

Исследование и разработка технологии выплавки чугунов и сталей в индукционных сталеплавильных печах
На правах рукописи
Шипельников Алексей Александрович
ИССЛЕДОВАНИЕ И РАЗРАБОТКА ТЕХНОЛОГИИ ВЫПЛАВКИ ЧУГУНОВ И СТАЛЕЙ В ИНДУКЦИОННЫХ
СТАЛЕПЛАВИЛЬНЫХ ПЕЧАХ
Специальность 05.16.02 – Металлургия
черных, цветных и редких металлов
Автореферат
диссертации на соискание ученой степени
кандидата технических наук
Липецк - 2010
Работа выполнена на кафедре «Металлургия» ГОУ ВПО
«Липецкий государственный технический университет»
Научный руководитель – доктор технических наук, профессор
Дубровский Сергей Андреевич
Официальные оппоненты: доктор технических наук, ФГУП ЦНИИчермет
им И.П. Бардина
Паршин Валерий Михайлович
кандидат технических наук, ОАО «НЛМК»
Коротаев Александр Сергеевич
Ведущая организация – ОАО ЛМЗ «Свободный сокол»
Защита состоится «11» мая 2010 г. в _1200_ часов на заседании диссертационного совета Д212.08.02 в Липецком государственном техническом университете по адресу: 398600, г. Липецк, ул. Московская, 30, зал ученого совета.
E-mail: [email protected]
С диссертацией можно ознакомиться в библиотеке Липецкого государственного технического университета.
Автореферат разослан « » 2010 г.
Ученый секретарь
диссертационного совета Ведищев В.В.
Общая характеристика работы
Актуальность темы. На сегодняшний день рынок металлопродукции предъявляет ряд жестких требований, как к служебным свойствам черных сплавов, так и к себестоимости их получения. Огромную долю рынка занимают детали механизмов и изделия из конструкционных чугунов и углеродистых качественных сталей.
В настоящее время на территории РФ и стран ближнего зарубежья происходит накопление легковесного стального и чугунного лома, который затруднительно перерабатывать на высококачественные сплавы с использованием классических металлургических схем. Выход из сложившейся ситуации возможен в создании ряда предприятий с неполным металлургическим циклом. Главными плавильными агрегатами «мини-заводов» могут быть индукционные сталеплавильные печи, которые способны работать полностью на твердой металлошихте.
Одной из главных проблем технологий выплавки высококачественных сплавов в индукционных печах являются конструктивные ограничения возможности проведения активных металлургических операций, что в ряде случаев усугубляется наследственным влиянием качества шихтовых материалов, которое до настоящего времени не регламентируется технологическими инструкциями.
Основным направлением развития современной металлургии является исследование и разработка технологий получения сплавов повышенного качества, за счет применения новых и совершенствования имеющихся методов выплавки, внепечной обработки и оценки качества шихтовых материалов.
Все вышесказанное предопределяет актуальность работы, которая направлена на разработку эффективных технологий индукционной выплавки сплавов и выполнена в рамках разрабатываемого в ЛГТУ научного направления «Феноменологические модели и нелинейная динамика высокотемпературных процессов и технологий» при частичной поддержке грантом РФФИ 09-08-97578-р_центра_а. Работа удостоена областной премии имени С.Л. Коцаря за достижения в области технических наук.
Целью работы является разработка технологий выплавки конструкционных сплавов в индукционных сталеплавильных печах с проведением эффективных металлургических операций, посредством научно обоснованного определения влияния шихтовых материалов и технологических параметров на качество получаемых сплавов.
Для достижения цели в работе поставлены и решены следующие основные задачи:
- исследовать особенности выплавки сплавов в индукционных печах;
- разработать улучшенную методику анализа качества кусковых шихтовых материалов;
- исследовать влияние качества шихтовых материалов и температурных режимов выплавки на качество сплавов;
- исследовать поведение элементов при различных температурно-шлаковых режимах выплавки чугунов и углеродистой стали.
Достоверность основных положений и выводов. Достоверность результатов работы подтверждается проведением промышленных плавок, с использованием новейшего оборудования контроля состояния и свойств сплавов, программного обеспечения анализа данных и теоретическим анализом процессов с использованием современных теорий металлургических расплавов.
Научная новизна работы.
1. Экспериментально установлен факт «структурной наследственности» шихтовых материалов заключающийся в увеличении склонности углеродистых расплавов к дендритной сегрегации при использовании в шихте белых доменных чугунов. Увеличение температуры последнего периода миксирования свыше 15500С усиливает «наследственность» расплавов и одновременно повышает фрактальную размерность поверхности кристаллизующихся дендритов.
2. Предложен принцип организации технологии выплавки сплавов с использованием трех периодов миксирования, заключающийся в температурно-временном разграничении протекания основных окислительных реакций с участием кремния, углерода и марганца, позволяющий наводить жидкоподвижный шлак для кислых и нейтральных футеровок печей.
