

Разработка научно-технологических основ производства катализаторов дегидрирования для синтеза изопрена
На правах рукописи
Гильманов Хамит Хамисович
РАЗРАБОТКА НАУЧНО-ТЕХНОЛОГИЧЕСКИХ ОСНОВ ПРОИЗВОДСТВА КАТАЛИЗАТОРОВ ДЕГИДРИРОВАНИЯ
ДЛЯ СИНТЕЗА ИЗОПРЕНА
Специальность 05.17.01 –Технология неорганических веществ
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
доктора технических наук
Казань 2010
Работа выполнена в государственном образовательном учреждении
высшего профессионального образования
«Казанский государственный университет им. В.И. Ульянова-Ленина»
и открытом акционерном обществе «Нижнекамскнефтехим»
Научный консультант: доктор технических наук, профессор
Ламберов Александр Адольфович
Официальные оппоненты: доктор технических наук, профессор
Корнилов Анатолий Васильевич
доктор технических наук, профессор
Хацринов Алексей Ильич
доктор химических наук, профессор
Михайличенко Анатолий Игнатьевич
Ведущая организация: Институт катализа им. Г.К. Борескова
СО РАН г. Новосибирск
Защита диссертации состоится 22 июня 2010 г. в 14 часов на заседании диссертационного совета Д 212.080.10 при ГОУ ВПО «Казанский государственный технологический университет» по адресу: 420015, г. Казань, ул. К. Маркса, д. 68, зал заседаний Ученого совета.
Автореферат разослан 2010 г.
Ученый секретарь
диссертационного совета
к.х.н., доцент Ж.В. Межевич
Общая характеристика работы
Актуальность темы. Изопрен является важнейшим мономером для производства синтетических каучуков и резинотехнических изделий. Мировые мощности по производству синтетического изопренового каучука сегодня превышают 1,3 млн. т/год. В Российской Федерации производится около 430 тыс. т изопрена в год, из которого 50 % получают на ОАО «Нижнекамскнефтехим», что составляет 16,5 % от общего мирового объема.
Практически все технологии производства изопрена в РФ представляют собой каталитические процессы (пиролизом получают лишь 3 % этого мономера) и поэтому экономическая эффективность производства определяется качеством используемых катализаторов - неорганических веществ, представляющих собой сложные оксидные или нанесенные металлоксидные системы. Большие объемы производства изопрена требуют и соответствующих объемов производства катализаторов, являющегося важной и неотъемлемой частью технологии неорганических веществ. Так, потребность только ОАО «Нижнекамскнефтехим» в микросферических алюмохромовых катализаторах дегидрирования составляет более 3000 т, железокалиевых катализаторах дегидрирования около 300 т в год. Это наиболее крупнотоннажные производства катализаторов для нефтехимической промышленности.
Базовые промышленные технологии производства изопрена в РФ были разработаны в 70-е годы прошлого столетия ОАО НИИ «Ярсинтез» и являются сегодня достаточно энерго- и материалоемкими, что в значительной степени обусловлено устаревшим парком катализаторов. Так, микросферический катализатор ИМ-2201 вследствие низких прочностных характеристик в условиях промышленной эксплуатации имеет высокую расходную норму (до 24 кг/т олефина), а более совершенные катализаторы АОК-73-21 (АОК-73-24) характеризуются высоким абразивным эффектом. Для железокалиевых отечественных катализаторов К-28, К-24ИМ характерна высокая крекирующая активность и коксование при эксплуатации при температурах более 630 оС, а катализатор КИМ-1 имеет низкую механическую прочность, что при эксплуатации в реакторах с загрузкой 25 и 50 т приводит к его разрушению и снижению эксплуатационных характеристик.
На отечественном катализаторном рынке синтеза изопрена начинают доминировать катализаторы импортных производителей. Так, отечественные железокалиевые катализаторы синтеза изопрена из изоамиленов вытесняются катализаторами фирм «ВASF» и «Shell», эффективные микросферические алюмохромовые катализаторы дегидрирования изопарафинов поставляет фирма «Engelhard».
Разработка и внедрение новых технологий и катализаторов производства изопрена требует больших капитальных затрат и времени, а модернизация катализаторов в рамках действующего производства требует значительно меньших вложений и позволяет повысить эффективность технологии. Так, увеличение выхода изоамиленов на железокалиевом катализаторе дегидрирования на 1 % в условиях ОАО «Нижнекамскнефтехим» позволит получить дополнительно 2500 т изопрена в год, а рост селективности процесса дегидрирования изобутана на 1 % сэкономит 1400 т сырья без привлечения дополнительных капиталовложений.
Новые знания, полученные при разработке технологий производства микросферических катализаторов дегидрирования С4-С5 изопарафинов, могут быть использованы и для совершенствования близких по идеологии технологий производства катализаторов дегидрирования пропана, оксихлорирования этилена, процессов Клауса. Совершенствование технологии производства железокалиевых систем дегидрирования изоамиленов можно трансформировать для улучшения эффективности близких по рецептуре и технологии производства катализаторов дегидрирования этилбензола до стирола и т.д.
Диссертационная работа направлена на решение важной народно-хозяйственной задачи в области производства изопрена - разработки технологий производства высокоэффективных отечественных катализаторов одно- и двухстадийного процессов синтеза изопрена, позволяющих за счет улучшения эксплуатационных свойств увеличить выход мономера, снизить энергопотребление и улучшить экологию производства.
В диссертации изложены работы автора в период с 2001 по 2010 г. по разработке катализаторов дегидрирования с заданными эксплуатационными свойствами.
Работа выполнена в соответствии с Перечнем критических технологий и перспективных направлений науки и техники Российской Федерации - «Технологии создания мембран и каталитических систем», тематическим планом НИР Казанского государственного университета № 1.11.06 «Физико-химические аспекты процессов катализа, сорбции, комплексообразования и межмолекулярного взаимодействия. Фундаментальное исследование» (рег. № 0120060964), № 1.16.08 «Влияние электромагнитного поля на каталитическую активность и магнитные фазовые переходы в полиферритных системах» (рег. № 01200804822), № 1.18.09 «Разработка технологии синтеза фазовооднородного алюмооксидного наноструктурного носителя для микросферических катализаторов нефтехимии» (рег. № 01200952915).
Цель и задачи исследования. Целью работы является разработка научно-технологических основ производства высокоэффективных отечественных катализаторов одно- и двухстадийного процессов синтеза изопрена, позволяющих повысить конкурентоспособность российской нефтехимической продукции на мировом рынке.
Для достижения поставленной цели необходимо решить следующие задачи:
1. Разработать научно-технологические основы производства катализаторов для двухстадийного процесса синтеза изопрена:
- микросферического алюмохромового катализатора дегидрирования С4-С5 изопарафинов,
- железокалиевого катализатора дегидрирования изоамиленов до изопрена.
2. Разработать технологии промышленного производства микросферического алюмохромового и железокалиевого катализаторов дегидрирования и внедрить в промышленную практику.
3. Разработать научно-технологические основы получения катализатора для одностадийного процесса синтеза изопрена из изопентана и технико-экономическое обоснование для его промышленной реализации.
Методики исследования. В диссертационной работе для решения поставленных задач использовались стандартные и современные методы и методики исследования. Результаты сравнивались и сопоставлялись с известными данными других авторов.
Для исследования состава, структурных, физико-механических характеристик и физико-химических свойств использовались методы термического, рентгенофазового, гарнулометрического анализов, электронной микроскопии, низкотемпературной адсорбции азота, ртутной порометрии, атомно-эмиссионной спектрометрии, стандартные методики оценки свойств используемых соединений. Исследовались следующие характеристики катализаторов: фазовый состав, фракционный состав, прочность гранул, абразивная активность, влагопоглощение, удельная поверхность, порометрический объем, размеры пор, распределение объема пор по диаметрам, параметры кристаллитов, морфология кристаллов, каталитические показатели.
Результаты экспериментальных исследований и измерений обрабатывались с применением методов математической статистики.
Научная новизна работы.
1. На базе выявленных зависимостей состава, структуры и условий формирования эффективных катализаторов с оптимальными эксплуатационными характеристиками сформулированы научно-технологические основы производства новых катализаторов первой стадии двухстадийного процесса синтеза изопрена (дегидрирования С4-С5 изопарафинов), включающие в себя:
- синтез микросферического алюмохромового катализатора, имеющего стабильный фазовый и структурный составы алюмооксидного носителя: -Al2O3 (95-100 %) с минимальным содержанием рентгеноаморфного продукта с объемом пор по влагопоглощению 0,5-0,6 г/см3; для данного типа носителей определено оптимальное содержание активного компонента Cr2O3=12-13 масс. % и промотора К2О=1,5-2,0 масс. % для высокоактивного и К2О=2,0-2,5 масс. % для селективного катализатора;
- способ стабилизации структуры и фазового состава алюмооксидного микросферического носителя на основе продукта термохимической активации тригидрата алюминия путем его термообработки при 550 С в течение 2 ч, что позволяет дегидратировать оставшуюся фазу тригидрата алюминия, обуславливающую агрегацию микрогранул носителя и увеличить порометрический объем носителя на 80-100 %;
- для данных типов носителей оптимальное содержание ионов Сr+6 растворимого типа, составляющее 2,4 % при поверхностной концентрации хрома 9 ат/нм2 и атомном отношении NСr/NK=4,0-5,4 ат/ат, что обеспечивает максимальный (не менее 48 %) выход изобутилена в процессе дегидрирования изобутана;
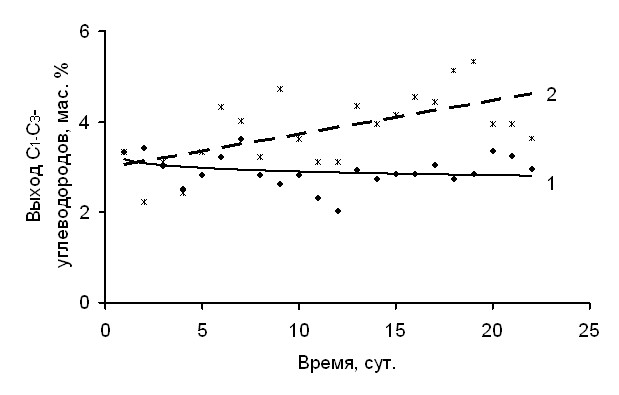
- положение, показывающее, что крекирующая активность алюмохромовых катализаторов определяется не только кислотными центрами алюмооксидного носителя, но и содержанием ионов Сr+6 связанного типа. Минимальный выход С1-С3 углеводородов (не более 3,7-3,9 %) достигается при их содержании от 1,1 до 1,2 масс. % и соответствующей концентрации оксида калия в катализаторе 2,0-2,5 масс. %.
2. Сформулированы научно-технологические основы производства новых катализаторов второй стадии двухстадийного процесса синтеза изопрена (дегидрирования изоамиленов до изопрена), включающие в себя:
- обоснование необходимости введения оксидов церия в ферритную систему при синтезе железокалиевого катализатора, способствующего диспергированию ее вторичных частиц и приводящего к образованию большого количества моноферрита калия, обладающего высокой каталитической активностью;
- положение, позволяющее в зависимости от давления формования катализаторной пасты проводить процесс дегидрирования в диффузионной (Р>25МПа) или кинетической (Р>250МПа) областях. Установлена зависимость активности катализатора от содержания в нем пор диаметром 300-1000.
