.– С. 99–101.
4 Оголихин, В.М. Влияние сварки на прочность биметалла сталь–медь [Текст] / В.М. Оголихин // Автомат. сварка.– 1983.– № 3.– С. 14–15, 20.
5 Бондарь, М.П. Термическая стабильность дисперсно–упрочнённых композиций после динамических нагружений [Текст] / М.П. Бондарь, В.М. Оголихин // Тр. 5-ого междунар. симпоз. о композиционных металлических материалах. – ЧССР, Братислава.– 1983.– С. 306–312.
6 Ogolikhin, V.M. Arc welding influence on the steel-copper composites produced by explosive welding [Теxт] / V.M. Ogolikhin // HERF: Proc.8th Int. conf., 17–21 June 1984, San Antonio, Texas.– New York: ASME.– 1984. – P.195–197.
7 Оголихин, В.М. Оценка надёжности соединения сваркой взрывом рабочих частей пуансонов и матриц с их основаниями [Текст] / В.М. Оголихин // Кузнечно-штамповочное производство.– 1984. – № 10. – С. 18-19.
8 Оголихин, В.М. Сварка взрывом стали Ст3 с инструментальной сталью У8А для изготовления заготовок вырубных штампов [Текст] / В.М. Оголихин // Авиационная промышленность.– 1984. – № 3. – С. 49–50.
9 А.с. 1246492 СССР, МКИ В23 К20/08. Способ изготовления деталей с внутренними полостями сваркой взрывом [Текст] / Оголихин В.М., Симонов В.А. и др.; заявитель СПКТБ ЭТО ПО «Сибэлектротерм».– 376562/25-27; заявл. 04.07.84.
10 Бондарь, М.П. Влияние тепловых воздействий на свойства биметалла медь–сталь, полученного сваркой взрывом [Текст] / М.П. Бондарь, В.А. Симонов, В.М. Оголихин // Применение энергии взрыва в сварочной технике. – Киев, ИЭС им. Е.О. Патона, 1985.– С. 17–22
11 Бондарь М.П. Исследование влияния тепловых воздействий на биметалл медь-сталь, полученный сваркой взрывом [Текст] / М.П. Бондарь, В.А. Симонов, В.М. Оголихин // Использование энергии взрыва для производства металлических материалов с новым свойствами: Матер. 6-го междунар. симп., ЧССР, Готвальдов, 22–24 окт.– 1985.– Т 2.– С. 340–344.
12 Бондарь, М.П. О пластической деформации в зоне соединения при плакировании взрывом [Текст] / М.П. Бондарь, В.М. Оголихин // Физика горения и взрыва.– 1985.– Т. 21, № 2.– С. 147–151.
13 Бондарь, М.П. Деформационное состояние зоны соединения при сварке взрывом и механизм её образования [Текст] / М.П. Бондарь, В.М. Оголихин // Использование энергии взрыва для производства металлических материалов с новыми свойствами методами сварки, плакирования, упрочнения и прессования порошков взрывом: Матер. 6-го междунар. симп., ЧССР, Готвальдов, 22–24 окт.– 1985. – Т 2.– С. 291–298.
14 Оголихин В.М. Сварка взрывом биметалла медь–сталь [Текст] / В.М. Оголихин, В.А. Симонов // Использование энергии взрыва для производства металлических материалов с новыми свойствами: Матер. 6-го междунар. симп., ЧССР, Готвальдов, 22–24 окт.– 1985.– Т. 2.– С. 224–230.
15 Bondar, M.P. Plastic deformation in bonding zone under explosive welding and role in bonding formation [Text] / M.P. Bondar, V.M. Ogolikhin // J. de Physique.– 1985.– Vol. 46, № 8.– Suppl.
16 Ишуткин, С.Н. Экспериментальное определение области сварки взрывом биметалла медь–сталь [Текст] / С.Н. Ишуткин., В.В. Пай, В.А. Симонов, В.М. Оголихин // Применение энергии взрыва в сварочной технике. – Киев.: ИЭС им. Е.О. Патона, 1985.– С. 12–17.
