

Развитие теории и разработка комплекса технологий и оборудования для лазерной обработки кварцевого стекла
На правах рукописи
Борисовский Владимир Евгеньевич
РАЗВИТИЕ ТЕОРИИ И РАЗРАБОТКА КОМПЛЕКСА ТЕХНОЛОГИЙ
И ОБОРУДОВАНИЯ ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ КВАРЦЕВОГО СТЕКЛА
Специальность 05.11.14 – Технология приборостроения
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
доктора технических наук
Москва – 2011
Работа выполнена в Московском государственном университете приборостроения и информатики
Научный консультант: доктор технических наук,
профессор КОНДРАТЕНКО
Владимир Степанович
Официальные оппоненты доктор технических наук,
профессор САГАТЕЛЯН
Гаик Рафаэлович
доктор технических наук,
профессор АСТАХОВ
Владимир Петрович
доктор физ.- мат. наук,
профессор МАТВЕЕВ
Юрий Александрович
Ведущая организация: ОАО «Лыткаринский завод оптического стекла» (г. Лыткарино Московской области)
Защита состоится 25 октября 2011 года в зале Советов в 12 часов на заседании диссертационного Совета Д212.119.01 при Московском государственном университете приборостроения и информатики по адресу: 107846, г. Москва, ул. Стромынка, 20.
С диссертацией можно ознакомиться в библиотеке МГУПИ.
Отзывы и замечания в одном экземпляре, заверенные печатью, просим направлять по адресу: 107846, г. Москва, ул. Стромынка, 20, Ученый Совет.
Автореферат разослан 10 июня 2011 года
Ученый секретарь диссертационного
Совета, д. т. н., профессор В. В. Филинов
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность темы. Работа посвящена решению важной проблемы в области производства современных приборов микро - и оптоэлектроники – разработке лазерных технологий прецизионной обработки изделий из кварцевого стекла.
Лазерная технология получила широкое распространение в производстве различных оптических и электронных приборов. Уникальные свойства лазерного излучения позволяют эффективно использовать его для высокоточной размерной резки, прошивки микроотверстий, маркировки, сварки и других технологических процессов.
Традиционные методы обработки кварцевого стекла основываются на применении для сварки газовой горелки, для резки на применении алмазного инструмента, гидроабразивной струёй или применении лазерного излучения для резки в режиме испарения материала.
К основным недостаткам таких технологий следует отнести:
- сложность, а зачастую невозможность изготовления высокоточных сложных изделий из кварцевого стекла из-за того, что традиционные технологии в ряде случаев достигли пределов своих технологических возможностей;
- трудность получения высокой точности изделий сложной формы;
- необходимость проведения дополнительных операций обработки изготовленного изделия с целью снятия остаточных напряжений или доводки формы;
- низкая производительность процесса, связанная с применением на многих операциях ручного труда;
- низкая культура производства, характеризуемая малой степенью
автоматизации процессов;
- большой расход материала при обработке кварцевого стекла, а также используемых при обработке материалов.
Основы метода лазерного управляемого термораскалывания (ЛУТ) хрупких материалов и способ лазерной сварки в режиме глубокого проплавления стекла были разработаны в 80-е годы профессором Кондратенко В.С., однако для широкого применения этих технологий в промышленности необходимо разработать математические модели, позволяющие установить взаимосвязь и оптимизировать эти процессы в едином технологическом комплексе.
Актуальность настоящей работы основана на возросшем требовании к точности и качеству изделий из кварцевого стекла, необходимостью комплексной разработки новых методов прецизионного изготовления деталей из кварцевого стекла и их соединения в монолитные изделия лазерной сваркой с глубоким проплавлением.
Целью работы является разработка комплекса технологий управляемого лазерного термораскалывания, обработки кромки изделий и сварки в режиме глубокого проплавления.
Решение поставленной цели включает следующие основные задачи:
- создание новых математических моделей, более подробно описывающих физические процессы технологий лазерной обработки кварцевого стекла;
- экспериментальное исследование и выбор оптимальных режимов лазерной обработки кварцевого стекла;
- разработка концепции создания специализированного оборудования для основных технологических процессов лазерной обработки кварцевого стекла;
Научная новизна работы состоит в том, что разработаны новые направления лазерных технологий обработки кварцевого стекла: управляемое лазерное термораскалывание, лазерная обработка кромки изделий и сварка в режиме глубокого проплавления.
В диссертационной работе исследованы и проанализированы результаты различных методов и технологий обработки изделий из кварцевого стекла.
Определены оптимальные режимы прецизионной размерной резки изделий из кварцевого стекла методом ЛУТ.
Экспериментально установлена взаимосвязь между основными параметрами процесса лазерной сварки кварцевого стекла в режиме глубокого проплавления.
Разработаны новые математические модели, описывающие физические процессы технологий лазерной обработки кварцевого стекла. Решена задача термоупругости, объясняющая механизм продвижения трещины при термораскалывании стекла. Разработана новая математическая модель, описывающая распределение температуры при лазерной сварке кварцевого стекла.
Получены и обоснованы основные механизмы, определяющие технологический диапазон параметров лазерной обработки кварцевого стекла.
Разработаны основные принципы конструирования специализированного оборудования для лазерной обработки изделий из кварцевого стекла. Для технологического СО2 лазера предложен и реализован асферический резонатор. Лазер с таким резонатором обеспечивает параметры излучения, требуемые в лазерных технологиях обработки кварцевого стекла.
Практическая значимость. Исследования по теме диссертации связаны с решением практических задач в приборостроении и в ряде других областей промышленности и техники. Практическая ценность данной работы подтверждена актами внедрения результатов работы на отечественных и зарубежных предприятиях.
Результаты проведенных исследований показали, что применение лазерных технологий обработки изделий из кварцевого стекла позволяет по технико-экономическим показателям заметно повысить уровень разрабатываемых устройств.
Реализация и внедрение результатов работы.
Разработанные технологии лазерной обработки кварцевого стекла и специализированное оборудование применены в ряде предприятий:
- технология лазерной резки и сварки кварцевого стекла внедрена в проблемной лаборатории МГУПИ и ОАО «МЗ «Сапфир» при изготовлении установок, используемых в учебном процессе кафедры ПР-6 МГУПИ и изготовлении различных изделий из кварцевого стекла;
- технология обработки кварцевых подложек, используемых в производстве IR – фильтров, в фирме “Yu Xing Technology Inc.” (Тайвань);
- технология лазерного управляемого термораскалывания кварцевого стекла используется компанией “Foxconn Technology Group Ltd.” (Тайвань) при изготовления фотошаблонных заготовок;
- технология обработки оптических деталей из кварцевого стекла в ОАО «Геофизика-Космос» (г. Москва);
- технология лазерной сварки оптических кварцевых окон к трубкам внедрена при изготовлении установок, работающих при высокой температуре и высоком давлении в Физическом институте РАН (г. Москва).
Апробация работы. Основные результаты диссертационной работы докладывались:
-на Всесоюзном научно-техническом семинаре "Лазерная технология в приборостроении" (г. Рига, 1985),
- на Всесоюзной конференции "Применение лазеров в народном хозяйст-ве", (г. Звенигород, 1985),
- на Всесоюзной конференции "Применение лазеров в народном хозяйст-ве", (г. Шатура, 1989),
на VII Международной научно-практической конференции «Фундамен- тальные и прикладные проблемы приборостроения, информатики, экономики и права». (г. Сочи, 2004),
- на Международной научно-технической конференции «Информацион- ные технологии и моделирование приборов и тех процессов в целях обеспече- ния качества и надёжности», (г. Тунис, 2005),
- на Международной научно-технической конференции «Стеклопрогресс - XXI» (г. Саратов, 2006)
- на Международной научно-технической конференции «Информацион-ные технологии в науке, технике и образовании», (г. хургада,Египет, 2006),
- на Юбилейной Х Международной научно-практической конференции «Фундаментальные и прикладные проблемы», приборостроения, информатики и экономики» М.,МГУПИ, 2007,
- на Международной научно-технической конференции «Стеклопрогресс - XXI» (г. Саратов, 2008)
- на Международной научно-технической конференции «Информацион-ные технологии в науке, технике и образовании» (г.Хаммамет, Тунис, 2008)
-на Международной научно-технической конференции «Информацион-ные технологии в науке, технике и образовании» (г. Таба, Египет, 2009)
- на Международной научно-технической конференции «Стеклопрогресс - XXI» (г. Саратов, 2010),
а также на семинарах и научных конференциях НИИ технического стекла, Саратовского института стекла, Московского государственного университета приборостроения и информатики, ОАО «Московский завод «Сапфир».