3. Для платинооловянного катализатора одностадийного процесса дегидрирования изопентана в изопрен показано, что текстура и каталитическая активность в значительной степени определяются размерами микрокристаллита алюмоцинкового шпинельного носителя. Максимальный выход продуктов дегидрирования (изопрен + изоамилены) более 32 % с селективностью не менее 86 % наблюдается для размеров микрокристаллита носителя 250-300.
Практическая значимость работы. На основании проведенных теоретических и экспериментальных исследований для двухстадийного процесса синтеза изопрена разработаны и реализованы:
- Промышленная технология производства микросферического катализатора дегидрирования изобутана на стабилизированном алюмооксидном носителе на ОАО «Химический завод им. Л.Я. Карпова» (г. Менделеевск) производительностью 1000 т в год. Катализатор обеспечивает в условиях промышленной эксплуатации выход изобутилена не менее 35 %.
- Промышленная технология производства железокалиевого катализатора дегидрирования метилбутенов в изопрен на катализаторной фабрике (II промышленная зона) ОАО «Нижнекамскнефтехим» объемом 300 т в год и покрывающая 100 % потребности объединения в данном катализаторе. Катализатор обеспечивает в условиях промышленной эксплуатации выход изопрена на пропущенные метилбутены не менее 30 % и на разложенные метилбутены не менее 90 %.
Катализаторы эксплуатируются на ОАО «Нижнекамскнефтехим». Совокупный экономический эффект от использования комплекса разработанных катализаторов более 44 млн. руб. в год.
Для одностадийного процесса синтеза изопрена разработаны платинооловянный катализатор дегидрирования изопентана и технология его производства. Катализатор обеспечивает выход продуктов дегидрирования не менее 32 % с селективностью не менее 86 %.
Катализатор прошел стадию лабораторных испытаний, подготовлено техническое задание на проектирование и рабочий проект для проведения опытно-промышленных испытаний катализатора. Проведение ОПИ планируется в III квартале 2010 года. Ожидаемый экономический эффект от внедрения более 300 млн. руб. в год.
Таким образом, диссертационная работа представляет собой научно обоснованную технологическую разработку, обеспечивающую решение важной народно-хозяйственной проблемы в области производства изопрена для отечественной и зарубежной промышленности, заключающуюся в создании комплекса катализаторов дегидрирования для двухстадийного и одностадийного синтезов изопрена и новых технологий их производства.
Разработанные научно-технологические основы производства катализаторов дегидрирования могут быть использованы для разработки других каталитических систем: железокалиевого катализатора дегидрирования стирола в изопрен, катализатора одностадийного дегидрирования бутана до бутадиена (процесс Гудри), микросферического катализатора окислительного хлорирования этилена.
Результаты работ используются в дисциплинах «Современные проблемы катализа», «Гетерогенный катализ» в Казанском государственном университете, «Технология производства катализаторов» в Казанском государственном технологическом университете.
Основные положения, выносимые на защиту:
1. Научно-технологические основы производства микросферического алюмохромового катализатора дегидрирования С4-С5 изопарафинов и железокалиевого катализатора дегидрирования изоамиленов до изопрена для двухстадийного процесса синтеза изопрена; получения платинооловянного катализатора для одностадийного процесса синтеза изопрена из изопентана.
2. Способ стабилизации фазового состава и структуры микросферического алюмооксидного носителя алюмохромового катализатора дегидрирования изобутана, обеспечивающий дегидратацию остаточного тригидрата алюминия, увеличение порометрического объема на 80-100 % и предотвращающий агрегацию микрогранул.
3. Результаты экспериментального исследования закономерностей формирования активной фазы микросферического алюмохромового катализатора при нанесении на стабилизированный алюмооксидный носитель оксидов хрома и калия, обеспечивающей максимальный выход изобутилена и минимальный выход продуктов крекинга в процессе дегидрирования изобутана.
4. Новая промышленная технология и оптимизированные режимы основных стадий производства микросферического алюмохромового катализатора дегидрирования изобутана на стабилизированном алюмооксидном носителе, обеспечивающего в условиях промышленной эксплуатации выход изобутилена не менее 35 % при объемной скорости подачи 35-37 т/час и температуре 557-562 С.
5. Результаты теоретического и экспериментального исследования влияния химического, гранулометрического составов, структурных особенностей оксидов железа на формирование ферритной фазы и эксплуатационные свойства железокалиевых катализаторов; изучения закономерностей формирования ферритной фазы и каталитической активности железокалиевых катализаторов при промотировании оксида железа церием, калием, молибденом.
6. Промышленная технология и оптимизированные режимы основных стадий производства железокалиевого катализатора дегидрирования метилбутенов в изопрен, характеризующегося в условиях промышленной эксплуатации активностью не менее 30 %, селективностью по изопрену не менее 89 % с температурой эксплуатации до 640 С, нагрузках по сырью до 7 т/ч и массовом разбавлении сырья паром 1 : 6.
7. Способ получения платинооловянного катализатора одностадийного синтеза изопрена из изопентана и оптимальные условия его эксплуатации, обеспечивающие выход изопрена на пропущенный изопентан, не менее 16 %; конверсию изопентана, не менее 68 %; выход суммы (изопрен + изоамилены) на разложенный изопентан, не менее 75 %.
Апробация результатов работы и публикации. Результаты исследований докладывались на следующих Международных и Российских конференциях: XV International Conference on Chemical Reactors, Helsinki, 2001; VI Российская конференция «Механизмы каталитических реакций», г. Москва, 2002; Конференция, посвященная памяти профессора Ю.И. Ермакова «Молекулярный дизайн катализаторов и катализ в процессах переработки углеводородов и полимеризации», г. Омск, 2005; Международная научная конференции «Спектроскопия, рентгенография и кристаллохимия минералов», г. Казань, 2005; VII международная конференция по интенсификации нефтехимических процессов «Нефтехимия-2005», г.Нижнекамск, 2005; V Российская конфе-ренция с участием стран СНГ «Проблемы дезактивации катализаторов», VI Российская конференция с участием стран СНГ «Научные основы приготовление и технологии катализаторов», г. Новосибирск «Пансионат Химик», 2008; III Российская конференция (с международным участием) «Актуальные проблемы нефтехимии», г. Звенигород, 2009.
Основные результаты работы изложены в 56 печатных работах, в том числе в 32 статьях в ведущих рецензируемых научных журналах, рекомендованных ВАК, 9 патентах на изобретение.
Личный вклад автора в опубликованных в соавторстве работах состоит в постановке задачи, формулировке основных направлений и разработке методологии исследования, анализе и обобщении полученных экспериментальных результатов, организации работ по проведению опытно-промышленных испытаний и производства катализаторов. Вклад автора является решающим во всех разделах работы. Автор благодарит к.х.н. Егорову С. Р. за консультации, оказанные при выполнении работы и обсуждении результатов. Автор принимал участие в подготовке 2 кандидатских диссертаций по теме исследования.
Структура и объем работы. Диссертация состоит из введения, 5 глав, общих выводов, библиографии из 323 наименований и приложений на 12 страницах. Диссертация изложена на 304 страницах машинописного текста, содержит 79 рисунков, 65 таблиц.
Содержание работы
Во введении обоснована актуальность работы, сформированы основные цели и задачи исследования, намечены подходы к их решению.
В первой главе сформулированы требования к катализаторам из условий их эксплуатации, рассмотрены существующие технологии их производства, их достоинства и недостатки, сделаны выводы и постановка задачи исследования.
Изопрен является крупнотоннажным мономером для получения синтетических каучуков, термоэластопластов и резинотехнических изделий. Почти все технологии синтеза изопрена являются каталитическими и экономическая эффективность его производства определяется качеством используемых катализаторов, поэтому повышение конкурентоспособности отечественных изопреновых каучуков на мировом рынке является актуальной задачей.
Промышленный изопрен в РФ получают из изопарафинов С4-С5 по двум базовым технологиям:
- последовательным дегидрированием изопентана до изоамиленов на микросферических алюмохромовых катализаторах с дегидрированием последних в изопрен на железокалиевых катализаторах;
- дегидрированием изобутана на микросферических алюмохромовых катализаторах до изобутилена и последующей его конденсацией с формальдегидом до изопрена.
В обзоре рассмотрены существующие технологии получения катализаторов дегидрирования. Выявлены основные технологические операции, определяющие базовые эксплуатационные свойства получаемых катализаторов, достоинства и недостатки технологий. Описаны условия эксплуатации каталитических систем и сформулированы требования к разрабатываемым катализаторам. Так, для микросферических катализаторов дегидрирования важно не только обеспечить прочность частиц катализатора (определяющую его расходную норму на тонну продукции), но и минимальный абразивный эффект, оказывающий катализатором на транспортные линии и внутренние устройства реактора.
Для железокалиевых систем, учитывая большие единичные мощности реакторов, необходимо создавать особо прочные гранулы катализатора с высокой каталитической активностью и селективностью.
Как наиболее современным и перспективным для ОАО «Нижнекамскнефтехим» способом получения изопрена предложена технология одностадийного синтеза из изопентана на платинооловянном катализаторе. На основании обобщения и анализа опубликованных материалов сделаны выводы и постановка задачи исследования.
Во второй главе описана экспериментальная методическая часть работы: синтезы катализаторов, лабораторные установки испытания каталитической активности, условия проведения опытно-промышленных испытаний, используемые реагенты и состав сырьевых потоков, методы аналитического контроля и применяемые физико-химические методы исследования катализаторов.
Третья глава посвящена разработке промышленной технологии получения микросферического алюмохромового катализатора дегидрирования изопарафинов С4-С5 и результатам их промышленной эксплуатации на ОАО «Нижнекамскнефтехим».
Выбор продукта ТХА-ТГА
Эксплуатационные характеристики микросферических катализаторов дегидрирования, такие как стойкость к истиранию, абразивная активность, стабильность каталитических показателей и фракционного состава в значительной степени определяются свойствами алюмооксидных носителей. На первом этапе проведен анализ импортного (SA-1001) и шести отечественных образцов носителей на основе продуктов термохимической активации тригидрата алюминия (ТХА-ТГА) и выбор наиболее оптимальных для производства катализаторов дегидрирования (табл. 1).
По данным рентгенофазового и термического анализов носители представляют собой смесь фаз бемита, гиббсита и рентгеноаморфного гидроксида алюминия, содержание которого составляет от 46 до 60 масс. %, что отличает промышленные носители от классического продукта ТХА-ТГА с высокой степенью аморфизации. Наличие гиббсита обусловлено неполным терморазложением ТГА, а присутствие бемита свидетельствует о неоптимальном режиме ТХА.