17 А.с. № 13555043 СССР, F 27 D 1/12. Устройство для охлаждения узлов печи [Текст] / Немировский И.А., Мейерович Е.В., Оголихин В.М., и др.; заявитель ПО «Центроэнергоцветмет».– № 4078010/23–02; заявл. 24.04.86; опубл. 15.10.87.– Бюл. № 38.
18 А.с. № 1358550 СССР, МКИ 4G 01 N 3/08. Образец для определения прочностных характеристик биметаллов [Текст] / Оголихин В.М., Котляр А.И.; заявитель СКБ ГИТ СО АН СССР.– № 4035851/25-28; заявл. 10.03.86.
19 Simonov, V.A. Using еxplosive welding to fabricate blanking dies and punches [Text] / V.A. Simonov, V.M. Ogolikhin // Metallurgical. Appl. of Shock Wave and High-Strain-Rate Phenomena.– New York-Basel, 1986. – P. 917–925.
20 Бондарь, М.П. Пластическая деформация и образование связи при сварке взрывом медных пластин [Текст] / М.П. Бондарь, В.М. Оголихин // Физика горения и взрыва.– 1988.– № 1.– С. 122–127.
21 Bondar, M.P. On effect of initial structure of explosively welded materials in finite strength properties of composites [Text] / M.P. Bondar, V.M. Ogolikhin, V.A. Simonov // X Int. conf. 18–22 Sept., 1989, Ljubljana, Yugoslavia, – Ljubljana, 1989.– Р. 224–229.
22 Бондарь, М.П. Прочностные характеристики биметаллических композитов, полученных сваркой взрывом [Текст] / М.П. Бондарь, В.М. Оголихин, В.А. Симонов // Применение энергии взрыва в сварочной технике. Сб. науч. тр.– Киев, ИЭС им. Е.О. Патона.– 1989.– С. 76–79.
23 Патент № 1743075 РФ, МКИ 6В 23К 20/08. Способ изготовления деталей с внутренними полостями [Текст] / Оголихин В.М.; заявитель СКБ ГИТ СО АН СССР.– № 4823568/08; заявл. 07.05.90; опубл. 27.02.95; патентообладатель КТИ ГИТ СО РАН.
24 Бондарь, М.П. Использование процесса рекристаллизации для характеристики деформационного состояния соединений, полученных сваркой взрывом [Текст] / М.П. Бондарь, В.М. Оголихин // Обработка материалов импульсными нагрузками. Тематический сборник 4601. – Новосибирск.– 1990.– № 3/08. – С. 251–269.
25 Оголихин, В.М. Определение прочности материала сварного шва в биметаллах, полученных сваркой взрывом [Текст] / В.М. Оголихин, А.И. Котляр // Обработка материалов импульсными нагрузками. Тематический сборник 4601. – Новосибирск.– 1990. – № 3/08 – С. 260–265.
26 Оголихин, В.М. О некоторых особенностях сварки разнородных металлов при взрывном нагружении [Текст] / В.М. Оголихин // Обработка материалов импульсными нагрузками. Тематический сборник 4601. – Новосибирск.– 1990. – № 3/08.– С. 245–250.
27 Патент № 2031763 РФ, МКИ 6B 23K 20/08. Способ изготовления сваркой взрывом многослойной цилиндрической конструкции [Текст] / Оголихин В.М.; заявитель и патентообладатель КТИ ГИТ СО РАН.– № 5048270/08; заявл. 16.06.92; опубл. 27.03.95.– Бюл. № 9.
28 Патент № 2064386 РФ, МКИ 6B 23K20/08. Способ получения многослойных труб сваркой взрывом [Текст] / Оголихин В.М.; заявитель и патентообладатель КТИ ГИТ СО РАН.– № 5048268/08; заявл. 16.06.92; опубл. 27.07.96.– Бюл. № 21.
29 Патент РФ № 2064387, МКИ 6В 23 К20/08. Способ сварки локальным сдвигом [Текст] / Оголихин В.М.; заявитель и патентообладатель КТИ ГИТ СО РАН.– № 5048269/08; заявл. 16.06.92; опубл. 27.07.96.– Бюл. № 21.