3. Исследованы особенности технологии выплавки сплавов в индукционных сталеплавильных печах, заключающиеся в поведении основных и «наследственных» элементов и специфических условиях шлакообразования с использованием твердых шлакообразующих смесей на основе системы оксидов «SiO2 – Al2O3 – CaO».
4. Разработана методика ускоренного исследования качества кусковых шихтовых материалов, позволяющая определять их полный химический состав и внутренние дефекты, влияющие на качество металлопродукции.
Практическая ценность работы.
1. Разработана и испытана в действующем производстве ООО «Лебедянский машиностроительный завод» (ООО «ЛеМаЗ») технология выплавки углеродистой стали на нейтральной футеровке с периодом окисления элементов, позволяющая получать качественный металл из стального лома с завышенным содержанием основных элементов.
2. Разработана и испытана в действующем производстве ООО «ЛеМаЗ» технология выплавки высококачественных конструкционных чугунов в индукционных печах с кислой футеровкой, позволяющая снизить газонасыщенность сплавов, уменьшить окисление основных элементов и повысить стойкость футеровки.
3. Разработанная технология выплавки повышает качественные характеристики чугуна «нирезист» после модифицирования: увеличен предел прочности (на 15,6%), снижена твердость (на 8,8%) и уменьшено количество газоусадочных дефектов (на 15,85%).
4. С помощью разработанной методики исследовано предельное содержание вредных микроэлементов цветных металлов в доменных чушковых чугунах (от 0,025 до 0,034%) и стальном углеродистом ломе (от 0,016 до 0,023%).
Апробация работы. Основные положения диссертационной работы были представлены на 3-х научно-технических конференциях: ІII (г. Липецк, 2006), ІV (г. Липецк, 2007) и V (г. Липецк, 2008) международные научно-технические конференции «Современная металлургия начала нового тысячелетия», а также университетских совещаниях и семинарах в период с 2006 по 2008 г. (г. Липецк, ЛГТУ).
Публикации. По материалам опубликовано 16 печатных работ, в том числе 3 в изданиях, рекомендованных ВАК РФ.
Объем работы и структура. Диссертационная работа состоит из введения, 5 глав с выводами, библиографического списка из 125 наименований, заключения и 4 приложений. Включает 87 страниц текста, содержит 28 рисунков и 30 таблиц.
Основное содержание работы
Во введении приводятся основные аспекты актуальности выбранной темы исследования, определяется цель и вытекающие из нее основные задачи. Показана научная новизна и практическая ценность работы.
В первой главе дается краткий обзор области применения конструкционных чугунов и углеродистых сталей, способов их выплавки и модифицирования в условиях предприятий с неполным металлургическим циклом. Обозначены параметры качества сплавов, зависящие от правильности и полноты протекания металлургических процессов в условиях индукционной плавки при использовании различных шихтовых материалов. Приведена систематизация современных научных представлений о металлургической наследственности сплавов и её влияния на качество металлопродукции. В конце главы сформулированы цели и задачи исследования.
На предприятиях с неполным металлургическим циклом черные сплавы выплавляются в электропечах, при этом одним из наиболее перспективных плавильных агрегатов, ввиду легкости обслуживания, точности управления температурой, возможности работы в режиме миксирования, но и особо требовательным к качеству шихтовых материалов, является индукционная сталеплавильная печь. Важным технологическим приемом выплавки качественных сплавов в индукционных печах является использование режимов термовременной обработки (ТВО). Проведение эффективных металлургических операций, наряду с внепечным модифицированием расплавов, позволяет существенно улучшить качество сплавов в заготовках.
Показано, что имеются теоретические предпосылки для организации технологии выплавки стали с периодом окисления элементов и возможностью удаления части микроэлементов. В производстве для этих целей используется дорогостоящая основная футеровка, стойкость которой не превышает 5-10 плавок. Результаты современных исследований по использованию нейтральных футеровок для выплавки стали с окислением в периодических изданиях не представлены. Выплавка конструкционных чугунов осуществляется, как правило, на форсированных температурных режимах в печах с кислой футеровкой, с использованием твердых шлакообразующих смесей на основе Al2O3 и SiO2. Стойкость футеровок составляет не более 100 плавок. Понятие «качество сплавов» в современной металлургии определяется не только марочным химическим составом согласно действующей документации, но и концентрацией микроэлементов, растворенных газов и неметаллических включений, влияющих на процесс кристаллизации расплавов.
Согласно литературным данным, качество сплавов зависит не только от совершенства существующих металлургических технологий, но и от явления металлургической наследственности сплавов, которое также оказывает сильное воздействие на процессы кристаллизации, что наиболее характерно для расплавов индукционной плавки. Механизм и физическая сущность наследственности сплавов до сих пор окончательно не раскрыты.
Вторая глава представлена результатами анализа и теоретических исследований металлургической наследственности и физико-химических особенностей технологий выплавки сплавов в индукционных сталеплавильных печах с различной футеровкой.
При содержании углерода более 0,3% и температурах перегрева в пределах от 1550 до 18000С существует большая вероятность сохранения в расплаве г.ц.к. - подобной структуры ближнего порядка. Согласно квазиполикристаллической теории жидких металлов, элементами г.ц.к. - подобной структуры ближнего порядка расплавов являются устойчивые кластеры химических элементов.