Таблица 1 – Текстурные характеристики промышленных носителей на основе продукта ТХА-ТГА
| Носитель марки* | Удельная поверхность, м2/г | Объем пор, см3/г | Dmax, | P** | Содержание примесей, масс. % | ||||
| SБЭТ, | Smicro, | VБЭТ, | Vmicro, | Na2O | SiO2 | Fe2O3 | |||
| SА-1001 | 329 | 229 | 0,23 | 0,128 | 39 | 97 | 0,15 | 0,26 | 0,12 |
| КАТ-01-МС | 134 | 34 | 0,11 | 0,017 | 37 | 81 | 0,30 | 0,03 | 0,05 |
| АОК 63-94 | 126 | 19 | 0,11 | 0,009 | 39 | 90 | 0,30 | 0,03 | 0,06 |
| Н-1 | 101 | 16 | 0,09 | 0,008 | 39 | 89 | 0,30 | 0,05 | 0,06 |
| ННХК-12МА | 95 | 16 | 0,09 | 0,008 | 39 | 90 | 0,25 | 0,03 | 0,05 |
| А-3 | 90 | 26 | 0,08 | 0,012 | 39 | 90 | 0,30 | 0,02 | 0,10 |
| А-4 | 122 | 82 | 0,10 | 0,040 | 39 | 88 | 0,30 | 0,01 | 0,02 |
| Примечание: * фракционный состав микрогранул: 71-160 мкм – 90 масс. %, ** Р- стойкость к истиранию | |||||||||
Прочностные характеристики микросферических гранул определяются типом (кристаллические или коагуляционные) и прочностью контактов между образующими их частицами. В ряду рассмотренных образцов наибольшей (97 масс. %) стойкостью к истиранию обладает носитель марки SA-1001, что также подтверждается дополнительным тестом, проведенным по методике ASTM D031A-930-40-P, результаты которого представлены на рисунке 1. Показатели стойкости к истиранию микрогранул отечественных носителей находятся преимущественно на уровне 88-90 масс. %, что также подтверждается тестом ASTM. По данным азотной порометрии для всех образцов характерно мономодальное распределение объема пор с максимумом на дифференциальной кривой в области диаметров 37-39 (рис. 2, а).
 | 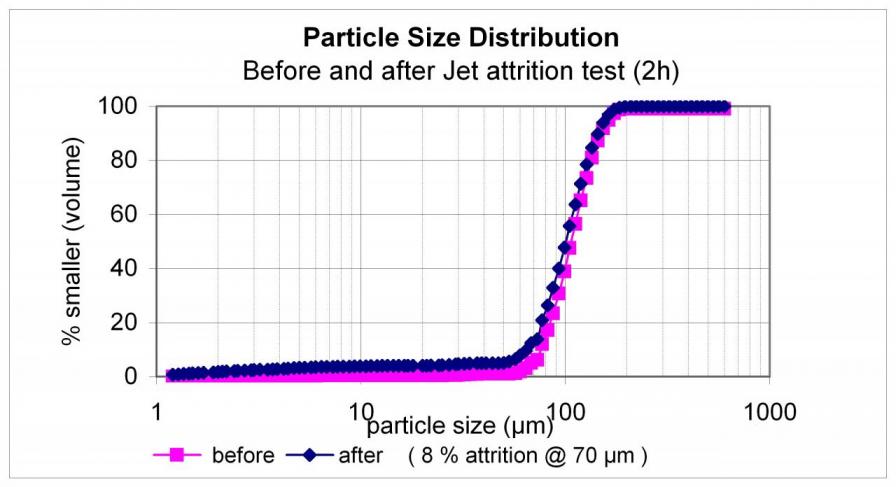 |
| SA 1001 | А-3 |
| Рис. 1 – Распределение частиц по размерам в носителях на основе продуктов ТХА-ТГА до и после теста на истирание по методике ASTM D031A-930-40-P: | |
Пористая структура импортного носителя SA-1001 отличается большей микропористой составляющей, которая определяет до 70 % величины удельной поверхности (Smicro=229 м2/г) и до 56 % объема пор (Vmicro=0,128 см3/г). Поэтому удельная поверхность и порометрический объем отечественных носителей значительно ниже.
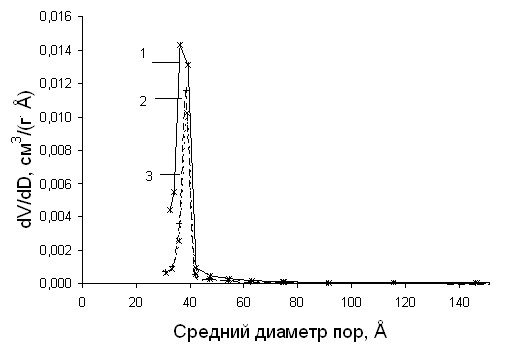 |  |
| Рис. 2 – Распределение объема пор по размерам в исходных алюмооксидных носителях (а) и полученных прокаливанием при 550 °С в течение 2 ч (б): 1 – SA 1001, 2 – А-3, 3 – А-4 | |
По данным СЭМ микрогранулы образца А-3 представляют собой агрегаты округлой формы, состоящие из игольчатых кристаллов диаметром от 1 до 10 мкм, расположенных радиально вокруг общего центра. Микрогранулы А-4 и SA-1001 являются сферическими агрегатами табулярных кристаллов размером более 20 мкм (рис. 3, б и в).
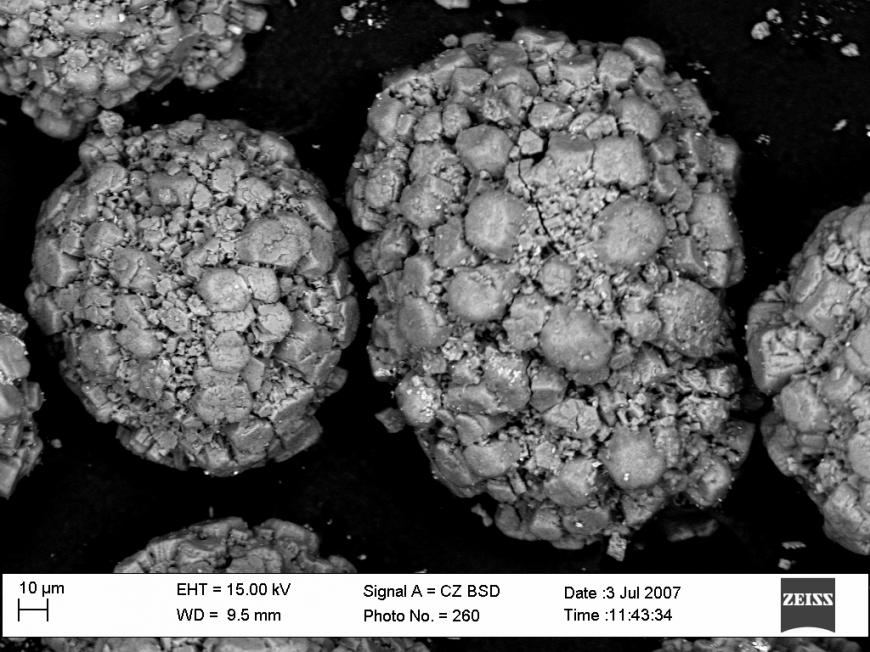 | 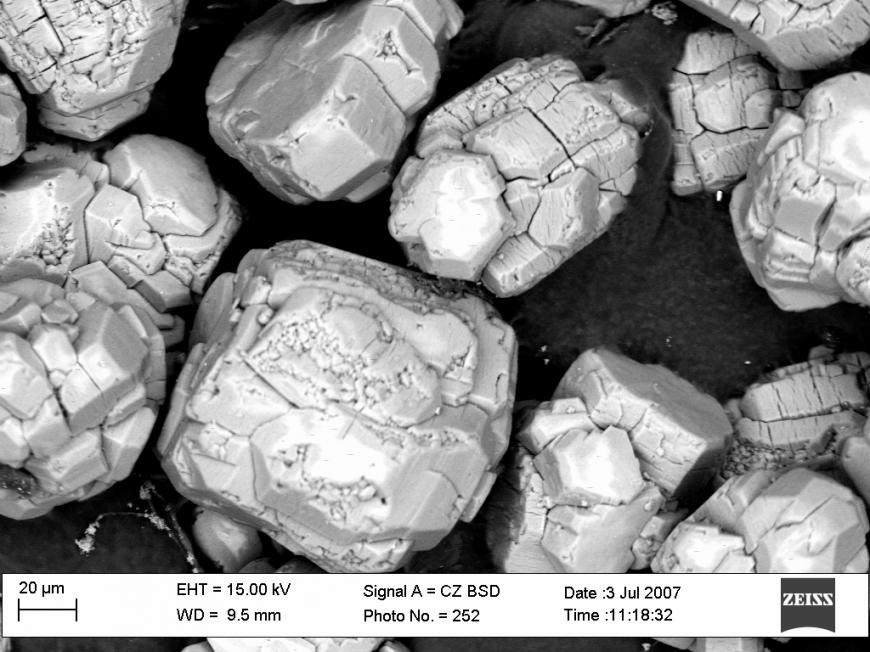 | 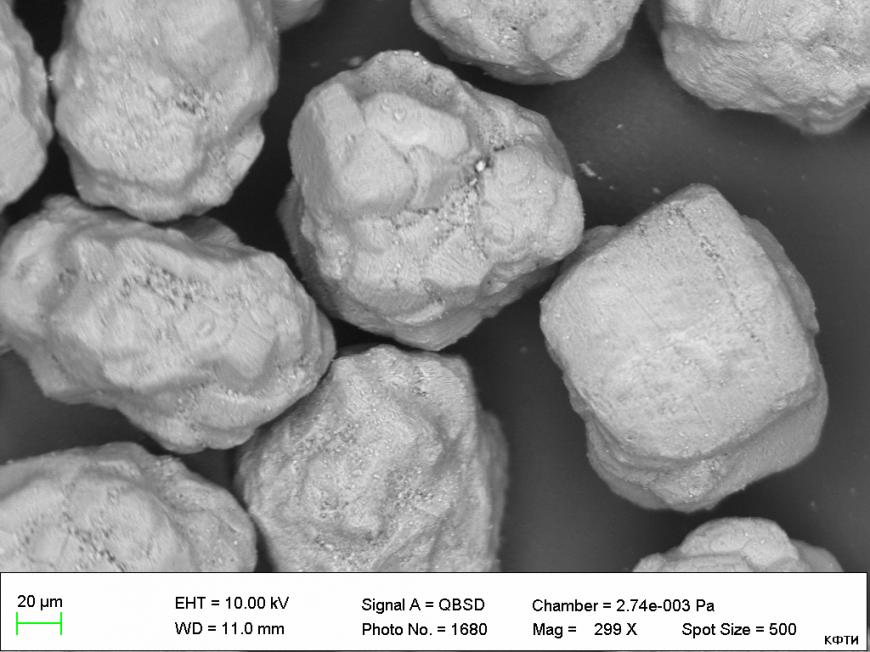 |
| а | б | в |
| Рис. 3 – Электронно-микроскопические снимки промышленных микросферических алюмооксидных носителей А-3 (а), А-4 (б), SA-1001 (в) | ||
Из совокупности полученных данных для дальнейшей работы по разработке катализатора, нами были отобраны наиболее устойчивые к истиранию и содержащие минимальное количество примесей, но существенно отличающиеся величинами удельной поверхности и общего объема пор, образцы носителей SA-1001, А-3 и А-4.
Оптимизация стадии подготовки алюмооксидного носителя
для нанесения активного компонента
Как было показано выше, образцы промышленных носителей содержат значительное (22-43 масс. %) количество гиббсита, который может при растворении в кислых водных растворах и последующем гидролизе образовать гель гидроксида алюминия, который способствует агрегации микрогранул носителя (табл. 2, обр. 1 и 2), вызывать изменения его фракционного состава, что недопустимо для технологии производства микросферических катализаторов.
Для предотвращения образования геля гидроксида алюминия количество гиббсита в промышленных носителях должно быть минимально.
Таблица 2 - Фракционный состав носителя А-3 до и после нанесения Cr2O3
| Образец носителя | Содержание фракции, масс. % | |||
| > 500 мкм | 200-500 мкм | 71-200 мкм | < 71 мкм | |
| Исходный | - | 1,2 | 92,4 | 6,4 |
| После обработки хромовой кислотой и сушки | 5,0 | 20,4 | 70,6 | 4,0 |
| После прокаливания при 550 С, обработки хромовой кислотой и сушки | - | 1,7 | 94,3 | 4,0 |
Одним из путей снижения концентрации гиббсита является его дегидратация (табл. 3).