На защиту выносятся следующие положения:
- новые принципы в подходе к созданию комплексной высокоэффективной технологии высокоточной обработки изделий из кварцевого стекла, базирующиеся на технологии прецизионной резки методом лазерного управляемого термораскалывания, лазерного притупления кромок изделий и лазерной сварки в режиме глубокого проплавления;
- математические модели процессов обработки кварцевого стекла: лазерной сварки в режиме глубокого проплавления, управляемого лазерного термораскалывания и лазерной обработки кромки изделий;
- результаты исследований влияния основных параметров лазерного излучения на скорость сварки и глубину проплавления кварцевого стекла;
- оптимальные технологические режимы и технология лазерной сварки кварцевого стекла в режиме глубокого проплавления;
- результаты анализа и исследований процесса лазерного управляемого термораскалывания кварцевого стекла с подачей хладагента и без подачи хладагента;
- особенности процессов лазерного управляемого термораскалывания кварцевого стекла и лазерной обработки кромки изделий из кварцевого стекла;
- специальное технологическое оборудование для новых направлений лазерной обработки изделий из кварцевого стекла.
Публикации. По материалам работы опубликовано 48 научных работ, в том числе, 14 статей опубликованных в научных журналах, в 2 монографиях, в описаниях к 2 авторским свидетельствам СССР на изобретения и 8 патентам США, в 14 опубликованных тезисах докладов на Международных конференциях. Всего в списке научных трудов 106 работ.
Личный вклад автора. Все результаты, составляющие основное содержание диссертации получены автором самостоятельно. Во всех совместных публикациях автором сформулированы постановка задачи и метод ее решения.
Объём и структура работы. Диссертация состоит из введения, двух разделов, 7 глав, заключения, списка литературы и приложений. Она содержит 174 страниц, включая 63 рисунка, 6 таблиц и список литературы из 102 наименований цитируемой литературы.
Введение
Показана актуальность выбранной темы исследований по разработке новых направлений высокоэффективной обработки изделий из кварцевого стекла.
Сформулирована цель работы и поставлены основные задачи, указана научная новизна и практическая ценность работы. Приведены основные научные и практические положения, выносимые на защиту.
Раздел I ЛАЗЕРНАЯ РЕЗКА КВАРЦЕВОГО СТЕКЛА.
1 Ведение,
Приведен аналитический обзор существующих лазерных технологий резки кварцевого стекла.
В результате выполненного анализа в связи с поставленной задачей диссертационных исследований сделаны следующие выводы:
- методы лазерной и газолазерной резки стекла требуют больших энергетических затрат;
- лазерное скрайбирование не обеспечивает высокого качества кромки стеклянных изделий за счет наличия большого количества микротрещин и не приемлемо для резки стекла толщиной более 3 мм;
- метод сквозного лазерного термораскалывания из-за низких основных технологических параметров: производительности и точности размерной резки не может найти широкого практического применения в промышленном производстве;
- метод лазерного управляемого термораскалывания стекла является наиболее эффективным и перспективным из всех известных методов лазерной размерной резки.
Сущность метода лазерного управляемого термораскалывания (ЛУТ) заключается в нагревании поверхности хрупкого непрозрачного материала
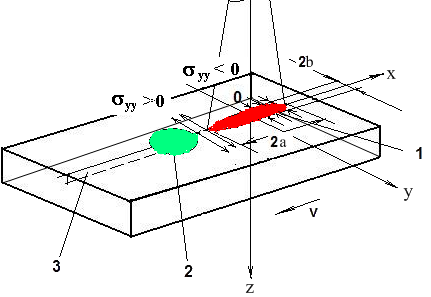
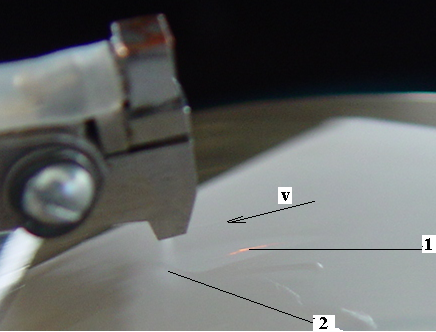
Рисунок 1 - Схема и фотография процесса лазерного управляемого термораскалывания.
лазерным излучением, как правило, имеющим форму эллиптического пучка (1) размерами 2a х 2b, вытянутого вдоль направления движения Х, и в последующем охлаждении зоны нагрева с помощью хладагента (2), например, воздушно - водяной струи.
При подаче вслед за лазерным пучком 1 хладагента 2 на фронте кипения происходит резкое локальное охлаждение поверхности материала в месте подачи хладагента. Создаваемый градиент температур приводит к возникновению в поверхностных слоях материала напряжений растяжения (yy >0), которые обеспечивают продвижение трещины (3).
«… следует отметить, что методом ЛУТ можно осуществлять разделение почти всех хрупких материалов (алюмооксидной керамики, ферритов, монокристаллического кварца, сапфира, силикатных стекол) за исключением плавленого кварца, так как его слабое тепловое расширение не обеспечивает возникновение достаточных термонапряжений Мачука Г.А и Lamly R.H. at all.»
Однако Кондратенко В.С. в своих работах показал, что метод ЛУТ применим и для кварцевого стекла.
2 Математическая модель ЛУТ кварцевого стекла
В этом параграфе рассмотрены основные особенности механизма управляемого термораскалывания. Отмечена роль теплоотдачи при кипении хладагента, направляемого вслед за нагревом лазерным пучком.
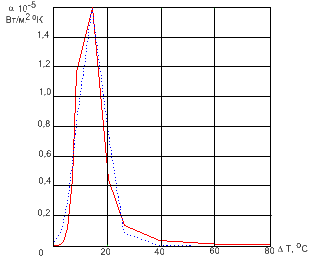
Рисунок 2 - Зависимость коэффициента теплоотдачи от превышения температуры, охлаждаемой поверхности температуры кипения воды Т=T-Tb. плошная линия – экспериментальные значения, точечная линия – расчет по формуле (3).
В расчетах теплоотдача при кипении хладагента апроксимировалась экспоненциальной зависимостью, учитывающей протяженность фронта кипения.
(T) = m exp(-4(T – Tb)2/ T2),
где - m = 1.6 105 [Вт/(м2 oK)];
T = 14 [oC].
2.1. Задача термоупругости ЛУТ пластины
При рассмотрении термоупругого равновесия тонкой пластины, нагреваемой лазерным излучением и охлаждаемой вслед за пучком хладагентом, можно считать распределение температуры по толщине пластины однородным, а неоднородности зависят только от координат (x, y). В этом случае реализуется плоское напряженное состояние.
Для двумерного случая (x, y) уравнения совместности запишутся:
 , (1)
, (1)
![]() (2)
(2)
 (3)
(3)
уравнения равновесия
![]() (4)
(4)
![]() (5)
(5)
и граничные условия
![]() ; (6)
; (6)
![]() ,
,
где T - коэффициент термического расширения, Е – модуль Юнга, - коэффициент Пуассона, ij – тензор напряжений, Т(x,y,t) –распределение температуры в рассматриваемом материале, причем, для задачи упругости время t является параметром, а не переменной.
Определим функцию напряжений F(x,y) соотношениями:
![]()
![]()
![]() (7)
(7)
Тогда уравнения равновесия удовлетворяются автоматически, а уравнения совместности сведутся к уравнению:
![]()
![]()
![]() (8)
(8)
Частное решение уравнения (8) при поверхностном нагреве материала можно определить из уравнения совместности и уравнения теплопроводности в отсутствие объемных источников нагрева
![]() (9)
(9)
 (10)
(10)
Частное решение для компонент yy тензора напряжения из (9,10) запишется
 (11)
(11)
Общее решение для функции напряжения будет тождественно равно нулю, поскольку гармоническая функция на плоскости (x,y) имеющая нулевые значения на границе равна нулю во всей области внутри границы.
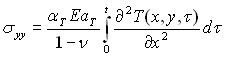
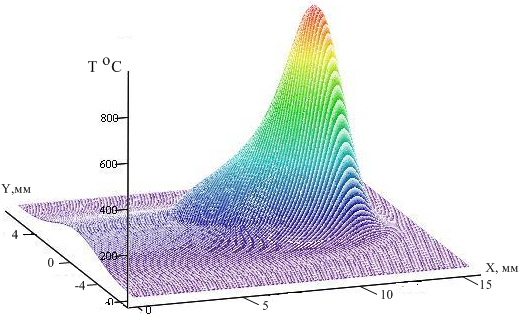
Распределения температуры, и термонапряжений, поперечных линии реза имеет вид представленный на Рис.3. Расчеты проводились для реального режима ЛУТ кварцевого стекла толщиной 5 мм со скоростью 4,5 мм/сек: диаметр пучка 4 мм, мощность лазерного излучения – 50 Вт, с подачей хладагента (графики слева) и для управляемого термораскалывания кварцевого стекла без подачи хладагента (графики справа).