Предложено для идентификации наследственных структур сплавов использовать фрактально-кластерную модель структур, согласно которой кластерные образования в сплавах обладают свойством масштабного самоподобия, а в ряде масштабов - иерархичностью строения. Основным свойством фрактального кластера является соответствие между размером, размерностью и числом частиц в агрегации, что характерно и для «наследуемых» типов структур в первично кристаллизованных сплавах.
Показано, что наследуемыми свойствами основных шихтовых материалов могут быть особенности строения макроструктуры (спелеобразный графит, дендриты и т.д.) и газонасыщенность доменных чушковых чугунов, а также общее и видовое содержание микроэлементов в шихтовых материалах.
Вскрыто, что главнейшей задачей режимов индукционной плавки является не только гомогенизация расплава по составу и температуре, активизация растворения и взаимодействия компонентов шлака и металла, но и «упорядочивание» его структуры в различных микрообластях ванны, что в основном ограничивается стойкостью используемых футеровок. В противном случае сохраняется высокая вероятность наследования свойств шихтовых материалов получаемыми сплавами. При этом в производственных условиях не всегда возможно организовать такую технологию выплавки, которая бы обеспечивала стабильное получение сплавов с заданными параметрами качества из любых шихтовых материалов. Поэтому первым этапом экспериментальной разработки технологии выплавки должно быть исследование качества наиболее часто используемых шихтовых материалов и выбор рационального состава шихты. Вторым важным этапом является определение влияния температурного режима плавок и типа доменных чугунов на качество выплавляемых сплавов. Вместе с этим исследование и организация эффективных температурно-шлаковых режимов позволит стабилизировать основные окислительно-восстановительные реакции процесса выплавки и рафинировать расплавы от газов и неметаллических включений.
Третья глава посвящена материалам, оборудованию, описанию проведения экспериментальных плавок и методикам исследования качества шихтовых материалов в лабораторных и производственных условиях.
Существующие методики оценки качества шихтовых материалов, используемые при входном контроле на действующих предприятиях, страдают главным недостатком: большая длительность анализа состава материалов, обусловленная использованием физико-химических методов анализа, при сравнительно небольшом диапазоне исследуемых элементов: C, Si, Mn, Cr, Ni, S и P. Разработана и апробированная методика ускоренного исследования качества материалов, основные стадии которой представлены в табл. 1.
Сравнение методик исследования качества шихтовых материалов
Таблица 1
| № п/п | Основные стадии исследования | |
| Разработанная (длительность: сутки) | Существующая (длительность: двое суток) | |
| 1 | Отбор проб (54-60 кг/72 т). Визуальный контроль | Отбор проб (25-36 кг/72 т). Визуальный контроль |
| 2 | Вырезка темплетов (3,0-3,5 кг). Визуальный и металлографический контроль | Измельчение материала (0,2-0,3 кг) |
| 3 | Измельчение темплетов, формирование выборки (0,4-0,5) кг | Формирование навески (0,02кг) |
| 4 | Переплав в герметизированном тигле | Физико-химический анализ (С, Si, Mn, Сr, S, P) |
| 5 | Заливка и подготовка кокильной пробы | - |
| 6 | Спектральный анализ до 24 элементов | - |
Экспресс-анализ химического состава сплавов контролировали на оптико-эмиссионном спектрометре «ARL - 3460», механические свойства определяли на твердомерах марок ТК-2М (ТШ-2М) и на разрывных машинах ГМС20 и М50КТ. Исследование структур осуществляли с помощью оптического микроскопа «Olimpus» GX51 с программным обеспечением «Siams 700», анализ кристаллизации осуществлялся в программном комплексе «LVM Flow».
В четвертой главе представлены результаты экспериментальных исследований качества используемых шихтовых материалов и температурно-шлаковых режимов плавок чугунов и стали в индукционных сталеплавильных печах.
С помощью разработанной методики исследования качества шихтовых материалов установлено содержание вредных микроэлементов в доменных чушковых чугунах ведущих предприятий-поставщиков центрального федерального округа (от 0,025 до 0,034%) и стальном углеродистом ломе категории 1А (от 0,016 до 0,023%). Наименьшее содержание микроэлементов обнаружено в марках Л5, ЛР6 и ПЛ1 (рис. 1: ОАО «ЛМЗ Свободный Сокол» - ЛМЗ, ОАО «Косогорский металлургический завод» - КМЗ, АК «Тулачермет» - ТЧМ).

Рис.1. Видовое распределение микроэлементов в чугунах
Эти чугуны можно рекомендовать для выплавки высококачественных чугунов и сталей в индукционных печах, что и определило их дальнейшее использование в экспериментальных плавках. Показано, что для получения в готовой стали концентраций микроэлементов на уровне 0,010-0,012% необходимо, чтобы в шихте, при условии полного удаления Pb и частичного удаления Ti, V, их содержание составляло не более чем 0,020%, что возможно только при комбинировании лома прокатных профилей с ломом металлоконструкций в отношении не более чем 1:2.