Таблица 3 – Влияние температуры прокаливания на фазовый состав алюмооксидных носителей (=1 ч)
| Тпрок, °С | Состав по данным РФА* | ||
| SA-1001 | А-3 | А-4 | |
| 110 | Гб-Бм-АФ | Гб-Бм-АФ | Гб-Бм-АФ |
| 450 | Гбсл-Бм-АФ | Гбсл-Бм-АФ | Гбсл-Бм-АФ |
| 550 | Бм-АФ-(-Al2O3)сл | Бм-АФ-(-Al2O3)сл | Бм-АФ-(-Al2O3)сл |
| 700 | -Al2O3(-Al2O3)сл-AФ | -Al2O3(-Al2O3)сл-AФ | -Al2O3(-Al2O3)сл-AФ |
| 800 | -Al2O3(-Al2O3)сл | -Al2O3(-Al2O3)сл | -Al2O3(-Al2O3)сл |
| 900 | -Al2O3(-Al2O3)сл | -Al2O3(-Al2O3)сл | -Al2O3(-Al2O3)сл |
| 1000 | -(-)(-)Al2O3 | -(-)(-)начAl2O3 | -(-)(-)Al2O3 |
| Примечание. *Гб – гиббсит, Бм – бемит, АФ – аморфная фаза | |||
Прокаленные при 550 °С носители не содержат гиббсита и почти полностью состоят из рентгеноаморфного оксида алюминия с небольшим количеством бемита и примесью -Al2O3 и, как следствие, не агломерируются при нанесении Cr2O3 (табл. 2, обр. 3). Изменения фазового состава сопровождаются трансформациями пористой структуры, но не влияют на прочность гранул (табл.4, рис.2,б).
Таблица 4 – Влияние температуры прокаливания на величины удельной поверхности, объем пор и прочность гранул алюмооксидных носителей
| Тпрок, °С | SA-1001 | А-3 | А-4 | ||||||
| SБЭТ, м2/г | VБЭТ, см3/г | ПИ, мас.% | SБЭТ, м2/г | VБЭТ, см3/г | ПИ, мас.% | SБЭТ, м2/г | VБЭТ, см3/г | ПИ, мас.% | |
| 110 | 329 | 0,23 | 97 | 90 | 0,08 | 90 | 122 | 0,10 | 88 |
| 550 | 241 | 0,23 | 97 | 121 | 0,20 | 88 | 164 | 0,17 | 88 |
| 700 | 168 | 0,24 | 96 | 140 | 0,20 | 92 | 135 | 0,22 | 86 |
| 800 | 145 | 0,24 | 96 | 100 | 0,22 | 92 | 102 | 0,24 | 86 |
| 900 | 100 | 0,23 | 95 | 82 | 0,19 | 89 | 87 | 0,24 | 84 |
| 1000 | 67 | 0,22 | 93 | 53 | 0,22 | 89 | 58 | 0,15 | 84 |
Так, для отечественных носителей наблюдается значительное увеличение порометрического объема, что позволяет сократить кратность пропиток носителя по влагопоглощению путем приготовления большего количества пропиточного раствора и в более широком интервале варьировать концентрации хрома и калия. Оптимизация длительности прокаливания показала, что для получения носителя, пригодного для нанесения активного компонента из раствора хромовой кислоты, и обеспечения полной дегидратации гиббсита необходимо проводить термическую обработку продукта ТХА-ТГА при температуре не ниже 550 С в течение 2 ч, после которой носители обладают следующими характеристиками:
- фазовый состав: бемит : Al2O3 (АФ + -Al2O3) = (4-12) : (88-96);
- параметры пористой структуры: SБЭТ=129-235 м2/г, VБЭТ=0,20-0,23 см3/г;
- объем пор по влагопоглощению: 0,6-0,7 см3/г.
Оптимизация стадии нанесения активного компонента (Сr2O3)
и промотора (K2O)
Дегидрирующая активность алюмохромовых катализаторов зависит от дисперсности и количества нанесенного Cr2O3. Наибольший выход С3-С4 олефинов отмечается при концентрации атомов хрома на поверхности носителя NCr=8-12 ат/нм2 (число катионов хрома (III) и (VI) на квадратном нанометре поверхности). Поэтому для выбранных носителей с известной величиной удельной поверхности мы рассчитали интервал концентраций Cr2O3 (табл. 5).
Таблица 5 – Текстурные характеристики и расчетные концентрации Cr2O3
| Носитель | Структурные характеристики * | Оптимальная концентрация Cr2O3, масс. % | |
| SБЭТ, м2/г | VБЭТ, см3/г | ||
| SA-1001 | 114 | 0,24 | 11,5-17,3 |
| А-3 | 109 | 0,23 | 11,0-16,5 |
| А-4 | 103 | 0,23 | 10,4-15,6 |
Примечание. * Температура прокаливания носителя - 750 С (4 ч)
Поскольку интервалы поверхностных концентраций атомов хрома установлены для непромотированных калием систем, то для обеспечения необходимого выхода олефинов и селективности проведена детальная оптимизация состава катализатора по оксидам хрома (III) и калия. Интервал поверхностных концентраций атомов хрома приняли равным 6,5-13,5 ат/нм2, при котором формируется преимущественно фаза Cr2O3 в кластерах, рентгеноаморфном или микрокристаллическом состояниях с большой долей высокоактивных центров дегидрирования. Синтезировали пять групп катализаторов с фиксированными значениями концентраций хрома:
| NCr, ат/нм2 | 6,5 | 8,0 | 9,0 | 11,0 | 13,5 |
| С(Cr2O3), масс. % | 9,5 | 11,5 | 13,0 | 15,5 | 20,0 |
В каждой группе образцов варьировали содержание К2О от 0,5 до 3,5 масс. %.
Для всех образцов определена каталитическая активность и обобщены данные с наилучшими каталитическими показателями (табл. 6). Максимальная селективность в исследованных катализаторах составляет 86-88 масс. %. Она определяется крекирующей активностью катализаторов, на которую существенное влияние оказывает концентрация ионов Cr6+ связанного типа, входящих в состав закрепленных на поверхности алюмооксидного носителя хроматов алюминия.
Таблица 6 – Влияние содержания хрома на свойства образцов в реакции дегидрирования изобутана в изобутилен (Тр=570 °С, С(К2O)ср=1,8 масс. %)
| NСr, ат/нм2 | С(Cr2О3), масс. % | NCr/NКср, ат/ат | С(Cr6+), масс. % | ВП*, масс. % | ВР**, масс. % | Конвер-сия i-C4H10, масс. % | ||
| Общий | Связан-ный | Раство-римый | ||||||
| Носитель SA-1001 | ||||||||
| 6,5 | 9,5 | 3,4 | 2,3 | 1,1 | 1,2 | 46 | 86 | 53 |
| 8,0 | 11,5 | 4,2 | 2,9 | 1,2 | 1,7 | 47 | 86 | 54 |
| 9,0 | 13,0 | 4,7 | 3,6 | 1,2 | 2,4 | 48 | 88 | 54 |
| 11,0 | 15,5 | 4,4 | 4,9 | 1,3 | 3,6 | 46 | 86 | 54 |
| 13,5 | 20,0 | 5,4 | 5,1 | 1,3 | 3,8 | 46 | 86 | 55 |
| Носитель А-3 | ||||||||
| 8,0 | 11,0 | 3,8 | 2,8 | 1,0 | 1,8 | 45 | 86 | 52 |
| 9,0 | 12,4 | 4,3 | 3,6 | 1,1 | 2,4 | 50 | 88 | 57 |
| 10,0 | 13,8 | 4,8 | 4,4 | 1,3 | 3,1 | 47 | 86 | 55 |
| Носитель А-4 | ||||||||
| 8,0 | 10,4 | 3,6 | 2,9 | 1,1 | 1,8 | 46 | 87 | 53 |
| 9,0 | 11,7 | 4,0 | 3,4 | 1,1 | 2,3 | 48 | 87 | 54 |
| 10,0 | 13,0 | 4,5 | 4,2 | 1,2 | 3,0 | 46 | 85 | 54 |
Примечание. *ВП - выход изобутилена на пропущенный изобутан, **ВP- выход изобутилена на разложенный изобутан
При содержании последних от 1,0 до 1,2 масс. % отмечается минимальный выход С1-С3 углеводородов (до 3,7-4,7 мас. %), что достигается при концентрациях оксида калия 2,0-2,5 масс. % при значениях NCr/NК = 2,9-4,8 ат/ат (рис. 4).

Таким образом, оптимальные составы алюмохромовых катализаторов полученных с использованием выбранных носителей включают:
| SА-1001 | А-3 | А-4 | |
| С(Cr2O3), масс. % | 13,0 | 12,4 | 11,7 |
| С(К2О), масс. % | 1,8 | 1,8 | 1,8 |
| С(Al2O3), масс. % | 85,5 | 85,8 | 86,5 |
Разработанные катализаторы получают путем нанесения предшественников активного компонента и промотора пропиткой прокаленного носителя по влагопоглощению раствором, содержащим хромовый ангидрид и гидроксид калия (либо карбонат калия технический). Для получения 1 т катализатора объем водного раствора для пропитки 1070 кг носителя А-3 составляет 300 л, концентрация хромового ангидрида – 455±5 г/л, калия карбоната – 90±2 г/л. Температура пропиточного раствора должна быть не ниже 50 С. Температура сушки 120-135 С, время сушки в промышленных условиях 12 ч.
Выбор и обоснование режима термообработки микросферического
алюмохромового катализатора
Активная фаза и структура катализатора формируются в ходе термической обработки данной композиции. При высоких температурах возможно протекание нежелательных процессов кристаллизации -Cr2O3 (источника малоактивных катионов Cr3+) и формирование неактивной фазы твердого раствора Al2-xCrxO3. Нами проведен эксперимент по определению температур начала образования Al2-xCrxO3 и -Cr2O3 на поверхности носителей SA-1001, А-3 и А-4 с нанесенным Cr2O3 (12 масс. %) при 750, 800, 850, 900, 950 и 1000 °С в течение 6 ч, которые показали, что Al2-xCrxO3 не фиксируется ни в одном из образцов даже после термообработки при 1100 °С. При этом -Cr2O3 рентгенографически регистрируется уже при 900 °С в виде характерных для данной фазы дифракционных линий с d/ln=3,626; 2,445-2,458; 2,158-2,163; 1,799-1,806; 1,665 (рис. 5).
 | 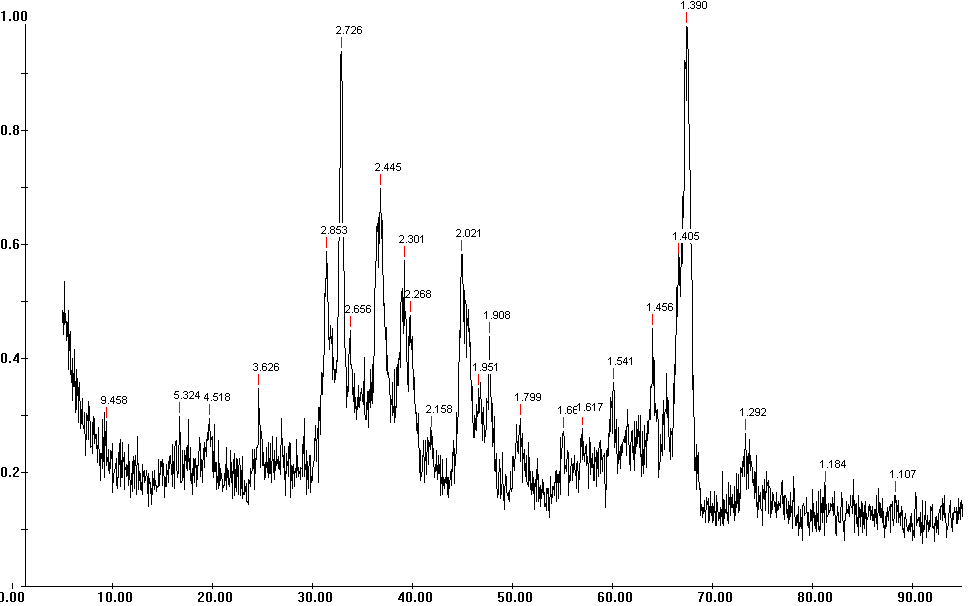 |
| а | б |
| Рис. 5 – Дифрактограммы катализаторов на носителях А-3 (а) и SA-1001 (б), полученных прокаливанием при 900 °С | |
Следовательно, для закрепления активного компонента на носителе и распределения соединений хрома в наиболее оптимальных для катализатора рентгеноаморфных состояниях образцы после нанесения хрома необходимо прокаливать при температуре не более 800 °С. Отмечаемые при высокотемпературных обработках изменения состояний хрома отражаются на каталитических показателях образцов в реакции дегидрирования изобутана (табл. 7).