В кварцевом стекле резкое охлаждение можно получить и без хладагента, за счет нагрева до высокой температуры и выбором формы пятна нагрева. Необходимый градиент температур достигается фокусировкой излучения в эллипс размером 0,5 х 10 мм2 вытянутый поперёк движения стекла.

а)
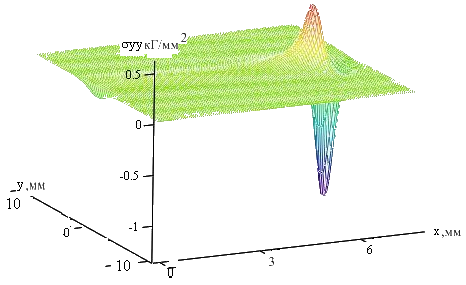
б)
Рисунок 3 - Распределение температуры (а) при нагреве пластины из кварцевого стекла лазерным пучком и охлаждении с помощью хладагента - рисунки слева и без хладагента – рисунки справа и термонапряжения yy, соответствующие этому температурному распределению (б).
В общем случае, распределенной нагрузки, когда бесконечная пластина ослаблена полубесконечной трещиной, занимающей положительную полуось х (х > 0, у = 0) и заданы компоненты напряжений y*(х, 0) и xy*(х, 0) показаны на рис. 4. Здесь предполагается, что функции y*(х, 0) и xy*(х, 0) такие, что интегралы в формулах (12) сходятся.
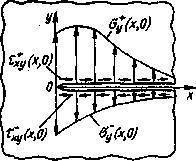
Рисунок 4 - Действие произвольной нагрузки на берегах полубесконечной трещины.
![]()
![]()
![]()
![]()
 (12)
(12)


В рассматриваемом случае нагрузка на берега трещины yy симметрична и коэффициент интенсивности напряжений определится формулой

 (13)
(13)
Для плоского напряженного состояния ![]()
![]() где, E – модуль Юнга, – удельная поверхностная энергия. Для кварцевого стекла E = 7,24 ГПа (7240 кГ/мм2); 1,75 Дж/м2; KIC 1,56 105 Н/м3/2.
где, E – модуль Юнга, – удельная поверхностная энергия. Для кварцевого стекла E = 7,24 ГПа (7240 кГ/мм2); 1,75 Дж/м2; KIC 1,56 105 Н/м3/2.
Вычисленное для условий эксперимента (см. Рис.3) значение
KI = 1,6 105 Н/м3/2 (5 кГ/ мм3/2) указывает на превышение критического значения KIC, обеспечивающее продвижение трещины.
Таким образом, поставлена и решена задача термоупругости, описывающая процесс управляемого термораскалывания, наблюдаемый экспериментально.
2.2. Модель лазерной обработки кромки пластины.
Способ притупления острых кромок изделий из стекла с помощью лазерного излучения заключается в следующем. При нагреве поверхности стекла вдоль кромки лазерным пучком с длиной волны излучения 10,6 мкм (излучение СО2-лазера), для которого стекло непрозрачно, вся энергия поглощается в тонком поверхностном слое. Дальнейшее распространение энергии лазерного излучения вглубь материала происходит за счет теплопроводности. В случае выполнения определенных условий нагрева, а именно: выбора соответствующей плотности мощности излучения, размеров и формы пучка, а также скорости относительного перемещения изделия и лазерного пучка, можно обеспечить условие, когда напряжения растяжения превысят предел прочности стекла. Это приводит в свою очередь к отделению от кромки узкой полоски стекла, за счет чего и обеспечивается притупление острой кромки пластины, т. е. образование фаски.
Далее рассмотрена задача лазерной обработки кромки пластины.
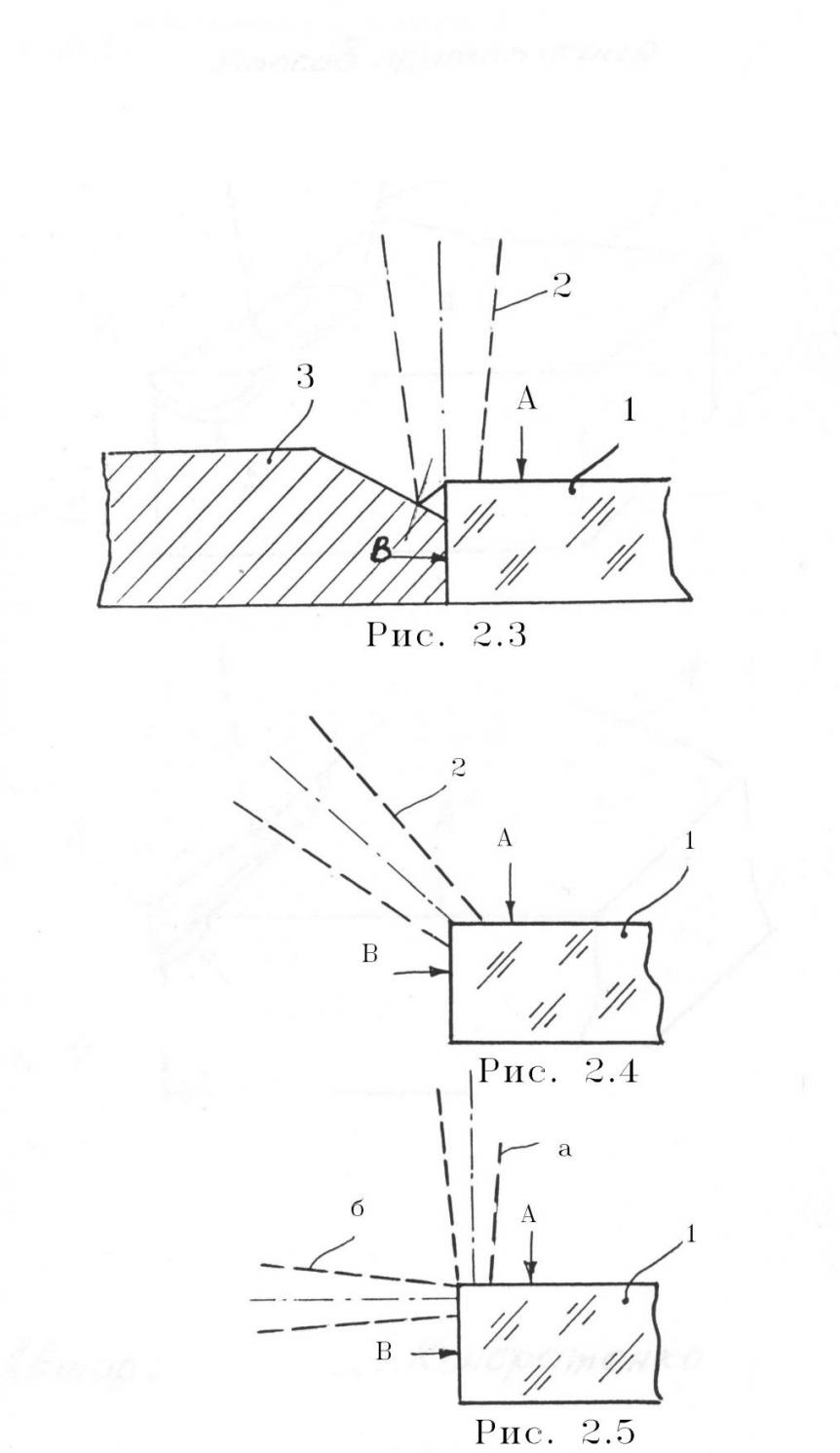
Рисунок 5 Схема нагрева поверхности кромки пластины 1 лазерным пучком 2.
Рассмотрим уравнение теплопроводности нагрева пластины по схеме приведенной выше.
 , (14)
, (14)
где, ![]() - теплоемкость, плотность, теплопроводность, коэффициент поглощения излучения лазера материала пластины, полуоси эллиптического сечения пучка лазера на поверхности пластины, мощность излучения лазера, скорость относительного перемещения соответственно.