Исходя из систематизации научных представлений о механизмах и видах металлургической наследственности, некоторые температурные режимы выплавки при определенном составе шихтовых материалов могут приводить к возникновению неравновесных структур в выплавляемых сплавах, которые снижают их механические свойства. Для детальных исследований склонности расплавов к дендритной сегрегации в зависимости от вида шихтовых материалов были проведены серии экспериментальных плавок. Установлено, что склонность углеродистых расплавов к кристаллизации по дендритному механизму определяется не только его химическим составом, но зависит и от типа переплавляемых доменных чугунов. По результатам металлографического анализа дендритов предложена модель расчета фрактальной размерности (D), отличающаяся от классической Мандельброта тем, что трудно рассчитываемая величина N заменяется на величину [(Sден.)/2, достоверно определяемую в комплексе «Siams 700»:
D = lg(Pден.)/lg(2Nпол.), где Nпол. [(Sден.)/2], (1)
где Nпол. - количество полигонических зерен составляющих оси дендрита, Sден. и Pден. – соответственно, площадь (мкм2) и периметр (мкм) включения.
Результаты анализа морфологии представлены в табл. 2.
Количественные характеристики дендритов*
Таблица 2
| № | Sден., мкм2 | Pден., мкм | Nпол. | (Sден.)/2 | D (N), урав. 1 | Температура перегрева, 0С |
| Конструкционный серый чугун | ||||||
| 1 | 1366 | 189 | 17 | 18,50 | 1,49 | 1300-1350 |
| 2 | 17937 | 1652 | 105 | 66,96 | 1,50 | |
| 3 | 12217 | 3582 | 59 | 55,30 | 1,72 | 1350-1500 |
| 4 | 6540 | 1896 | 32 | 40,40 | 1,81 | |
| 6 | 2648 | 1385 | 24 | 25,70 | 1,87 | 1550-1650 |
| 7 | 6160 | 2430 | 42 | 39,20 | 1,76 | |
| Углеродистая сталь | ||||||
| 8 | 25880 | 5852 | 125 | 80,44 | 1,40 | 1550-1650 |
* средние значения по 10 измерениям (полям зрения)
Дендритные структуры, кристаллизующиеся при скоростях охлаждения расплавов от 10 до 300С/с обладают дробной фрактальной размерностью от 1,49 до 1,87, что может служить косвенным доказательством их кластерной природы. Развитая дендритная сегрегация наблюдается в пробах кристаллизованных сплавов полученных из белых доменных чушковых чугунов, которые имеют в своей структуре дендритные кристаллы и не имеют структурно-свободного углерода в форме графита. С повышением температуры выдержки таких расплавов возрастает их склонность к кристаллизации по дендритному механизму (табл. 2). Сохранение склонности расплавов к определенному типу структурообразования можно назвать «дендритной (структурной) наследственностью» шихтовых материалов.
Таким образом, при использовании в шихте передельных (ледебуритных - белых) доменных чугунов, выгодно отличающихся более низким содержанием S, температура перегрева и выдержки расплава должна быть достаточной для гомогенизации ванны по химическому составу, но не должна превышать 15500С, так как кристаллизующиеся при данном перегреве дендриты обладают высоким отношением периметра к площади (большой фрактальной размерностью D 1,76). Согласно литературным данным, это может приводить к существенному снижению механических и прочих свойств сплавов.
Вторым важным этапом разработки технологий является исследование составов шлакообразующих смесей и температурных режимов плавок. Для подбора ТШС необходимого состава было произведены плавки на ИСТ-0,16 с кислой футеровкой с использованием различных смесей, по режиму: «нагрев расплава до 14000С - скачивание первичного шлака - ввод состава на «зеркало» металла - нагрев до температуры 16000С». Результаты представлены в табл. 3.
Исследование составов ТШС на кислых футеровках
Таблица 3
| № | Состав | Свойства* |
| 1 | 55% SiO2, 40% Al2O3, 5% CaO | Удовлетворительная текучесть |
| 2 | 60% SiO2, 40% Al2O3 | Шлак «комкуется» до температуры 16000С |
| 3 | 50% SiO2, 35% Al2O3, 15% CaO | Удовлетворительная текучесть, сильный прогар футеровки |
*визуально
Выбор режимов плавок, в которых бы учитывались «наследственные» и технологические свойства шихты с учетом обзором и проведенных исследований, должен осуществляться исходя из следующих предпосылок:
1) относительно низкая температура миксирования (для чугунов - около 14000С, для углеродистых сталей - около 15500С) не обеспечивает необходимую степень удаления газов и неметаллических включений в шлак, но способствует сохранению высокой стойкости футеровок (для кислых - не менее 100 плавок); при этом расплавы имеют приемлемую склонность к дендритной сегрегации;
2) относительно высокая температура миксирования (для чугунов - около 15500С, для углеродистых сталей - около 16500С) повышает жидкоподвижность кислых шлаков, уменьшает вязкость расплавов, но существенно снижает стойкость футеровки (вплоть до аварийного выпуска плавки) и увеличивает их склонность к сегрегации.