С учетом температур промышленной эксплуатации катализатора и температуры образования -Cr2O3 (850 С) были определены оптимальная температура и время экспозиции катализатора - 750 С и 4 часа.
Таблица 7 – Влияние температуры прокаливания на содержание Cr6+общ, удельную поверхность и каталитические свойства образцов в реакции дегидрирования изобутана в изобутилен (Т=570 °С) на носителе SA-1001
| Тпр, С | Cr6+общ, масс. % | ВП, масс. % | ВР, масс. % | Конверсия, масс. % | Выход С1-С3-углеводородов, масс. % | SБЭТ, м2/г |
| 750 | 3,6 | 48,4 | 88,1 | 55,0 | 3,37 | 114 |
| 800 | 3,2 | 47,5 | 87,8 | 54,4 | 3,28 | 98 |
| 850 | 1,9 | 30,4 | 83,0 | 36,6 | 2,76 | 84 |
| 950 | 1,1 | 17,6 | 73,6 | 23,9 | 2,90 | 46 |
Таким образом, для получения активного катализатора со стабильной в условиях эксплуатации структурой необходимо после нанесения на ранее подготовленный носитель соединений хрома и калия проводить термическую обработку при 700-800 °С в течение 4 ч, в ходе которой обеспечиваются: стабилизация фазового состава носителя с формированием преимущественно -Al2O3; стабилизация параметров пористой структуры на уровне SБЭТ=103-114 м2/г, VБЭТ=0,23-0,24 см3/г в зависимости от марки носителя; каталитическая активность в дегидрировании изобутана: выход изобутилена на пропущенный изобутан не менее 48 масс. %, выход изобутилена на разложенный изобутан не менее 87 масс. %
На основании полученных результатов разработаны технические условия на катализатор и технологический регламент на его промышленное производство, которое организовано на ОАО «Химический завод им. Л.Я. Карпова» (г. Менделеевск).
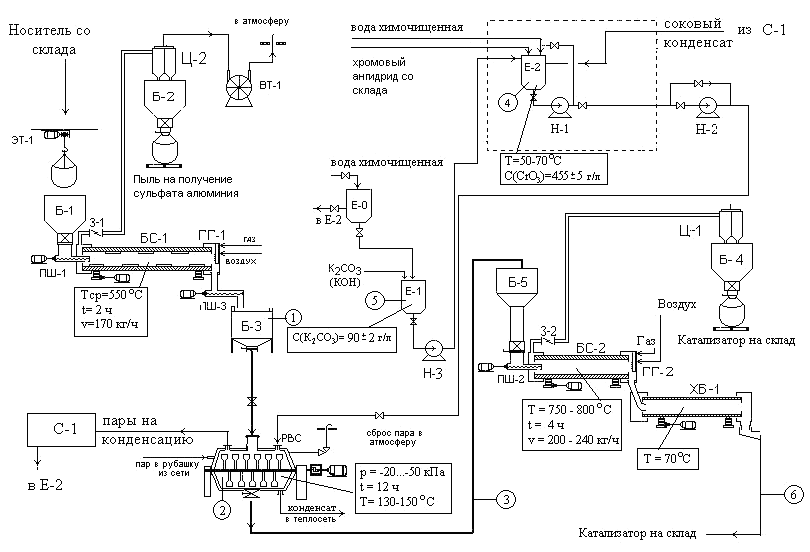
Промышленная реализация технологии производства
микросферического алюмохромового катализатора
На основании проведенных исследований предложена промышленная технология производства микросферического алюмохромового катализатора (рис. 6). В основе технологии лежит процесс получения катализаторов методом влажной пропитки подготовленного носителя растворами активных компонентов с последующей термообработкой. По данной технологии произведено 500 т катализатора КДИ.
Опытно-промышленные испытания разработанных микросферических алюмохромовых катализаторов в процессе дегидрирования изобутана
По разработанной технологии было произведено несколько промышленных партий катализатора КДИ с использованием импортного носителя марки SA-1001 и отечественного носителя А-3 (до 240 т) общим количеством около 300 т. Ввиду большой единичной мощности реакторов дегидрирования (300 т катализатора) партию разработанного катализатора КДИ (на носители SA-1001) вводили в реактор с циркулирующим катализатором ИМ-2201. В качестве базы сравнения в параллельный реактор аналогичной емкости вводили близкие по количеству партии (22-26 т) отечественных катализаторов АОК-73-21 или АОК-73-24.
Составы сырьевых потоков и условия проведения процесса были аналогичны в обоих реакторах (рис. 7).
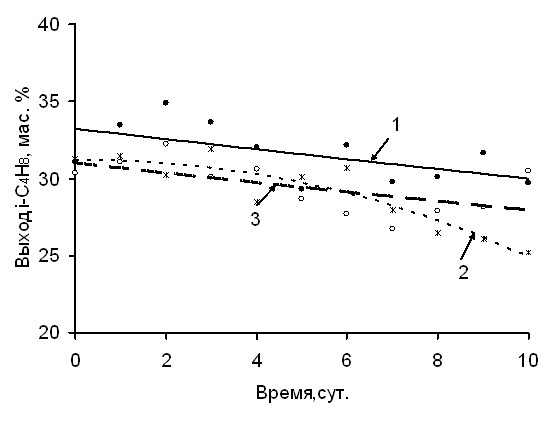
По сравнению с отечественными микросферическими алюмохромовыми катализаторами АОК-73-21, АОК-73-24, получаемыми по сходной технологии, КДИ позволяет понизить температуру процесса на 20 °С, увеличить на 10-20 % выход изобутилена, уменьшить на 25 % выход С1-С3 углеводородов и, следовательно, снизить расходные нормы по сырью.
На следующем этапе ОПИ наработано 54, 79 и 104 т катализатора КДИ на отечественном носителе А-3. Партии эксплуатировались при нагрузках по сырью 20, 30 и 35 т/ч. Испытания показали, что увеличение объема загрузки разработанного катализатора и объемной скорости подачи сырья позволяет увеличить выход изобутилена в контактном газе до 27-32 масс. %, снизить долю продуктов крекинга до 2,9 масс. %, температуру в зоне реакции с 577 до 557 С (рис. 8). Образец катализатора на отечественном носителе А-3 превосходит по активности катализатор на импортном SA-1001. При совместной эксплуатации КДИ в смеси с ИМ-2201 происходит интенсивное разрушение менее прочных частиц последнего. Эти катализаторы имеют оптимальные температуры эксплуатации, 557-562 °С и 565-580 °С соответственно, поэтому одновременное применение в одном реакторе нежелательно.
С целью повышения эффективности работы реакторного блока руководством ОАО «Нижнекамскнефтехим» принято решение о промышленной эксплуатации КДИ, синтезированного на отечественном алюмооксидном носителе, без добавления в реактор других катализаторов. Рекомендовано эксплуатировать разработанный катализатор при температуре 557-562 °С и нагрузке по сырью 35-37 т/ч.
В четвертой главе представлена разработка промышленной технологии производства железокалиевых катализаторов и основные результаты их эксплуатации на ОАО «Нижнекамскнефтехим».
Выбор железооксидного пигмента
Из литературы известно, что железооксидные пигменты, пригодные для синтеза катализаторов дегидрирования, должны содержать минимальное количество примесей кислотного и щелочного характера. На основании элементного анализа десяти отечественных и импортных образцов пигментов было отобрано четыре: G-1(Китай, марка 110), G-2 (Чехия, марка ТР 303), G-3 (Китай, марка R 101), G-4 (Индия, Grade III), содержащих минимальное количество примесей. По данным РФА все пигменты представляют собой оксид железа (III) кристаллографической модификации. Пигменты G-1, G-2 и G-3 имеют близкие размеры первичных микрокристаллитов, но разную степень агломерации, о чем свидетельствуют данные дисперсионного анализа (табл. 8).
Таблица 8 – Результаты дисперсионного анализа пигментов селективного химического и рентгенофазового анализов продуктов их взаимодействия с карбонатом калия (условия прокаливания образцов: Т = 750 °С, =3 ч)
| Пиг-мен-ты | Диаметр вторичных частиц, нм | н,* г/см3 | Sуд*, м2/г | СХА, % | РФА Sпиков, отн.ед. | ||||
| Dср | Dmax | К2СО3 | К2Fe2O3 | d=11.90, ** (K2Fe22O34) | d=3.67, *** (-Fe2O3) | D104, нм | |||
| G-1 | 426 | 372 | 1,25 | 14,78 | 6,5 | 15 | 93,5 | 38,7 | 45,6 |
| G-2 | 635 | 508 | 1,25 | 10,86 | 4,1 | 23 | 117,5 | 26,7 | 48,5 |
| G-3 | 824 | 932 | 1,28 | 8,10 | 5,2 | 19 | 132,6 | 29,4 | 48,7 |
| G-4 | 7397 | 10901 | 2,56 | 1,15 | 7,7 | 13 | 74,4 | 36,9 | 72,9 |
| Примечание. * Рассчитаны по данным дисперсионного анализа, ** межплоскостные расстояния по грани 002, *** межплоскостные расстояния по грани 102 | |||||||||
Полученные методом дисперсионного анализа, значения величины удельной поверхности хорошо согласуются с данными порометрии по адсорбции азота, по результатам которой, например, у G-2 удельная поверхность равна 10,2 м2/г.
Для установления корреляции размера вторичных частиц гематита и продуктами их твердофазного взаимодействия с К2CO3 (моно- и полиферритов калия), были приготовлены образцы катализаторов и исследованы методами селективного химического (СХА) и рентгенофазового (РФА) анализов (табл.8). По данным последнего, они представляют собой смесь нескольких фаз: феррита калия, гематита и церианита. В качестве количественной характеристики гематита и феррита калия принята площадь соответствующих дифракционных линий. Из приведенных данных следует, что использование пигментов G-2 и G-3 позволяет достичь более полного твердофазного взаимодействия между исходными компонентами с образованием наибольшего количества феррита калия.