- теплоемкость, плотность, теплопроводность, коэффициент поглощения излучения лазера материала пластины, полуоси эллиптического сечения пучка лазера на поверхности пластины, мощность излучения лазера, скорость относительного перемещения соответственно.
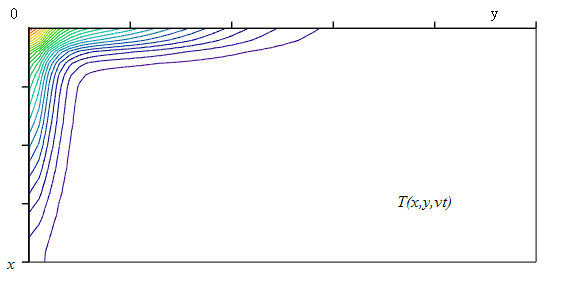
Рисунок 6 - Распределение температуры при лазерном нагреве кромки пластины (изотермы)
Для упрощения вычисления напряжений можно в некотором приближении считать, что распределение температуры симметрично относительно оси 0Z и рассматривать задачу в цилиндрических координатах. Численные расчеты показывают (Рис. 6), что отклонение от симметрии заметно только в пределах 5 градусов от боковых поверхностей в периферийной части распределения. Рассматриваемая четверть пространства, ограничена плоскостями x = 0 и y = 0 или в цилиндрических координатах (r,,z), ![]() , = 0 и = /2 и свободна от нагрузки (Xi 0).
, = 0 и = /2 и свободна от нагрузки (Xi 0).
Причина возникающих напряжений – неоднородное распределение температуры T(r,z,t). В квазистатическом рассмотрении напряжений время t является параметром, а не переменной.
Свободные границы определяют, что на границе ![]() ,
, ![]() ,
, ![]() ;
; ![]() ; и на грани
; и на грани ![]()
Уравнение равновесия в перемещениях запишется:
![]() (15)
(15)
В представлении Папковича вектор перемещения выражается через две функции скалярную и векторную:
![]() (16)
(16)
Векторная функция представляет собой ротор некоторой функции и, потому в условиях осевой симметрии будет иметь только одну составляющую. Решение задачи термоупругости для этих функций определяется решением двух эллиптических уравнений, причем в рассматриваемом случае при отсутствии объемных сил их роль выполняет градиент температуры:
![]() (17)
(17)
![]() (18)
(18)
где, ![]()
Так как распределение температуры не зависит от угла, то векторная составляющая будет гармонической функцией (т.е. ![]() ). Мы можем положить значение этой функции на границах рассматриваемой области равное нулю и тогда, эта функция будет тождественно равна нулю.
). Мы можем положить значение этой функции на границах рассматриваемой области равное нулю и тогда, эта функция будет тождественно равна нулю.
Решение уравнения (18) запишется:
 (19)
(19)
![]() (20)
(20)
Для решения уравнения (17) введем безразмерную функцию:
![]() (21)
(21)
Тогда уравнение (17) запишется в виде:![]()
![]() (22)
(22)
Так как лазерный нагрев пластины локальный и заданы нулевые граничные условия на бесконечности, то применим к функциям уравнения (17) Фурье преобразование по переменной и преобразование Ганкеля по переменной. Для образов функций получим выражения:
 (23)
(23)
 (24)
(24)
Тогда дифференциальное уравнение (14) преобразуется в алгебраическое уравнение:
![]() (25)
(25)
Переходя от образов функций к исходным функциям, применением обратных преобразований Фурье и Ганкеля получим решение уравнения (22) в виде:
 (26)
(26)
С учетом соотношений Дюгамеля-Неймана и переходя к размерным величинам:
где, ![]() ,
, ![]() ,
, ![]() ,
,
и определением деформаций производными вектора смещений в цилиндрических координатах:
![]() ;
;  ;
;  ;
;  ;
;
 ;
; 
![]()
Смещение u определяется формулой (16).
Таким образом, получено решение термоупругой задачи нагрева кромки пластины (в модели четверть пространства).
3. Разработка технологии ЛУТ кварцевого стекла
3.1 Процесс лазерного управляемого термораскалывания кварцевого стекла с подачей хладагента
Сущность процесса ЛУТ заключается в нагреве пластины по линии реза лазером пучком и локальном охлаждении зоны нагрева с помощью хладагента.
Для того чтобы, обеспечить достаточный нагрев поверхности стекла перед охлаждением в процессе ЛУТ и не перегреть стекло в центре источника нагрева, приходится прибегать к различным техническим мерам. Например, использовать многомодовый режим работы лазерного источника или применять технологический лазер с асферическим резонатором.
Для кварцевого стекла можно использовать лазерное излучение основной моды устойчивого резонатора с гауссовым профилем плотности мощности.
Главное отличие ЛУТ кварцевого стекла от обычного стекла заключается в том, что можно повысить градиент температур, не опасаясь перегрева стекла.

Рисунок 7 - Образец кварцевого стекла с микротрещинами, полученными ЛУТ с подачей хладагента.
Для ЛУТ кварцевого стекла использовался пучок круглого сечения диаметром 4,0 мм. Образцом была пластина кварцевого стекла толщиной th = 5 мм. Использовался СО2 лазер с длиной волны излучения = 10.6 мкм и мощностью излучения Р = 40 Вт; Термораскалывание пластины с глубиной микротрещины 140 мкм (рис. 7) проводилось со скоростью V = 3,5 мм/с. Увеличивая мощность до Р = 50 Вт скорость термораскалывания можно повысить до V = 4,5 мм/с, т.е. пропорционально увеличению мощности.
3.2 Исследование режима лазерного управляемого термораскалывания кварцевого стекла без подачи хладагента.
Выше был рассмотрен метод лазерного термораскалывания кварцевого стекла с использованием пучка круглого сечения и подачей хладагента, но есть еще один способ термораскалывания кварцевого стекла без подачи хладагента с использованием пучка эллиптической формы.
Основные факторы, влияющие на режимы ЛУТ кварцевого стекла без подачи хладагента, являются скорость относительного перемещения теплового источника и материала и мощность лазерного излучения.
В этом методе лазерного управляемого термораскалывания кварцевого стекла градиент температур достигается за счет острой фокусировки лазерного излучения. Но, чтобы не было перегрева материала вдоль линии реза необходимо растянуть сечение лазерного пучка в поперечном движению направлении.
Для ЛУТ кварцевого стекла использовался пучок эллиптического вида размером осей эллипса 0,5 х 10 мм. Выбрана пластина кварцевого стекла толщиной th = 5 мм. Использовался СО2 лазер мощностью излучения Р = 40 Вт. На Рис.8 приведен образец кварцевого стекла с микротрещинами, полученными при скорости V = 3 мм/с. Увеличив мощность до Р = 50 Вт можно повысить скорость ЛУТ до V = 5,5 мм/с. Отметим, что в обоих вариантах лазерного управляемого термораскалывания необходимо нанести начальный дефект.
Из полученных данных сделаны выводы:
- Установлена взаимосвязь между основными параметрами процесса ЛУТ кварцевого стекла: плотностью мощности лазерного излучения, скоростью перемещения, глубиной трещины.
- Разработана математическая модель процесса лазерного управляемого термораскалывания изделий из кварцевого стекла, позволяющая производить расчеты температурных полей и термонапряжений.
- Лазерное управляемое термораскалывание с подачей хладагента, является более эффективным, чем ЛУТ кварцевого стекла без подачи хладагента, так как в нем максимум напряжений растяжения более сосредоточен вблизи линии реза, а значит лучше управляемость трещиной.
Раздел II ЛАЗЕРНАЯ СВАРКА КВАРЦЕВОГО СТЕКЛА.
1 Ведение
Приведен аналитический обзор существующих лазерных технологий сварки кварцевого стекла.
В результате выполненного анализа сделаны следующие выводы:
-лазерная сварка в режиме поверхностного нагрева применяется только при сварке тонкостенных изделий;
-из-за существенного различия теплофизических свойств невозможно перенести технологию сварки в режиме глубокого проплавления металлов на кварцевое стекло. Необходима разработка новой технологии.
2. Математическая модель процесса лазерной сварки в режиме глубокого проплавления.
В отличие от известной модели линейного источника нагрева, описывающего канал сварки, рассмотрен источник нагрева в виде цилиндрической поверхности с реальным размером канала сварки.