Таким образом, необходимо выбирать некоторый «комбинированный» режим – термовременная обработка расплавов. Поэтому в дальнейших исследованиях сравнивались две различные технологии выплавки:
1) действующая - с форсированным режимом нагрева и одним режимом миксирования, с использованием в качестве ТШС сухого кварцевого песка в количестве 6,5-7 кг/т. Энергозатраты составили 560-590 кВтч/т;
2) экспериментальная – с тремя режимами миксирования (ТВО), с использованием в качестве ТШС смеси боя шамотного кирпича и извести в отношении 9,5:0,5 (52% SiO2, 38% Al2O3 и 5% CaO) в том же количестве. Энергозатраты составили 580-600 кВтч/т.
Температурные режимы плавок указаны на рис. 2.
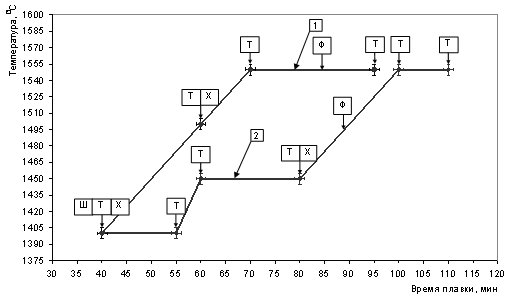
Рис. 2. Режимы плавок: 1 – действующий (форсированный) режим; 2 – экспериментальный режим. Вертикальными стрелками обозначены технологические операции: «Ш» - скачивание первичного шлака и ввод ТШС, «Т» - замер температуры, «Х» - отбор пробы на химический состав, «Ф» - ввод ферросплавов для корректировки состава
Назначение периодов миксирования в следующем. В первый период миксирования происходит окисление Si, Mn и Fe, в результате этих процессов шлакообразующая смесь насыщается соответствующими оксидами, начинается процесс шлакообразования. Второй период характеризуется наличием жидкоподвижного шлака, постепенным развитием реакций восстановления оксидов, всплытием неметаллических включений и удалением растворенных газов вследствие эффекта «барботажа» расплава пузырьками {СО}. При наличии жидкотекучего шлака углерод расходуется на восстановление марганца и железа по известным уравнениям:
(FeO) + [С] {CO} + Feж, GFeO = -100,75 – 0,093T, (2)
(MnO) + [С] {CO} + [Mn], GMnO = 270,94 – 0,17T, (3)
Третий период необходим для выравнивания химического состава и температуры расплава перед выпуском плавки. В результате поверхностно-активный углерод на границе раздела «металл-шлак» в большей степени расходуется не на восстановление SiO2 из шлака и футеровки шлакового пояса печи, а на восстановление марганца и железа, что в массовом эквиваленте снижает степень его окисления (табл. 4).
Окисление элементов в плавках различных технологий (% масс.)
Таблица 4
| Технология выплавки | Содержание элементов | Температура отбора пробы, 0С | ||
| С | Si* | Mn | ||
| Экспериментальная | 3,70 | 1,90 | 0,55 | 1400 |
| 3,52 | 2,05 | 0,53 | 1450 | |
| Действующая | 3,70 | 1,90 | 0,55 | 1400 |
| 3,48 | 2,15 | 0,51 | 1550 | |
*«пригар» кремния
Для кислых процессов при температуре расплава выше 14000С характерно протекание тигельной реакции:
(SiO2) + 2[С] [Si] + 2{CO}, G SiО2 = -357,71 + 0,128T, (4)
Развитие реакции определяет конечное содержание углерода и кремния. Усреднение ванны по химическому составу и температуре, а также приведение основных химических взаимодействий в состояние близкое к динамическому равновесию во время второго периода миксирования обеспечивают нормальный ход процесса выплавки, выражающийся в снижении и стабилизации изменения концентраций основных элементов – C и Si (рис. 3 а, б). Увеличение корреляционной связи параметров «С - Si» говорит о повышении воспроизводимости результатов Сср = f(Sicр) в экспериментальных плавках, что можно расценивать как увеличение эффективности управления технологическим процессом. Значительно больший прирост содержания Si в чугуне можно объяснить его восстановлением из футеровки печи, что подтверждается практикой: при форсированном режиме выплавки стойкость кислой футеровки не превышает 100 плавок, тогда как согласно паспортным данным, она должна составлять не менее 150 плавок.
![а) (29 плавок) б) (32 плавки) Связь концентраций [C] и [Si]: -2](/images1/412948/a-29-plavok-b-32-plavki-svyaz-konc.jpg)
а) (29 плавок)
![б) (32 плавки) Связь концентраций [C] и [Si]: а)-3](/images1/412948/b-32-plavki-svyaz-koncentraciy-c.jpg)
б) (32 плавки)
Рис. 3. Связь концентраций [C] и [Si]:
а) экспериментальная, б) действующая технология
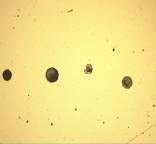
Это подтверждается и тем, что состав шлаков отобранных перед выпуском плавок при использовании различных температурных режимов значительно отличается содержанием SiO2 и оксидов Mn и Fe (табл. 5). Также установлено, что использование форсированного температурного режима с образованием «фаялитного» кислого шлака также приводит к повышенной газонасыщенности и появлению крупных неметаллических включений (рис. 4).