Содержание моноферритов калия и карбоната калия, дифракционные линии которых не фиксируются на рентгенограммах, ввиду малой чувствительности метода и возможности существования фаз в рентгеноаморфном состоянии, были определены методом селективного химического анализа (СХА). Из таблицы 8 следует, что образцы 2 и 3 имеют минимальное количество свободного карбоната калия и гематита и максимальное содержание моноферрита калия, что свидетельствует о более полном взаимодействии этих компонентов. Это позволяет предположить, что наиболее глубокое твердофазное взаимодействие исходных компонентов происходит при использовании пигментов с размером вторичных частиц 500-900 мкм.
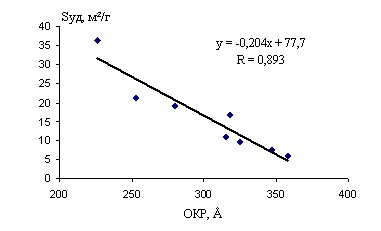
Таким образом, основные требования к пигменту для приготовления железооксидных катализаторов - минимальное количество примесей сульфатов (не более 1,0 %), хлоридов (не более 0,01 %) и ионов натрия (не более 0,07 %), ОКР ~ 450-500, насыпная плотность в диапазоне 1,2-1,3 г/см3, удельная поверхность 8-10 м2/г и размер частиц 500-900 мкм. Именно такие пигменты позволяют получить образцы, содержащие наибольшее количество моно- и полиферритной фаз, определяющих каталитическую активность в процессе дегидрирования метилбутенов.
Оптимизация соотношения Fe2O3/K2O в катализаторе
и влияние промоторов на содержание активной фазы
Формирование каталитически активной ферритной фазы в железокалиевом катализаторе по данным ДСК и РФА методов происходит при топохимическом взаимодействии гематита с карбонатом калия при 600-800 С. Модельные смеси гематита и карбоната калия в антибатных соотношениях прокаливали при 850 С в течение 3 часов. Результаты РФА и СХА методов анализа представлены на рисунке 9, из которых следует, что максимальное количество ферритов калия образуется при соотношении Fe2O3:K2СO3 = 75:25.
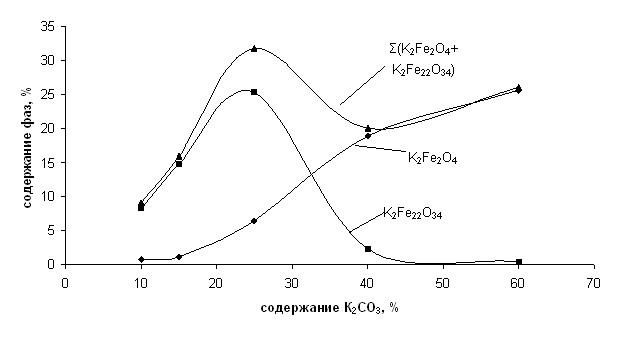
Рис. 9 – Зависимости содержания фаз прокаленных модельных образцов
от концентрации карбоната калия
С целью уточнения оптимального соотношения гематита и карбоната калия были приготовлены образцы катализаторов с введением структурных и каталитических промоторов.
Результаты РФА, СХА и каталитической активности полученных катализаторов представлены в таблице 9, из которой следует, что введение промоторов способствует формированию большего количества ферритной фазы, а оптимальным соотношением Fe2O3:K2СO3 является 80:20, позволяющее достичь максимальных эксплуатационных показателей, обусловленных оптимальным соотношением ферритов калия при минимальном содержании свободного гематита и карбоната калия.
Таблица 9 – Данные рентгенофазового анализа и каталитические свойства образцов катализаторов с различным соотношением Fe2O3/ K2CO3
| Содержание в катализаторе, масс. % | РФА Sпиков, отн.ед. | СХА, % | Каталитическая активность, масс. % | |||||||
| Fe2O3 | K2CO3 | d=2.70, ( -Fe2O3) | d=11.90, (K2Fe22O34) | d=3.12, (CeO2) | K2Fe2O4 | K2Fe22O34 | K2CO3 | ВП | ВP | ЛУ* |
| 85 | 15 | 144 | 37 | 62 | 3,2 | 6,2 | 5,8 | 48,0 | 86,8 | 4,5 |
| 80 | 20 | 54 | 64 | 54 | 6,8 | 9,3 | 8,3 | 46,5 | 89,8 | 2,8 |
| 75 | 25 | 20 | 70 | 43 | 8,3 | 10,5 | 10,4 | 41,1 | 89,5 | 2,5 |
Примечание: * Содержание легких углеводородов в контактном газе
Влияние промоторов (СеО2, MoO3, MgO и СаО) на эксплуатационные
характеристики железокалиевых катализаторов
Увеличение дисперсности гематита обуславливает большее содержание ферритной фазы при его топохимическом взаимодействии с К2СО3. Можно предположить, что введение CeO2 приводит к аналогичному эффекту и сопровождается увеличением активности катализатора. Для проверки предположения модельные образцы с различным содержанием CeO2 были исследованы методом СХА и дисперсионного анализа (табл. 10).
Таблица 10 – Свойства модельных образцов (Tпрок=750 °C, = 3 ч)
| Соотношение -Fe2O3-K2CO3-Ce2(CO3)3 | СеО2, масс. % | Фракция, мкм | Dср, мкм | Dmax, мкм | Sуд*, м2/г | , см3/г | СХА, % | |
| K2Fe2O4 | K2Fe22O34 | |||||||
| 80 : 20 : 0 | 0,0 | 0,1-500 | 195,4 | 245 | 0,4 | 1,65 | 1,9 | 23,6 |
| 70 : 18 : 12 | 3,7 | 0,1-500 | 108,0 | 110 | 1,2 | 1,56 | 8,6 | 15,5 |
| 64 : 16 : 20 | 6,3 | 0,1-500 | 101,0 | 27 | 2,7 | 1,50 | 9,8 | 10,7 |
| 61 : 15 : 24 | 7,5 | 0,1-200 | 18,4 | 24 | 3,7 | 1,48 | 10,3 | 7,8 |
| 58 : 14 : 28 | 8,7 | 0,1-100 | 16,8 | 25 | 3,3 | 1,22 | 12,5 | 3,5 |
| Примечание: * Рассчитана по данным дисперсионного анализа | ||||||||
При термообработке тройной системы (Fe2O3, К2О, СеО2) оксид железа не дает стехиометрических соединений с церием, так как на рентгенограмме присутствуют только дифракционные линии гематита, ферритов калия и оксида церия. Из представленных данных следует, что введение CeO2 приводит к диспергированию ферритной фазы и препятствует образованию полиферритной фазы, формируя преимущественно моноферриты, обладающие большей каталитической активностью (табл. 11) при оптимальном содержании (8,7 масс. %) CeO2. Дальнейшее увеличение его концентрации в катализаторе приводит к росту гематита, катализирующего процессы крекинга.
Таблица 11 – Влияние содержания оксида церия и моноферрита калия в катализаторах на их каталитическую активность (условия прокаливания образцов: T = 750 ° С, = 3 ч)
| № п/п | Содержание СеО2, масс. % | Каталитические свойства, % | ЛУ*, масс. % | СХА K2Fe2O4, % | |
| ВП | ВP | ||||
| 1 | 0,0 | 32,4 | 88,0 | 8,1 | 8,1 |
| 2 | 6,3 | 44,4 | 90,2 | 13,2 | 13,2 |
| 3 | 7,5 | 44,0 | 89,9 | 13,8 | 13,8 |
| 4 | 8,7 | 46,3 | 89,8 | 15,6 | 15,6 |
| 5 | 12,0 | 47,0 | 87,2 | 16,0 | 16,0 |
| 6 | 19,5 | 50,0 | 86,1 | 18,3 | 18,3 |
Примечание: * Легкие углеводороды в контактном газе
Результаты оптимизации состава катализатора по содержанию молибдена, увеличивающего селективность катализатора, представлены в таблице 12, из которой следует, что оптимальное содержание МоО3 составляет 1-2 масс. %, выше которого наблюдается существенное снижение активности катализатора.
Таблица 12 – Каталитические показатели образцов катализатора с различным содержанием МоО3 (условия прокаливания образцов: Т = 750 °С, = 3 ч)
| № п/п | Содержание МоО3, масс. % | Каталитические свойства, масс.% | СХА, % | |||
| K2Fe2O4 | K2Fe22O34 | (K2Fe2O4+ K2Fe22O34 | ||||
| ВП | ВP | |||||
| 1 | 0 | 49,9 | 87,5 | 9,5 | 25,0 | 34,5 |
| 2 | 1 | 48,4 | 88,4 | 8,5 | 21,7 | 30,2 |
| 3 | 2 | 49,0 | 90,1 | 9,0 | 23,6 | 32,6 |
| 4 | 3 | 46,4 | 91,5 | 7,2 | 16,9 | 24,1 |
| 5 | 4 | 43,5 | 91,9 | 3,7 | 13,1 | 16,8 |
| 6 | 5 | 41,1 | 93,0 | 1,0 | 5,0 | 6,0 |
Введение оксида магния в состав катализатора стабилизирует ионы калия в ферритной фазе. Для определения его оптимального количества определяли содержание ионов калия в контактном газе (табл. 13).
Таблица 13 – Каталитические показатели образцов катализатора с различным содержанием MgO (условия прокаливания: Т = 750 °С, = 3 ч)
| Содержание MgO, масс. % | Каталитические свойства, масс.% | К+*, мг/л | |
| ВП | ВP | ||
| 0,5 | 47,7 | 88,6 | 0,40 |
| 2,0 | 48,7 | 87,9 | 0,25 |
| 4,0 | 46,4 | 88,3 | 0,27 |
| 6,0 | 42,2 | 87,7 | 0,19 |
| 8,0 | 41,1 | 87,1 | 0,08 |
Примечание: * В конденсате контактного газа
Из полученных данных следует, что при содержании калия более 2 масс. % происходит снижение активности катализатора. С целью повышения механической прочности экструдатов в состав катализатора вводили карбонат кальция (рис. 10). Из полученных данных следует, что оптимальное содержание в пересчете на оксид кальция от 0,5 до 4 масс. %.
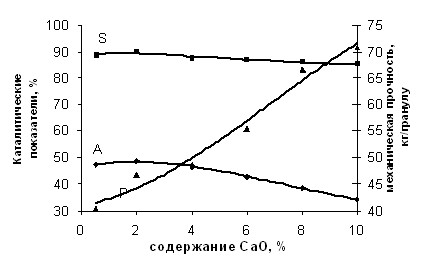
Рис. 10 – Влияние содержания СаО на каталитические (ВП, ВP)
и физико-механические (P) свойства катализатора
На основании полученных результатов было предложено две рецептуры железокалиевых катализаторов (табл. 14). Рецептура катализатора КДО позволяет получать более активный, а КДОМ более селективный катализатор.
Таблица 14– Химический состав катализаторов
| Наименование компонентов | Содержание, масс. % | |
| КДО | КДОМ | |
| Fe2O3 | 72,6 | 77,7 |
| K2O | 16,5 | 9,0 |
| CeO2 | 6,4 | 7,2 |
| CaO | 4,0 | 2,2 |
| MgO | 0,5 | 1,8 |
| MoO3 | - | 2,1 |
Отработка условий приготовления железокалиевого катализатора.
Длительность смешения компонентов
Приготовление катализатора осуществляли методом мокрого смешения. Компоненты вводили в следующей последовательности: в раствор поташа при постоянном перемешивании добавляли соединения магния и кальция, затем соединения церия и молибдена, после чего засыпали оксид железа. Любая другая последовательность ввода компонентов не приводит к улучшению показателей процесса. Длительность смешения определялась экспериментальным путем (рис. 11). Оптимальное время смешения компонентов 3,5-4,0 ч.