Определим источник тепла в виде дельта – функции, определяющей поверхность канала сварки. Задача теплопроводности запишется:
T(x,y,0) = T0 (20)
T(,,t) = T0
Эта задача решается методом функций Грина. Решение запишется в виде:

После преобразований и приведению к размерным величинам решение примет вид
 (21)
(21)
Вычислим по этой формуле распределение температуры для характерных параметров лазерной сварки кварцевого стекла (Рис.9):
T0 = 20 0C; c = 1050 Дж/кг 0С; = 2,21 10-6 кг/мм3; = 1,85 10-3 Вт/мм 0С;
а = 0,2 мм; h = 4,0 мм; P = 85 Вт; v = 20 мм/мин.
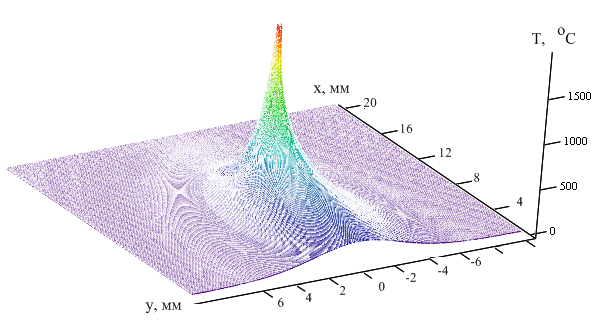
Рисунок 9 - Распределение температуры вокруг канала сварки.
Такой подход позволяет рассчитать распределение температуры вблизи канала сварки, оценить долю лазерной мощности, приходящуюся на нагрев, испарение, излучение и оценить к.п.д. сварки.
3. Исследование и определение оптимальных технологических режимов лазерной сварки кварцевого стекла с глубоким проплавлением.
Вначале рассмотрены особенности лазерной сварки стекла. Отмечено, что сравнительно с расплавами металлов вязкость расплавов стекол различных составов очень велика. При самой высокой температуре сварки она составляет около 102 Пз, а для кварцевого стекла - 104…106 Пз. Это создает специфические особенности сварки стекла по сравнению с металлами, (вязкость расплава стали при 1400 0С составляет около 0,0025 Пз) такие, например, как ограничение скорости процесса.
Затем проведены экспериментальные исследования взаимной зависимости основных параметров процесса лазерной сварки: мощности лазерного излучения, скорости перемещения, угла наклона оси лазерного пучка к плоскости детали, положения фокуса относительно плоскости детали, глубина проникновения сварочного канала.

Рисунок 10 - Экспериментальная зависимость глубины проникновения канала сварки от скорости перемещения для положения фокуса лазерного излучения относительно плоскости детали: 1- zf = +6; 2- zf = 0;3- zf = -8 мм и
4 -вычисленная по формуле (11).
На Рис. 10 приведена экспериментальная зависимость глубины проникновения канала сварки при мощности излучения сварочного лазера Pсв = 236 Вт наклоненного на угол = 200 и подогревающего лазера P2 = 586 Вт от скорости перемещения для положения фокуса лазерного излучения относительно плоскости детали zf = +6; 0; -8 мм и вычисленная по формуле (11).
Глубина проникновения канала сварки сильно зависит от положения фокуса луча сварочного лазера. Зависимость эта носит не только количественный характер, меняется форма канала и его стабильность. При положении фокуса над поверхностью кварца (zf>0) канал широкий, светящаяся область его диаметром более 1мм имеет форму коническую. Пар из канала выходит свободно и не влияет на глубину проникновения канала, т.е. канал перемещается равномерно, не меняя формы и глубины. Это очень важно в тех случаях, когда глубина сварного шва ограничена другой поверхностью или канал касается этой другой поверхности.
При zf 0 излучение лазера образует в кварце тонкий канал диаметром 0,5 мм на всю глубину проникновения, достигая 60 мм (при zf = - 8 мм, скорости v = 0,02 10-3 м/сек (3 мм/мин) и мощности сварочного луча P = 586 Вт). В этом случае выход пара из канала затруднен, так как канал очень узкий и канал прерывается, резко сокращая свою длину, то снова ее увеличивая. При этом нижняя часть канала описывает случайную траекторию, выходя из плоскости сварного шва. Это отражено большой погрешностью определения глубины проникновения канала при экспериментальном исследовании (Рис.11).

Рисунок 11 - Зависимость глубины проникновения канала сварки от положения фокуса лазерного пучка мощностью 236 Вт; 1- v = 40 мм/мин., 2 - v = 20 мм/мин., 3 - v = 10 мм/мин., 4 v = 3 мм/мин.
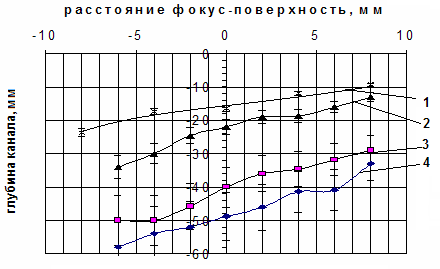
Рисунок 12 - Зависимость глубины проникновения канала сварки от положения фокуса лазерного пучка мощностью 586 Вт; 1- v = 40 мм/мин., 2 - v = 20 мм/мин., 3 - v = 10 мм/мин., 4 v = 3 мм/мин.
Из Рис.11 и Рис.12 видно, что при zf > 0 глубина проникновения практически линейно зависит от положения фокуса. Приближение фокуса к поверхности приводит к уменьшению диаметра канала и к увеличению его глубины проникновения в кварц. Изменение скорости сварки характера зависимости от положения фокуса не изменяет, изменяется только значения и наклон линейной зависимости. Увеличение мощности сварочного луча вдвое так же характер зависимости не изменяет, увеличивая вдвое значения глубины проникновения. Это отражает выше приведенные линейные зависимости глубины проникновения канала от скорости сварки и от мощности сварочного луча.

Рисунок 13 Лазерная сварка с глубоким проплавлением пластин из кварцевого стекла толщиной 10 мм
В Таблице приведены основные схемы лазерной сварки изделий из кварцевого стекла и указаны глубина сварного шва и рекомендуемая мощность лазерного излучения.
Таблица
| Свариваемые детали | Схема сварки (эскиз) | Глубина сварного шва, мм | Мощность лазера, Вт | Примеча ние |
| Пластина с пластиной в одной плоскости | 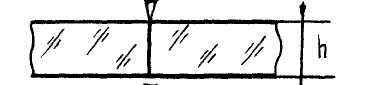 | h1 = 2 …5 h2 = 5 …15 h3 = 15 …60 | P1 = 50 P1 = 120 P1 = 1200 | Облегченные зеркала |
| Пластина с пластиной под углом | 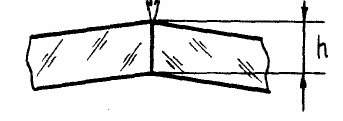 | h1 = 2 …5 h2 = 5 …15 h3 = 15 …60 | P1 = 50 P1 = 120 P1 = 800 | Облегченные зеркала |
| Диск с цилиндром | 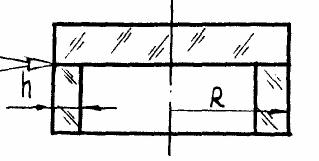 | h = 2 …15 | P = 120 | Оболочки ФЭУ |
| Цилиндр с цилиндром |  | h = 2 …15 h= 15 …60 | P = 120 Р = 1200 | Кварцевая оснастка |
| Стержень с пластиной |  | h = 2 …15 | P = 120 | Кварцевая оснастка |
| Стержень со сферой | 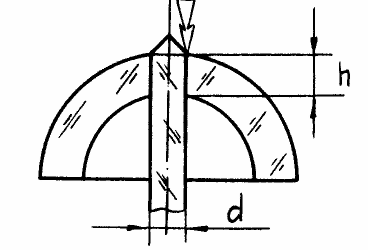 | h = 2 …5 | P = 50 | Резонатор |
| Полусфера с цилиндром | 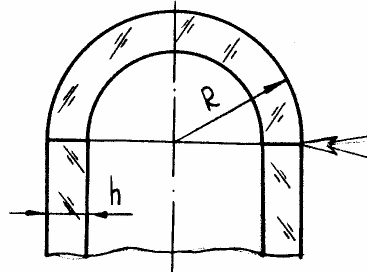 | h1 = 2 …5 h2 = 5 …15 | P1 = 50 P1 = 120 | Колпак |
| Две полусферы | 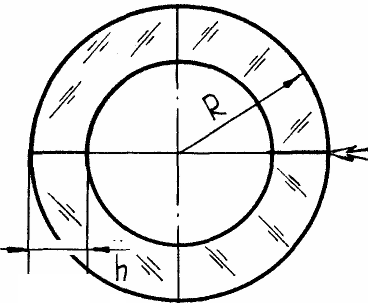 | h1 = 2 …5 h2 = 5 …15 (R = 2…250) | P1 = 50 P1 = 120 | Сфера оптическая |
| Пересекающиеся цилиндры, стержни |  | h = 2 …15 | P = 120 | Кварцевая оснастка |
Определенные проблемы возникают при сварке кварцевого стекла по замкнутому контуру, например, изделий типа «диск-цилиндр» или «цилиндр-цилиндр». Одной из проблем является получение герметичного монолитного сварного шва в месте замыкания контура шва, то есть в начале сварки и ее завершении. Если процесс сварки завершать резким отключением подачи лазерного излучения в зону сварки, то в месте стыка сварного шва остается непроплавленный канал, который нарушает герметичность, вакуумную плотность и равномерную механическую прочность сварного шва.