30 Патент № 2059740 РФ, МКИ С25С3/12. Сталеалюминиевый анодный штырь алюминиевого электролизёра [Текст] / Оголихин В.М., Злобин Б.С., Зибер Г.Е.; заявитель и патентообладатель КТИ ГИТ СО РАН, АО «Металлургремонт».– 93052800/02; заявл. 29.11.93; опубл. 10.05.96.– Бюл. № 13.
31 Патент № 2074076 РФ, МКИ 6В 23К 20/08. Установка для обработки взрывом длинномерных изделий [Текст] / Оголихин В.М., Душкин В.П., Зибер Г.Е.; заявитель и патентообладатель КТИ ГИТ СО РАН. – № 93051064/08; заявл. 11.11.93; опубл. 27.02.97.– Бюл. № 6.
32 Патент № 2074074 РФ, МКИ 6B 23K 20/08. Способ сварки взрывом тонколистовых заготовок [Текст] / Оголихин В.М.; заявитель и патентообладатель КТИ ГИТ СО РАН. – № 5048271/08; заявл. 16.06.92; опубл. 27.02.97.– Бюл. № 6.
33 Патент № 2074075 РФ, МКИ 6B 23K20/08. Способ сварки взрывом/ [Текст] / Оголихин В.М.; заявитель и патентообладатель КТИ ГИТ СО РАН. – № 5048272/08; заявл. 16.06.92; опубл. 27.02.97.– Бюл. № 6.
34 Оголихин, В.М. Разработка и получение композиционных материалов с определённой тепло– электропроводностью сваркой взрывом [Текст] / В.М. Оголихин, С.Д. Шемелин // Перспективные материалы.– 2007.– № 1.– С. 61–65.
35 Оголихин, В.М. Сварка взрывом тонколистовых заготовок с пакетным и рулонным расположением свариваемых элементов [Текст] / В.М. Оголихин, С.Д. Шемелин // Технология машиностроения.– 2007.– № 12.– С. 43–48.
36 Оголихин, В.М. Сварка взрывом тонколистовых заготовок с пакетным и рулонным расположением свариваемых элементов [Текст] / В.М. Оголихин, С.Д. Шемелин // Сварочное производство.– 2007.– № 12.– С. 41–65.
37 Оголихин, В.М. Разработка конструкции и технологии соединения штанги и стержня в сталеалюминиевом штыре [Текст] / В.М. Оголихин, С.Д. Шемелин // Цветные металлы.– 2008.– № 2.– С. 68–71.
38 Патент РФ (положительное решение от 21.11.2007). Гибкий токоподвод и способ его изготовления сваркой взрывом [Текст] / Оголихин В.М.; заявитель КТФ ИГиЛ СО РАН. – № 2006136955/ 09/040228; заявл. 21.11.2007.
39 Оголихин, В.М. Получение многослойных цилиндрических конструкций из спирально свёрнутых листов сваркой взрывом [Текст] / В.М. Оголихин, С.Д. Шемелин // Перспективные материалы.– 2007.– № 6.– С. 64–69.
40 Оголихин, В.М. О создании композиционных материалов с заданной теплопроводностью сваркой взрывом [Текст] / В.М. Оголихин, С.Д. Шемелин // Технология машиностроения.– 2008.– № 4.– С. 5–8.
Личный вклад автора. В представленных работах, большинство из которых выполнено в соавторстве с другими исследователями, автором определены основные идеи и направления проводимых экспериментальных исследований [5, 12, 13, 15,16, 19–21, 24], предложены и обоснованы новые методы исследований процессов, протекающих в условиях сварки металлических композитов [10, 11, 18, 22, 25]. В работах [1, 2, 9, 14, 17, 30, 31, 34–36, 39, 40] идеи, постановка решаемых задач, выбор методов исследования, новых технических и технологических решений и трактовка полученных результатов принадлежат автору. Значительная часть результатов получена и опубликована автором без соавторов [3, 4, 6–8, 23, 26, 27–29, 32, 33, 38].
Подписано в печать 03.06.2008 г. Заказ № 235
Формат 60 84/16. 2 усл. п. л. Тираж 100 экз.
Отпечатано в Институте гидродинамики
им. М.А. Лаврентьева СО РАН
630090, г. Новосибирск, пр-т Лаврентьева, 15