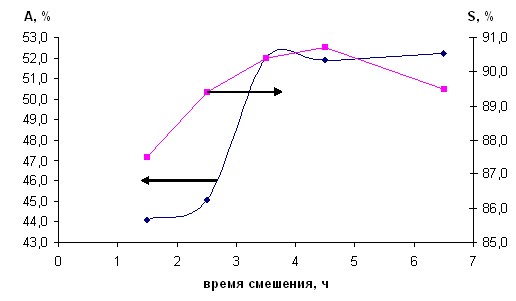
Рис. 11 – Влияние длительности смешения исходных компонентов
на каталитическую активность образцов
Оптимизация давления формования катализаторной пасты
и температуры прокаливания катализаторов
Снижение активности катализатора в процессе его эксплуатации компенсируют постепенным подъемом температуры на 3-4 С в неделю, поэтому пористая структура катализатора должна обеспечивать протекание процесса дегидрирования в кинетической области. Тек стура катализатора в значительной степени определяется давлением формования, для оптимизации которого была приготовлена серия образцов одинакового химического состава при разных давлениях формования, определена их каталитическая активность. Пористая структура образцов по данным РПР представлена на рисунке 12.
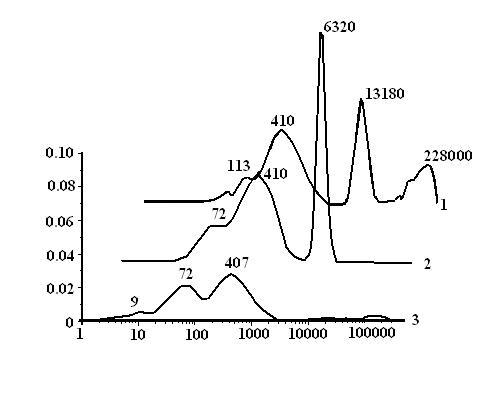
Рис. 12 – Кривые распределения объема пор по радиусам (нм) катализаторов, полученных при давлениях прессования: 50 МПа (1), 150 МПа (2) и 275 МПа (3)
На основании полученных данных рассчитаны коэффициенты диффузии и модуль Тиле (табл.15). Из полученных данных следует, что при давлениях формования 50 и 150 МПа процесс протекает в кинетической области, а при более высоких давлении (275 МПа) в диффузионной за счет формирования пор в области менее 100 нм, которые формируются в результате развития мостиков спайки между вторичными частицами катализатора, что подтверждается СЭМ (рис. 13). Оптимальное давление формования катализаторной пасты 200-250МПа.
Таблица 15 – Экспериментальные и расчетные величины для расчета модуля Тиле
| Р, МПа | Sуд*, м2/г | Vпор*, см3/г | Rср, мкм | Dэ, м2/ч | wС5Н10, моль/(м2·ч)·103 | МодульТиле | ||||
| ** | *** | ** | *** | ** | *** | |||||
| 50 | 7,4 | 0,43 | 0,93 | 7,77 | 9,58 | 9,67 | 0,77 | 0,93 | 0,13 | 0,14 |
| 150 | 8,0 | 0,36 | 0,84 | 5,44 | 6,71 | 6,77 | 0,76 | 0,92 | 0,23 | 0,25 |
| 275 | 13,0 | 0,16 | 0,40 | 0,24 | 0,30 | 0,30 | 0,81 | 0,92 | 2,37 | 2,51 |
Примечание * Получены методом ртутной порометрии, **Т=600 С, ***Т=615 С


а) б)
Рис. 13 - Микрофотографии образцов с давлением прессования 50 (а) и 275 (б) МПа
Для оптимизации температуры прокаливания катализаторов термообработанные при разных температурах образцы исследовали методами РФА и СХА и определяли их каталитическую активность (табл. 16). Из полученных данных следует, что наибольшее содержание ферритной фазы образуется при температуре прокаливания 750 С в течение 3 часов и скорости подъема температуры 10 С/мин.
Таблица 16 – Результаты каталитических испытаний образцов катализатора
| T, °С* | Каталитические показатели, масс. % | , ч** | Каталитические показатели, масс. % | w, °С /мин*** | Каталитические показатели, масс. % | |||
| ВП | ВP | ВП | ВP | ВП | ВP | |||
| 650 | 47,7 | 88,6 | 1 | 46,7 | 90,6 | - | - | - |
| 750 | 49,9 | 91,1 | 3 | 49,9 | 91,1 | 10 | 49,5 | 90,1 |
| 850 | 36,0 | 88,1 | 4 | 48,0 | 90,2 | 20 | 49,3 | 89,9 |
| 950 | 32,9 | 90,3 | 5 | 43,2 | 90,6 | 30 | 48,5 | 89,5 |
| 1050 | 30,2 | 90,5 | 7 | 41,5 | 91,3 | 40 | 48,2 | 89,7 |
Примечание: * В течение 3 ч с максимальной скоростью нагрева, ** при 750 °С с максимальной скоростью нагрева, *** при 750 °С в течение 3 ч
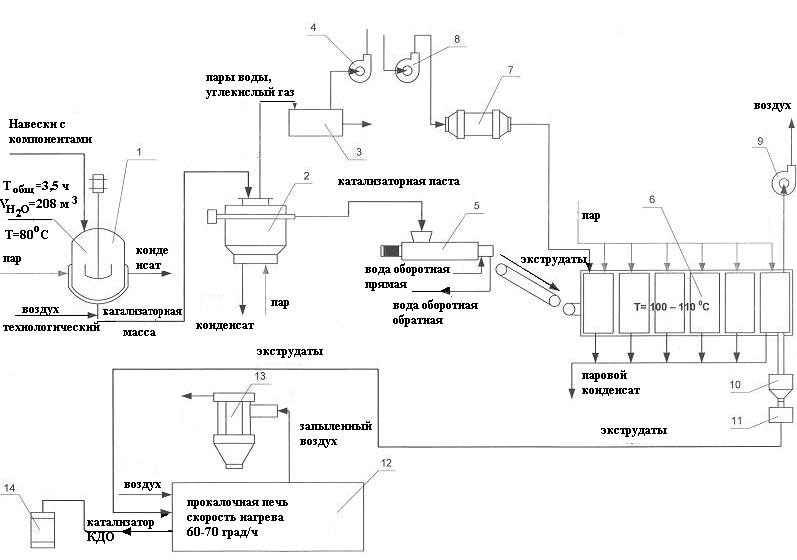
Рис. 14 – Принципиальная технологическая схема производства катализатора: 1-реактор, 2-смеситель, 3-бак, 4-вентиляторный агрегат, 5-гранулятор, 6-сушилка ленточная, 7-калорифер, 8-вентиляторный агрегат, 9-вентиляторный агрегат, 10-бункер, 11-контейнер, 12-прокалочная печь, 13-циклон, 14-весы платформенные
Промышленная реализация технологии производства
железокалиевого катализатора
На основании проведенных исследований предложена промышленная технология производства железокалиевого катализатора (рис. 14), разработаны технические условия на катализатор и технологический регламент на его промышленное производство. Производство катализатора мощностью 300 т в год организовано на катализаторной фабрике завода «Окись этилена» ОАО«Нижнекамскнефтехим». Произведено 475 т катализатора КДОМ и КДО.
Результаты промышленных испытаний катализаторов дегидрирования
Усредненные параметры процесса при промышленной эксплуатации разработанного и импортных катализаторов представлены в таблице 17. Выход изопрена на отечественном катализаторе выше на 2-4 %. Он позволяет работать при более высоких нагрузках по сырью, что снижает скорость протекания побочных (олигомеризационных) процессов, обеспечивая селективность 88-91 %. Меньшее образование легких углеводородов позволяет эксплуатировать его при температурах до 635 С, что увеличивает межрегенерационный пробег и общее время эксплуатации, он более устойчив к холодным простоям реактора. Выявленные преимущества катализатора в процессе дегидрирования изопентана в изопрен позволили рекомендовать его в промышленное производство и использованию на ОАО «Нижнекамскнефтехим». Промышленные партии катализатора загружены в реакторы завода СК ОАО «Нижнекамскнефтехим» в 2005 г. – 25 т., 2006 г. – 125 т., с 2007 г. по настоящее время по 300 т. в год.
Таблица 17 – Усредненные эксплуатационные показатели импортных и отечественного (КДО) катализаторов дегидрирования
| Наименование показателя | Значение показателя | ||
| Катализатор собственного производства | Импортный катализатор | ||
| КДО | S6-34 | Flexicat Gold | |
| Пробег, ч | 500-7000 | 500-5000 | |
| Нагрузка по сырью, т/ч | 4,6 | 4,0 | 3,1 |
| Разбавление сырья паром, т/т | 6,0 | 6,0 | 6,2 |
| Температура, °С | 625 | 621 | 621 |
| Концентрация изопрена в контактном газе, мас. %. | 26,9 | 26,0 | 27,6 |
| ВП, % | 30,1 | 30,6 | 31,8 |
| ВP, % | 89,5 | 84,9 | 89,4 |
| Расходный коэффициент по сырью, т/т | 1,12 | 1,18 | 1,11 |
| Суточная выработка системы с 1 т катализатора, т/т | 1,12 | 1,02 | 0,82 |
| Концентрация легких углеводородов в контактном газе, % | 5,4 | 7,4 | 5,5 |
| Количество регенераций | 10 | 9 | 4 |
| Количество холодных простоев | 4 | 3 | 3 |
В пятой главе приведены результаты разработки лабораторной технологии получения платинооловянного катализатора одностадийного синтеза изопрена и оптимизации режимов его эксплуатации.
Несмотря на модернизацию катализаторов двухстадийного синтеза изопрена, эта технология остается достаточно энергоемкой, доля энергозатрат составляет до 30 % себестоимости изопрена. Логичным продолжением развития этого направления является разработка катализатора одностадийного синтеза изопрена из изопентана. Выбор данного типа катализатора обусловлен тем, что процесс может быть реализован на имеющемся оборудовании второй стадии дегидрирования и будет требовать меньших капиталовложений.
Разработка способа получения алюмоцинкового шпинельного носителя
устойчивого в гидротермальных условиях эксплуатации
В качестве носителя устойчивого в гидротермальных условиях эксплуатации было решено использовать алюмоцинковую шпинель, которая образуется при топохимическом взаимодействии псевдобемита и оксида цинка при температурах более 700 С. Результаты исследования времени и температура прокаливания смеси оксида цинка и псевдобемита методами ДСК и РФА показали, что образцы, содержащие более 95 % алюмоцинковой шпинели, имеют размеры первичных микрокристаллитов более 230 (рис. 15).
 | 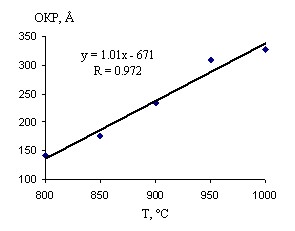 |
Рис. 15 – Зависимости среднего размера микрокристаллитов от времени прокаливания при 850 С (1) и от температуры прокаливания в течение 2 ч (2)
Зависимости среднего размера ОКР от времени и температуры прокаливания позволяет констатировать, что получить кристаллическую структуру шпинели с заданным значением ОКР можно либо длительным нагреванием при температуре фазового перехода, либо увеличением температуры до достижения требуемых размеров микрокристаллита.