С целью исключения указанного недостатка необходимо после замыкания сварочного шва плавно уменьшать мощность лазерного излучения до нуля при одновременном продолжении относительного пересечения лазерного пучка и изделия.
В ходе экспериментальных исследований установлено, что наименьше утонение сварочного шва в месте его перехода в замкнутый контур происходит в том случае, когда мощность падающего излучения линейно уменьшается без уменьшения плотности мощности на поверхности изделия.
Это обеспечивается диафрагмированием лазерного излучения заслонкой, установленной до фокусирующей линзы. Однако плавное перемещение прямоугольной заслонки с постоянной скоростью не обеспечивает равного уменьшения мощности, которая в данном случае пропорциональна площади поперечного сечения пучка. Уменьшение мощности излучения при перекрывании заслонкой с постоянной скоростью будет происходить по закону:

Р - мощность лазерного пучка после диафрагмирования заслонкой; Р0 - мощность падающего пучка; r - радиус сечения пучка; h - расстояние, проходимое заслонкой.
Для обеспечения оптимального режима вывода канала на поверхность материала мощность лазерного излучения должна уменьшаться с постоянной скоростью. Для этого необходимо, чтобы заслонка, перекрывающая лазерный пучок, двигалась не с постоянной скоростью, а по закону, обратному вышеуказанному.
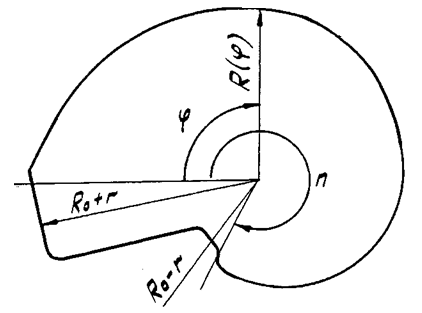
Плавное уменьшение мощности излучения с постоянной скоростью обеспечивается специальным профилем рабочей поверхности заслонки. Профиль рабочей поверхности заслонки определяется соотношением:
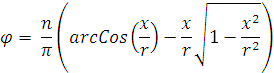
где - угол поворота кулачка; n - угол рабочего хода заслонки; х =(R – R0) - разность между текущим радиусом заслонки R() и средним радиусом R0;
r - радиус сечения пучка, перекрываемого заслонкой.
Заслонка 4 кроме участка рабочего хода длиной n имеет два участка с постоянными радиусами (Ro + r) и (Ro - r), которые введены для фиксации заслонки в открытом и закрытом положении. Между ними расположен участок быстрого изменения радиуса от (Ro + r) до (Rо - r), обеспечивающий ускоренное открывание заслонки в начале процесса сварки.
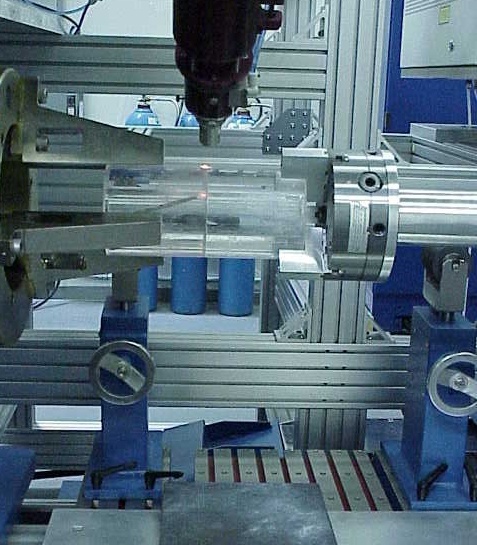
На Рис. 14 показана лазерная сварка оптического окна к тонкостенной трубке. К кварцевой трубке диаметром 27 мм с толщиной стенки 2 мм приваривалось окно такого же диаметра толщиной 6 мм.
а)
б)
Рисунок 14 – Схема заслонки для плавного перекрывания
пучка (а) и общий вид опытной установки для приварки оптического окна к кварцевой трубке (б).
Мощность излучения СО2 лазера сварочного составляла 40 Вт и подогревающего 20 Вт. Излучение сварочного лазера фокусировалось линзой из ZnSe с фокусным расстоянием 50 мм. Скорость вращения трубки составляла 1,8 гр/сек.
Отработка метода лазерной сварки кварцевого стекла с глубоким проплавлением по замкнутому контуру позволила разработать технологию изготовления кварцевой оболочки низкофонового спектрометрического фотоэлектронного умножителя «Кварц-Эльф».
Далее описаны исследования по оптимизации режимов лазерной сварки кварцевых труб диаметром 200 мм с толщиной стенки более 50 мм. Они обеспечили промышленное внедрение технологии и специально разработанного оборудования в компании “Heraeus Amercil Inc.” (США, г. Атланта). Производилась сварка двух труб встык (Рис.16). Мощность излучения СО2 лазера сварочного составляла 1230 Вт и подогревающего 580 Вт. Излучение подогревающего лазера должно прогревать зону вокруг сварочного канала. В этом случае надо использовать не одномодовый лазер TEM00, а многомодовый лазер или применять технологический лазер с асферическим резонатором, обеспечивающие равномерное освещение пятна прогрева.
Излучение сварочного лазера фокусировалось линзой из ZnSe с фокусным расстоянием F = 127 мм. Скорость вращения трубки составляла 0,028 гр/сек (линейная скорость перемещения поверхности 3 мм/мин).
4. Разработка основных принципов конструирования установок лазерной сварки
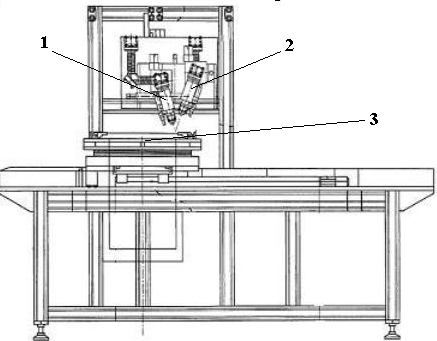
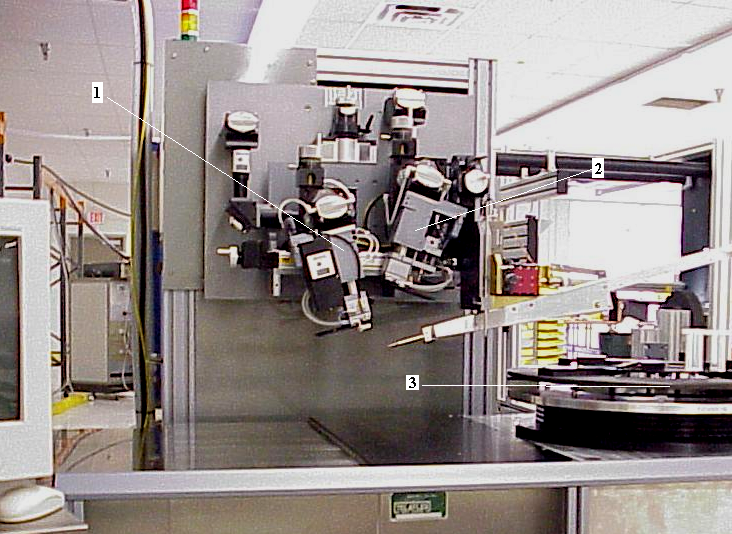
Универсальная установка для сварки кварцевого стекла различной конфигурации приведена на Рис. 15. В ней установлены два СО2 лазера основной и подогревающий мощностью до 360 Вт каждый.
В этой установке лазерный пучок основного лазера (1) фокусируется линзой с фокусным расстоянием 95 мм в пятно диаметром 0,2 мм. пучок подогревающего лазера (2) фокусируется аксиконом в кольцевое пятно. Приводы стола (3) позволяют перемещать образец со скоростью до 30 мм/мин. Установка может сваривать пластины друг с другом, образующие, например, сосуд химического реактора, сваривать стержни торец к торцу, вваривать стержни перпендикулярно в пластину и многое другое.