Состав шлаков перед выпуском в плавках различных технологий*
Таблица 5
| Технология выплавки | Содержание оксидов, % (масс.) | Масса, кг | |||
| (FexOу+MnO) | SiO2 | Al2O3 | CaO | ||
| Экспериментальная | 25,7-32,0 | 35,6-40,0 | 15,0-20,0 | 2,0-3,0 | 7,20 |
| Действующая | 38,0-42,0 | 60,0-62,5 | 5,0-5,5 | - | 8,50 |
*при скачивании шлака использовался коагулянт «REMMOS100G»



а) трав., (х100) б) (х500) в) (х50)
Рис. 4. Включения в выплавленных чугунах: а) газовая раковина,
б) сульфиды, в) шлаковая раковина
Удаления микроэлементов, как при форсированном, так и при экспериментальном режиме выплавки, практически не происходит: наблюдалось незначительное колебание концентраций на границе погрешности методики. Анализ проб на содержание ванадия, титана, мышьяка и свинца, перед выпуском плавки, показывает лишь снижение концентрации последнего элемента до содержания 0,001%.
Принципиальное отличие технологии выплавки стали от технологии выплавки чугунов в проведении периода окисления элементов и рафинирования расплава от растворенных газов и неметаллических включений. Главными удаляемыми элементами, с учетом проведенного анализа стального лома, являются углерод, кремний и сера. Были проведены экспериментальные плавки стали 30 в ИСТ-1.0 с нейтральной футеровкой. В качестве окислителя применялась кузнечная окалина, для раскисления использовался технический алюминий (АВ97) в количестве 0,12-0,15 кг/т. Использовался отработанный на выплавке чугунов метод трех режимов миксирования. Для выбора необходимого ТШС были использованы составы табл. 3: №1 (55% SiO2, 40% Al2O3, 5% CaO – 1 плавка) и №3 (50% SiO2, 35% Al2O3, 15% CaO - 4 плавки) в количестве 5 кг/ т стали. Шлаки обоих смесей показали удовлетворительную текучесть при температурах от 1550 до 16500С, но ТШС состава №1, ввиду малого количества CaO, не обеспечивает необходимую степень ассимиляции неметаллических включений, что было установлено в ходе металлографического анализа темплетов клиновых проб металла отобранных перед выпуском плавки (рис. 5).


а) (х500) б) (х1000) в) (х500)
Рис. 5. Включения в выплавленной стали: а) вюстит,
б) алюминосиликаты, в) газовая пористость
Средние скорости окисления элементов расплава представлены на рис. 6.

Рис. 6. Кинетика поведения элементов в период выплавки (S%, P% x10)
Необходимо отметить, что изменение содержания P и Mn подчиняется термодинамическим особенностям шлакового режима: при вводе окислителя их концентрации сначала снижаются, а через 30-35 минут, после ввода ферросплавов и окончания периода «кипения», вновь возрастают (рис.7).

Рис. 7. Динамика поведения элементов в период выплавки (S%, P% x10)
При химическом анализе проб металла установлено, что происходит удаление некоторых «наследственных» микроэлементов после ввода окислителя, при этом не удаляется As, а Pb удаляется в процессе нагрева и расплавления шихты (табл. 6).
Изменение содержания микроэлементов (% масс.)
Таблица 6
| Место замера | Ti | V | As | Pb |
| Шихта (расчет) | 0,009 | 0,004 | 0,008 | 0,002 |
| Первая проба (16000С) | 0,008 | 0,004 | 0,007 | 0,0005 |
| Вторая проба (16500С) | 0,006 | 0,003 | 0,008 | 0,0005 |
В пятой главе представлены результаты опытно-промышленных испытаний технологии выплавки чугунов и стали в индукционных сталеплавильных печах, приведены ее основные контролируемые параметры для промышленного производства сплавов.
Испытания технологии осуществлялась в условиях ООО «ЛеМаЗ»: в период с января 2006г. по декабрь 2007г. произведено 530 плавок высоколегированного чугуна «нирезист». Необходимо отметить, что, как и в полученных выше результатах, в опытно-промышленных испытаниях наблюдалось снижение степени окисления C и Mn, а также восстановления Si из футеровки печи. За период испытания технологии повышены качественные характеристики чугуна «нирезист»: повышены механические свойства, уменьшено количество газоусадочных дефектов с 22,90 до 7,05% (табл. 7).