Установка для сварки труб из кварцевого стекла приведена на Рис. 16. В этой установке установлено два СО2 лазера: подогревающий (1) - Trumf Laser Modul TLF 1200t - мощностью 1200 Вт и основной (3) - Trumf Laser Modul TLF 3000t мощностью 3000 Вт. Сварка труб осуществляется встык (butt-weld).
a)
b)
Рисунок 15 - Универсальная установка для лазерной сварки кварцевого стекла: схема установки (а) и фотография этой установки (b)

а)
б)
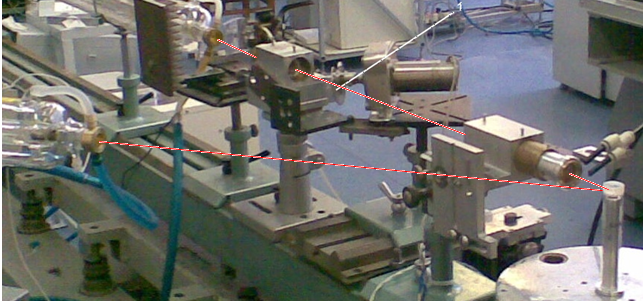
Рисунок 16 - Установка для сварки труб из кварцевого стекла a),– схема установки, b) – фотография этой установки: 1,3 - СО2 лазеры основной и подогревающий; 2 – узел формирования излучения; 4 – механический узел для закрепления и вращения труб.
Подогревающий лазер нагревает зону сварки до температуры 500…700 0С при вращении труб. Лазерный пучок основного лазера фокусируется в узле формирования излучения (2) линзой с фокусным расстоянием 3.75 дюймов ( 95 мм) на стык труб.
Сварка производится за один полный оборот труб, а угол поворота на ввод и вывод канала сварки подбирается экспериментально для конкретных размеров труб и условий сварки. Для вращения труб можно использовать стандартный механический узел для вращения труб (4).
По разделу приведены следующие выводы:
- Разработана математическая модель процесса лазерной сварки кварцевого стекла с глубоким проплавлением, позволяющая прогнозировать технологические параметры процесса.
- Оптимизированы режимы сварки изделий из кварцевого стекла толщиной от 1 до 64 мм.
- Установлена взаимосвязь между основными параметрами процесса сварки: мощностью и плотностью мощности излучения, углом наклона оси излучения к нормали поверхности детали, скоростью перемещения, глубиной и шириной сварочного шва.
- Установлена и обоснована необходимость проведения дополнительного подогрева поверхности стекла эллиптическим лазерным пучком с плотностью мощности 0,5 … 5 Вт/мм2.
- Обеспечено уменьшение ширины сварного шва в 70 раз по сравнению со сваркой в режиме поверхностного нагрева (0,07 h в режиме глубокого проплавления и 5 h в режиме поверхностного нагрева, где h – толщина свариваемой детали).
- Определена необходимость плавного уменьшения мощности лазерного излучения до нуля с постоянной скоростью без изменения плотности мощности.
В заключении обобщены основные результаты проведенных исследований в области лазерной обработки деталей из кварцевого стекла, на основании которых сформулированы основные выводы:
1. Впервые разработан комплекс высокоэффективных технологий и оборудования для лазерной обработки деталей из кварцевого стекла.
2. Разработана математическая модель процесса лазерного управляемого термораскалывания и лазерной сварки в режиме глубокого проплавления изделий из кварцевого стекла, позволяющая производить расчеты температурных полей и термонапряжений.
3. Установлена взаимосвязь между основными параметрами процесса ЛУТ и лазерной сварки в режиме глубокого проплавления деталей из кварцевого стекла, используемых в производстве изделий приборостроения и микро- и оптоэлектроники, позволившая определить оптимальные технологические режимы.
4. Получены новые научные данные, позволившие разработать технологический процесс лазерного управляемого термораскалывания и лазерной сварки в режиме глубокого проплавления изделий из кварцевого стекла.
5. Разработана общая концепция построения специализированного технологического оборудования для прецизионной лазерной обработки изделий из кварцевого стекла.
6. Разработаны и обоснованы критерии и требования к основным функциональным узлам и механизмам технологического оборудования лазерной обработки изделий из кварцевого стекла.
СПИСОК ОСНОВНЫХ ПУБЛИКАЦИЙ
Монографии и учебники
- Кондратенко В.С., Борисовский В.Е., Гиндин П.Д., Сварка кварцевого стекла // Монография. – М., ИРВИ-Водолей, 2006, 114 с.
- Борисовский В.Е., Кондратенко В.С., Сварка изделий из кварцевого стекла, // Учебное пособие, М., МГУПИ, 2006, - 115 с.
- Борисовский В.Е., Лазерная техника, // Лабораторный практикум М., МГУПИ 2007, 7 с.
- Борисовский В.Е. Гиндин П.Д., Математическое моделирование, //Лабораторный практикум. – М.: Изд. МГУПИ, 2008, 11 с
- Кондратенко В.С., Борисовский В.Е., Технологии лазерной обработки материалов // Учебное пособие, М., МГУПИ, 2010, - 114 с.
- Кондратенко В.С., Борисовский В.Е. Лазерная обработка кварцевого стекла // Монография, М., Изд. МГУПИ, 2011, 157 с.
Публикации в изданиях, рекомендованных ВАК
- Борисовский В.Е., Бычков В.А., Метельская И.В., Уколов В.В., Асферический резонатор СО2 – лазера, Сб. Вопросы специальной радиоэлектроники, сер. Общие вопросы радиоэлектроники, 1989, в.14, с. 45…54.
- Борисовский В.Е., Бычков В.А., Герасимов А.Н., Уколов В.В., Стабильность мощности излучения технологического лазера с тороидальным резонатором, Квантовая электроника, 1990, т.17, № 6, с.704…707.
- Борисовский В.Е., Кондратенко В.С., Гиндин П.Д., Сек-Джун Ли, Наумов А.С. Разработка технологии лазерного управляемого термораскалывания плоских дисплейных панелей // Приборы. 2005. № 4 (58). с.35 - 38.
- Кондратенко В.С., Борисовский В.Е., Гиндин П.Д., Сорокин А.В., Наумов А.С. Устройство контроля трещины в процессе лазерного управляемого термораскалывания стекла // Приборы, 2005, № 6 (60). с. 9 – 10.
- Кондратенко В.С., Борисовский В.Е., Гиндин П.Д., Седаева Н.Р., Наумов А.С. Лазерное притупление острых кромок изделий // Приборы, 2005, № 12 (66), с. 37 – 41.
- Кондратенко В.С., Борисовский В.Е., Гиндин П.Д., Сорокин А.В., НаумовА.С., Колесник В.Д., Черных С.П. Установка для лазерной резки приборных пластин // Приборы, 2006, № 4 (70), с. 38-43.
- Кондратенко В.С., Борисовский В.Е., Гиндин П.Д., Ежов В.П., КолесникВ.Д., Жималов А.Б. и др. Лазерная резка стекла в процессе выработки // Приборы. 2006, № 8 (74), с. 52-56.
- Кондратенко В.С., Гиндин П.Д., Наумов А.С., Борисовский В.Е. Новые технологии лазерной обработки деталей оптического приборостроения //Приборы, 2008, № 3 (93), с. 36-39.
- Кондратенко В.С., Гиндин П.Д., Борисовский В.Е., Колесник В.Д., Сорокин А.В. Российские высокие технологии в производстве приборов микро – и оптоэлектроники // Интеграл, 2008, № 6 (44), с. 8-9.
- Борисовский В.Е., Cовременные методы лазерной обработки кварцевого стекла.1. Лазерная сварка с глубоким проплавление // Приборы, №3 (117), 2010, с. 47 - 49
- Борисовский В.Е., Cовременные методы лазерной обработки кварцевого стекла. 2, Лазерное управляемое термораскалывание // Приборы, №5 (119), 2010, с. 45 - 47
Материалы международных конференций
- Кондратенко В.С., Борисовский В.Е., Гиндин П.Д., Сек-Джун Ли, Черных С.П., Наумов А.С. Математическая модель процесса лазерного управляемого термораскалывания // «Фундаментальные и прикладные проблемы приборостроения, информатики, экономики и права: Тез. докл. VII Международная научно-практическая конференция (г. Сочи) 1-5 октября 2004 г., с. 98 – 103.
- Борисовский В.Е., Гиндин П.Д., Кондратенко В.С., Наумов А.С., Новая технология снятия фасок с помощью лазерного излучения, Сб. трудов МНТК «Информационные технологии и моделирование приборов и тех процессов в целях обеспечения качества и надёжности», 9-16 октября, 2005 г (Тунис), т.2, с. 24…28.
- Борисовский В.Е., Гиндин П.Д., Кондратенко В.С., Наумов А.С., Оптимизация процесса ЛУТ дисков различного диаметра, //Сб. трудов МНТК «Информационные технологии и моделирование приборов и тех процессов в целях обеспечения качества и надёжности», 9-16 октября, 2005 г. (Тунис), т.2, с. 32…38.
- Кондратенко В.С., Борисовский В.Е., Гиндин П.Д., Ежов В.П., Колесник В.Д., Аблязов К.А., Жималов А.Б., Солинов В.Ф., Файстель У., Аккер Ш. Внедрение лазерной резки флоат-стекла в процессе выработки // Стеклопрогресс – XXI: Сб. трудов III МНТК г. Саратов, 22-25 мая 2006.
- Кондратенко В.С., Борисовский В.Е., Гиндин П.Д., Гундяк В.И., Зинин А.С., Наумов А.С., Оптимизация режимов лазерного управляемого термораскалывания по криволинейному контуру, // Сб. трудов МНТК «Информационные технологии в науке, технике и образовании», г. Хургада (Египет),12…19 ноября 2006 г., М., МГУПИ, 2007, т.2,. с. 66-71.
- Борисовский В.Е., Кондратенко В.С., Особенности процесса ЛУТ кварцевого стекла, //Сб. трудов МНТК «Информационные технологии в науке, технике и образовании», г. Хургада (Египет),12…19 ноября 2006 г., М., МГУПИ, 2007, т.2,, с. 67…69.
- Кондратенко В.С., Борисовский В.Е., Гиндин П.Д., Колесник В.Д., Наумов А.С., Сорокин А.В., Стародубцева Л.Ф., Ханов С.Г. Установка для резки сверхтонких стекол // Сб. трудов МНТК, « Информационные технологии в науке, технике и образовании» г. Хургада (Египет), 12-19 ноября 2006 г. - М., МГУПИ, 2007, с. 88 - 93
- Борисовский В.Е., Кондратенко В.С., Лазерная обработка кварцевого стекла, //Научные труды Юбилейной Х Международной научно-практической конференции «Фундаментальные и прикладные проблемы», приборостроения, информатики и экономики», Приборостроение, М., МГУПИ, 2007, с. 120…126
- Кондратенко В.С., Борисовский В.Е., Гиндин П.Д., Наумов А.С., Сюй Тунг Минг, Сюй Чи Вай Пери. Новая технология лазерного притупления острых кромок изделий из стекла, //Сб. трудов МНТК Стеклопрогресс – XXI, г. Саратов, 27-30 мая 2008 г.
- Борисовский В.Е., Кондратенко В.С., Laser processing of a quartz glass, //Сб. трудов МНТК «Информационные технологии в науке, технике и образовании», г. Хаммамет (Тунис),12…19 октября 2008 г., М.,ООО «Мирея», 2009, т.1, с. 12…18,
- Борисовский В.Е., Кондратенко В.С., Гиндин П.Д., Нарезание канавок на поверхности хрупкого материала методом лазерного управляемого термораскалывания //Сб. трудов МНТК «Информационные технологии в науке, технике и образовании». г. Хаммамет (Тунис), 12…19 октября 2008 г.,, М., ООО «Мирея», 2009, т.1, с. 66…73
- Борисовский В.Е., Кондратенко В.С., Наумов А.С. Трубиенко О.В. Математическая модель лазерного притупления острых кромок изделий, //Сб. трудов МНТК «Информационные технологии в науке, технике и образовании», г. Таба (Египет) 14 - 21 ноября 2009, М., ООО «Мирея»,2009.,т.1, с. 18-22
- Борисовский В.Е., Кондратенко В.С., Термоупругие напряжения в процессе лазерного управляемого термораскалывания, //Сб. трудов МНТК «Информационные технологии в науке, технике и образовании», г.Таба (Египет)14-21 ноября 2009, М., ООО «Мирея», 2009.,т.1, с. 190-194,
- Борисовский В.Е., Кондратенко В.С., Математическая модель процесса лазерной сварки в режиме глубокого проплавления и сравнение с экспериментальными исследованиями, // Сб. трудов МНТК Стеклопрогресс – XXI, г. Саратов, 25-28 мая 2010 г., с.
Материалы конференций
- Борисовский В.Е., Бычков В.А., Боев В.В.,Гаврюшенко Б.С., Применение асферической оптики для повышения качества излучения, Всесоюзная конференция "Применение лазеров в народном хозяйстве", г. Звенигород, М. Наука, 1985, с.28.
- Борисовский В.Е., Бычков В.А., Боев В.В.,Гаврюшенко Б.С., Резонатор технологического лазера для генерации луча прямоугольного сечения регулируемой ширины, Всесоюзный научно-технический семинар "Лазерная технология в приборостроении", г. Рига, 1985, с.12…13.
- Борисовский В.Е., Бычков В.А., Уколов В.В., Асферический резонатор технологического лазера, Всесоюзная конференция "Применение лазеров в народном хозяйстве", г. Шатура, НИЦТЛАН, 1989, с.72…73.
- Борисовский В.Е., Бычков В.А., Уколов В.В., Юдин С.И., Лазерная технологическая установка с тороидальным резонатором, Всесоюзная конференция "Применение лазеров в народном хозяйстве", г. Шатура, НИЦТЛАН, 1989, с.73-74.
Статьи
- Борисовский В.Е., Кондратенко В.С., Гиндин П.Д., Лазерная сварка кварцевого стекла с глубоким проплавлением, Вестник МГУПИ, 2006, № 5, с. 13…22
- Борисовский В.Е., Гиндин П.Д., Кондратенко В.С., Наумов А.С., Лазерное технологическое оборудование для резки приборных пластин из различных материалов, Вестник МГУПИ, 2007, № 7, с. 64-72
- Кондратенко В.С., Борисовский В.Е., Гиндин П.Д., Разработка и внедрение технологии резки флоат-стекла, Вестник МГУПИ, 2007, № 7, с. 73…80.
Патенты
- Борисовский В.Е., Бычков В.А., Гаврюшенко Б.С., Глаголев В.В., Уколов В.В., Авторское свидетельство СССР № 214942, МКИ Н01S 3/08, от 16.04.84.
- Борисовский В.Е., Бычков В.А., Уколов В.В., Авторское свидетельство СССР № 315866, МКИ Н01S 3/08, от 15.03.89.
- Borissovskii V., Nikitin D., Michel T., Nemera V., Vlassov V., Bykov A., Method, apparatus, and article of manufacture for determining an amount of energy needed to bring a quartz workpiece to fusion weldable condition, МКИ C03B 23/20, Patent WO 0164591 (A1), 07.09.2001
- Borissovskii V., Nikitin D., Michel T., Schultz P., Method and apparatus for creating a refractive gradient in glass using laser energy, Patent US 2002050153 A1, 02.05.2002, МКИ C03B 37/01
- Borissovskii V., Nikitin D., Michel T., Method and apparatus for thermally processing quartz using a plurality of laser beams, Patent US 2002050488 A1, 02.05.2002, МКИ B23K 26/32.
- Borissovskii V., Nikitin D., Michel T., Method and apparatus for fusion welding quartz using laser energy, Patent US 2002053559 A1, 09.05.2002, МКИ B23K 26/32/
- Borissovskii V., Nikitin D., Michel T., Schultz P., Method and apparatus for concentrically forming an optical perform using laser energy, Patent US 2002056291 A1, 16.05.2002, МКИ C03B 37/018.
- Borissovskii V., Nikitin D., Michel T., Schultz P., Method and apparatus for piercing and thermally processing quartz using laser energy, Patent US 2002096501 A1, 25.07.2002, МКИ B23K 26/38.
- Borissovskii V., Nikitin D., Michel T., Nemera V., Vlassov V., Bykov A., Method, apparatus, and article of manufacture for determining an amount of energy needed to bring a quartz workpiece to a fusion weldable condition, Patent US 2003196994 A1, 23. 10.2003, МКИ B23K 26/32.
- Borissovskii V., Nikitin D., Michel T., Schultz P., Method and apparatus for concentrically forming an optical perform using laser energy, Patent US 2004045323 A1, 11. 03.2004, МКИ C03B 37/012.