Сравнительные показатели технологий выплавки чугунов
Таблица 7
| Показатели | Технологии выплавки | |
| Действующая | Экспериментальная | |
| Длительность плавки, мин | 92-94 | 110-112 |
| Расход энергии, кВтч/т | 560-590 | 580-600 |
| Степень окисления и восстановления элементов, %: С Si Mn | 5,9 13,1 8,0 | 4,90 7,80 13,10 |
| Средняя стойкость футеровки, пл. | 88 | 115 |
| Качество сплавов: - критерий «структура» (техн. пробы, заготовки) - критерий «свойства»: (техн. пробы) твердость, НВ сопротивление разрыву, МПа | Наличие газоусадочных и шлаковых раковин, сульфидов и дендритов 170 160 | Нормальная структура, отсутствие дефектов 155 185 |
Показатели технологий выплавки углеродистой стали, согласно литературным данным и проведенным испытаниям, представлены в табл. 8.
Сравнительные показатели технологий выплавки углеродистой стали
Таблица 8
| Показатели | Технологии выплавки | |
| Существующая | Экспериментальная | |
| Длительность плавки, мин | 95-100 | 117-119 |
| Расход энергии, кВтч/т | ~700 | 650-680 |
| Степень окисления элементов, %: С Si S | 67 95 60 | 33 86 33 |
| Стойкость футеровки, пл. | до 10 | 22 |
| Тип футеровки | Основная | Нейтральная |
ЗАКЛЮЧЕНИЕ
- Осуществлен анализ существующих технологий выплавки сплавов в индукционных печах с использованием различных температурно-шлаковых режимов. Выполнена систематизация научных представлений о механизмах и влиянии металлургической наследственности на свойства сплавов. Экспериментально исследовано влияние типа доменных чугунов и условий кристаллизации на особенности формирования дендритной структуры; предложена математическая модель отождествления кристаллов с фрактально-кластреными агрегациями, которая подтверждена результатами экспериментальных работ. Разработана методика ускоренного исследования качества кусковых шихтовых материалов, позволяющая определять их полный химический состав и внутренние дефекты, влияющие на качество металлопродукции.
- Разработана технология выплавки углеродистой качественной стали с периодом окисления элементов и гарантированной стойкостью футеровки не менее 22 плавок, позволяющая удалять кремний на 86%, углерод и серу на 33%, что дает возможность перерабатывать стальной лом с завышенным относительно марочного состава содержанием элементов. Испытания технологии выплавки в условиях ООО «ЛеМаЗ» (Лебедянский машиностроительный завод, г. Лебедянь) в индукционных печах с нейтральной футеровкой показали высокую чистоту металла по растворенным газам и неметаллическим включениям.
- Разработана технология выплавки высококачественных конструкционных чугунов в индукционных печах с кислой футеровкой, отличающаяся использованием твердых шлакообразующих смесей и трех периодов миксирования, позволяющая снизить окисление углерода на 1,0%, марганца на 4%, восстановление кремния на 5,3%. Технология позволяет повысить качество чугуна по содержанию газов и неметаллических включений. Испытания технологии в условиях ООО «ЛеМаЗ» показали снижение окисления углерода на 1,0%, марганца на 4% и восстановления кремния на 5,3%, а также повышение стойкости футеровки на 25%. Разработанная технология повышает качественные характеристики чугуна «нирезист» после модифицирования: увеличен предел прочности (на 15,6%), снижена твердость (на 8,8%) и уменьшено количество газоусадочных дефектов (на 15,85%).
- Экспериментально установлен факт «структурной наследственности» шихтовых материалов заключающийся в увеличении склонности углеродистых расплавов к дендритной сегрегации при использовании в шихте белых доменных чугунов, которые имеют в своей структуре дендритные кристаллы и не имеют структурно-свободного углерода в форме графита. Увеличение температуры последнего периода миксирования свыше 15500С усиливает «наследственность» расплавов и, одновременно, повышает степень изрезанности поверхности кристаллизующихся дендритов.
- Дендритные структуры, кристаллизующиеся при скоростях охлаждения от 10 до 300С/с и температурах перегрева расплавов, полученных из доменных ледебуритных чугунов, от 1300 до 16000С обладают дробной фрактальной размерностью от 1,49 до 1,87 и иерархичностью внутреннего строения, что может служить косвенным доказательством их кластерной природы.
- Предложен принцип организации технологии выплавки сплавов с использованием трех периодов миксирования, заключающийся в температурно-временном разграничении протекания основных окислительных реакций с участием кремния, углерода и марганца, позволяющий наводить жидкоподвижный шлак для кислых и нейтральных футеровок печей.
- Исследованы особенности технологии выплавки сплавов в индукционных сталеплавильных печах, заключающиеся в поведении основных и «наследственных» элементов и специфических условиях шлакообразования с использованием твердых шлакообразующих смесей на основе системы оксидов «SiO2 – Al2O3 – CaO».
- Определены зависимости между качеством шихтовых материалов и технологическими параметрами выплавки сплавов, сформулированные в обязательных требованиях к параметрам материалов и технологическим режимам, которые отражены в действующих инструкциях ООО «ЛеМаЗ».
- С помощью разработанной методики исследовано предельное содержание вредных микроэлементов цветных металлов в доменных чушковых чугунах ведущих предприятий-поставщиков центрального федерального округа (от 0,025 до 0,034%) и стальном углеродистом ломе (от 0,016 до 0,023%).
Публикации в изданиях, рекомендованных ВАК РФ:
- Дубровский С.А., Шипельников А.А., Петрикин Ю.Н. Наследование структурных свойств шихтовых материалов чугунами индукционной плавки // Известия высших учебных заведений. Черная металлургия. – 2008.- №2. – С.48 - 51.
- Дубровский С.А., Шипельников А.А., Петрикин Ю.Н. Дендритная наследственность шихтовых материалов // Заготовительные производства в машиностроении. – 2008.- №2. – С.46 - 51.
- Дубровский С.А., Шипельников А.А., Роготовский А.Н. Наследственные неравновесные структуры в чугунах // Заготовительные производства в машиностроении. – 2008.- №12. – С.3 - 6.
Другие публикации:
- Дубровский С.А., Шипельников А.А., Роготовский А.Н. Поведение химических элементов при различных температурных режимах плавки // Современная металлургия начала нового тысячелетия: труды ІV международной научно-технической конференции. – Липецк: ЛГТУ, 2007. – Ч. 2. - С. 60 - 63.
- Дубровский С.А., Шипельников А.А., Роготовский А.Н. Требования к качеству шихтовых материалов и контролируемые параметры технологии устранения наследственности шихтовых материалов // Современная металлургия начала нового тысячелетия: труды V международной научно-технической конференции. – Липецк: ЛГТУ, 2008. – Ч. 1. - С. 6 - 12.
- Дубровский С.А., Шипельников А.А., Роготовский А.Н. Исследование физико-химических особенностей выплавки сплавов в индукционных печах // Славяновские чтения «Сварка – XXI век»: сборник научных трудов. 4-5 июня 2009г. – Липецк: ЛГТУ, 2009. – Кн. 1. - С. 45 - 52.
- Дубровский С. А., Шипельников А.А., Роготовский А.Н. Технология выплавки углеродистой стали в индукционных сталеплавильных печах // Вести высших учебных заведений Черноземья. – Липецк - ЛГТУ, 2009.- № 1 (15). – С.98 - 102.
- Дубровский С.А., Шипельников А.А. Исследование составов шлакообразующих смесей для кислых и нейтральных футеровок индукционных печей // Славяновские чтения «Сварка – XXI век»: сборник научных трудов. 4-5 июня 2009г.– Липецк: ЛГТУ, 2009. – Кн. 1. - С. 53 - 57.
- Дубровский С.А., Шипельников А.А., Роготовский А.Н. Кластерный механизм наследственности шихтовых материалов // Вестник ЛГТУ - ЛЭГИ. – Липецк: ЛГТУ - ЛЭГИ, 2007.- № 1 (15). – С. 42 - 46.
- Дубровский С.А., Шипельников А.А., Роготовский А.Н. Влияние технологии модифицирования на улучшение структуры чугунов // Современная металлургия начала нового тысячелетия: труды ІV международной научно-технической конференции. – Липецк: ЛГТУ, 2007. – Ч. 2. - С.55 - 59.
- Шипельников А.А., Роготовский А.Н. Практика модифицирования конструкционных чугунов // Современная металлургия начала нового тысячелетия: труды V международной научно-технической конференции. – Липецк: ЛГТУ, 2008. – Часть 1. - С. 88 - 93.
- Шипельников А.А., Дубровский С.А., Петрикин Ю.Н. Влияние технологических параметров плавки на морфологию дендритов литейных чугунов // Современная металлургия начала нового тысячелетия: труды ІІІ международной научно-технической конференции. – Липецк: ЛГТУ, 2006. – Ч. 3. - С.9 - 17.
- Дубровский С.А., Шипельников А.А., Роготовский А.Н. Методика металлургической экспертизы качества шихтовых материалов // Современная металлургия начала нового тысячелетия: труды V международной научно-технической конференции.– Липецк: ЛГТУ, 2008. – Часть 1. - С. 12 - 19.
- Шипельников А.А., Дубровский С.А., Петрикин Ю.Н. Исследование наследственности микроструктуры и анализ сопутствующих микропримесей литейных // Современная металлургия начала нового тысячелетия: труды ІІІ международной научно-технической конференции. – Липецк: ЛГТУ, 2006. – Ч. 3. - С. 18 - 28.
- Дубровский С. А., Шипельников А.А., Роготовский А.Н. Химическая наследственность шихтовых материалов // Вести высших учебных заведений Черноземья. – Липецк - ЛГТУ, 2008.- № 2 (12). – С. 79 - 83.
- Дубровский С. А., Шипельников А.А., Роготовский А.Н. Гипотеза кластерной природы наследственности шихтовых материалов в металлургии черных сплавов // Вести высших учебных заведений Черноземья. – Липецк: ЛГТУ, 2008.- № 1 (11). – С.89 - 96.
Подписано в печать ___.___.2010. Формат 84х108 1/16
Бумага офсетная. Ризография. Печ. л. 1,0. Тираж 100 экз. Заказ № ___
Бесплатно. Полиграфическое подразделение Издательства ЛГТУ. 398600, Липецк, ул. Московская, 30