Совершенствование кристаллической структуры алюмоцинковой шпинели приводит к изменению текстурных характеристик носителя (рис.16). Для определения необходимой дисперсности активного компонента на поверхности катализатора была подготовлена серия образцов катализаторов одинакового состава с разными размерами микрокристаллитов и испытана их каталитическая активность (рис.17).
 |  |
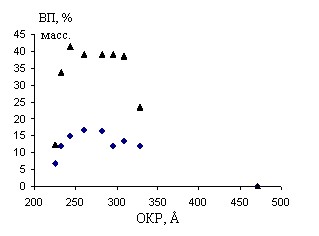 | 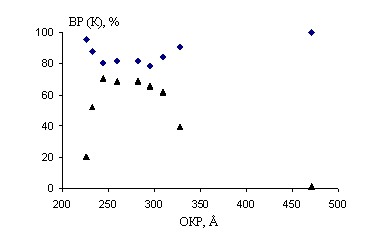 |
Рис. 17 – Зависимости каталитических показателей от размера ОКР носителей: 1а – ВП изопрена, 1б – ВП изоамиленов, 2а – ВР изопрена+изоамиленов, 2б – конверсия
Из полученных результатов следует, что максимальные выходы и селективность образования изопрена и изоамиленов характерны для алюмоцинковых шпинельных носителей с величиной размера первичного микрокристаллита 250-300. При этом его структурные характеристики будут составлять: порометрический объем 0,08-0,16 см3/г, удельная поверхность 17-27 м2/г с максимумом распределения пор 110-120. Вышеуказанные параметры носителя обеспечиваются следующими условиями синтеза:
- соотношение Al2O3/ZnO=1;
- температура прокаливания : 900-950 С;
- длительность прокаливания: 30-35 часов.
Разработка способа нанесения активного компонента (Pt) и промотора (Sn)
В качестве промотора активного компонента (Pt), согласно литературным данным, выбрали олово. Катализаторы готовили методом пропитки по влагопоглощению в одну стадию. Результаты оптимизации содержания активного компонента и промотора, а также их соотношения представлены в таблице 18, из которых следует, что оптимальное содержание платины в катализаторе составляет 0,5 масс. %, при мольном соотношении Pt/Sn=1/3-1/4.
Однако, полученные уровни максимальной конверсии изопентана не позволяют считать такой метод приготовления достаточно эффективным. Поэтому на следующем этапе работы нанесение активного компонента проводили в две стадии. Сначала носитель пропитывали раствором хлорида олова и сушили при 130 С в течение двух часов, затем производили пропитку раствором, содержащим платинохлористоводородную кислоту и хлорид олова.
Таблица 18 – Результаты каталитической активности платинооловянных катализаторов, полученных методом пропитки по влагопоглощению в одну стадию (Т=580 °С, объемная скорость подачи сырья - 400 ч-1, время контактирования - 120 мин, мольное соотношение i-C5H12:H2: H2O= 1:1:12,5)
| Состав катализатора, масс. % | Pt/Sn, моль/моль | Каталитическая активность | |||||
| Pt | Sn | Cl | Конверсия, % | ВП-1*, масс. % | ВП-2**, масс. %. | ВP-2***, масс. % | |
| 0,5 | 0,3 | 1,2 | 1:1 | 12,3 | 4,1 | 11,6 | 90,4 |
| 0,5 | 0,6 | 1,8 | 1:2 | 23,1 | 6,2 | 21,0 | 91,5 |
| 0,5 | 0,9 | 2,3 | 1:3 | 30,9 | 10,2 | 26,0 | 86,4 |
| 0,5 | 1,2 | 3,1 | 1:4 | 40,2 | 12,0 | 35,8 | 80,4 |
| 0,4 | 0,4 | 2,4 | 1:2 | 28,8 | 6,4 | 26,1 | 90,6 |
| 0,2 | 0,4 | 2,3 | 1:3 | 13,2 | 2,3 | 7,8 | 67,2 |
| 0,1 | 0,2 | 1,8 | 1:3 | 10,8 | 1,7 | 7,0 | 59,5 |
| 0,4 | 0,6 | 1,8 | 1:3 | 26,4 | 6,5 | 24,5 | 92,0 |
Примечание. *ВП-1 - выход изопрена на пропущенный изопентан, **ВП-2 - сумма выходов изопрена и изоамиленов на пропущенный изопентан, ***ВР-2 - сумма выходов изопрена и
изоамиленов на разложенный изопентан
Полученные результаты представлены в таблице 19, из которых следует, что двухстадийное нанесение промотора и смеси промотора с активным компонентом позволяет получить образцы катализаторов с уровнем конверсии изопентана до 56 % и содержанием изопрена в контактном газе до 14 %.
Таблица 19 – Результаты каталитической активности платинооловянных катализаторов, полученных методом пропитки по влагопоглощению в две стадии (Т=580 °С, объемная скорость подачи сырья - 400 ч-1, время контактирования - 120 мин, мольное соотношение i-C5H12:H2: H2O=1:1:12,5).
| Состав катализатора, масс. % | Pt/Sn, моль/моль | Каталитическая активность | Порядок пропитки (мольное соотношение) | |||||
| Pt | Sn | Cl | Конвер-сия, % | ВП-1, масс. % | ВП-2, масс. % | ВP-2, масс. % | ||
| 0,5 | 0,9 | 2,8 | 1:3 | 23,4 | 6,5 | 21,5 | 92,0 | Pt-Sn(1:2)+Sn(1) |
| 0,5 | 0,9 | 2,8 | 1:3 | 48,0 | 11,7 | 41,6 | 86,6 | Sn(1)+Pt-Sn(1:2) |
| 0,5 | 0,6 | 1,8 | 1:2 | 30,1 | 10,3 | 26,0 | 86,9 | Sn(1)+Pt-Sn(1:1) |
| 0,5 | 0,6 | 2,8 | 1:4 | 28,3 | 8,3 | 25,4 | 89,6 | Sn(1)+Pt-Sn(1:3) |
| 0,5 | 1,2 | 3,1 | 1:4 | 55,7 | 14,0 | 48,6 | 87,1 | Sn(2)+Pt-Sn(1:2) |
| 0,5 | 1,5 | 3,3 | 1:5 | 32,8 | 10,3 | 30,1 | 91,9 | Sn(3)+Pt-Sn(1:2) |
| 0,3 | 0,5 | 1,3 | 1:3 | 31,7 | 10,3 | 39,1 | 80,7 | Sn(1)+Pt-Sn(1:2) |
| 0,1 | 0,2 | 1,8 | 1:3 | 27,2 | 9,2 | 23,8 | 87,6 | Sn(1)+Pt-Sn(1:2) |
| 0,4 | 0,6 | 1,6 | 1:3 | 42,2 | 14,1 | 35,2 | 83,6 | Sn(1)+Pt-Sn(1:2) |
Оптимальное соотношение активного компонента и промотора во втором пропиточном растворе Pt/Sn=1:2, а содержание хлорида олова в первом пропиточном растворе 1-2 моль/л, общее мольное соотношение Pt/Sn=1:3-1:4. При этом содержание платины в катализаторе 0,35-0,50 масс. %, олова 0,91-1,22 масс. %. В этом случае готовый катализатор будет иметь следующие эксплуатационные показатели:
- выход изопрена на пропущенный изопентан не менее 16 масс. %;
- конверсия изопентана, не менее 68 масс. %;
- выход суммы (изопрен+изоамилен) на разложенный изопентан, не менее 75 масс. %.
Оптимизация условий проведения процесса дегидрирования на
разработанном платинооловянном катализаторе в лабораторном реакторе
На первом этапе исследований (табл. 20) было установлено, что оптимальная температура проведения процесса 580-600 С, объемная скорость подачи сырья 300-400 ч-1, мольное соотношение сырье:водород:пар=1:1:12,5, время контактирования 8 ч, длительность окислительной регенерации 80 мин.
Таблица 20 - Результаты лабораторных испытаний катализатора в процессе дегидрирования 2-метилбутана в изопрен (сырье: iC5H12- 99,07 масс. %, сырье: водород:пар =1:1:12,5 моль)
| Наименование показателя | Температура, °С | |||||||
| 530 | 560 | 580 | 600 | 530 | 560 | 580 | 600 | |
| Объемная скорость подачи сырья, ч-1 | 300 | 300 | 300 | 300 | 400 | 400 | 400 | 400 |
| Компоненты «контактного газа», масс. %: | ||||||||
| iС5H12 | 64,4 | 42,3 | 42,6 | 30,8 | 58,7 | 44,4 | 45,4 | 36,3 |
| Сумма iС5H10 | 28,5 | 42,3 | 34,3 | 34,4 | 33,7 | 40,4 | 33,0 | 31,1 |
| iС5H8 | 4,7 | 9,1 | 13,6 | 15,8 | 5,2 | 8,8 | 13,1 | 16,2 |
| ВП (iС5H8), % | 4,8 | 9,2 | 13,7 | 15,9 | 5,3 | 8,9 | 13,2 | 16,3 |
| ВP (iС5H8), % | 13,6 | 16,0 | 24,0 | 23,1 | 12,9 | 16,1 | 24,4 | 25,8 |
| ВП (iС5H8+iС5H10), % | 33,5 | 51,9 | 48,3 | 50,7 | 39,3 | 49,7 | 46,6 | 47,8 |
| ВP (iС5H8+iС5H10), % | 95,6 | 90,5 | 84,7 | 73,5 | 96,4 | 90,0 | 85,9 | 75,4 |
| Конверсия, % | 35,0 | 57,3 | 57,0 | 68,9 | 40,8 | 55,2 | 54,2 | 63,4 |
Проведение процесса в таких условиях позволяет получить средний выход изопрена около 16 % при селективности по сумме непредельных углеводородов (изопрен+изоамилены) около 87 %.
При использовании в качестве сырья концентрированной изоамиленовой фракции с содержанием изоамиленов 87 масс. % средние показатели за 5 циклов реакция-регенерация составят:
- средний выход изопрена около 22 масс. %, с максимальным значением 32,6 масс. %;
- средний выход изопрена на разложенный – 90 масс. %, с максимальным значением 98,6 масс. %.
Полученные результаты показывают эффективность использования разработанного катализатора в промышленном процессе получения изопрена одностадийным дегидрированием. Разработано задание на проектирование опытно-промышленной установки с объемом загрузки катализатора – 8 т и технологическая пропись производства опытно-промышленной партии катализатора в промышленных условиях.
ВЫВОДЫ
1. На базе выявленных зависимостей состава, структуры и условий формирования неорганических оксидных и металлоксидных систем и эффективных катализаторов дегидрирования с оптимальными эксплуатационными характеристиками разработаны научно-технологические основы их производства.
2. Для микросферических алюмохромовых катализаторов дегидрирования изобутана первой стадии синтеза изопрена:
- создан алюмооксидный носитель со стабильными фазовыми и структурными характеристиками в условиях высокотемпературной промышленной эксплуатации катализатора и оптимальным содержанием активного компонента и промотора;
- показано, что промышленные носители, полученные по технологии ТХА-ТГА, содержат до 43 масс. % исходного тригидрата алюминия, который при нанесении активного компонента (Сr2O3) образует алюмогель, вызывающий агрегацию частиц носителя и изменение его фракционного состава. Проведение прокалки носителя при 550 С (2 часа) приводит к дегидратации гиббсита и увеличению порометрического объема носителя до 80-100 %;
- установлено, что для данного типа носителей максимальная активность (не менее 48 %) катализатора наблюдается при содержании Сr2O3=12-13 масс. %, К2О=1,5-2,0 масс. %, что обеспечивает оптимальное содержание ионов Сr6+ растворимого типа (до 2,4 масс. %).
Минимальный выход продуктов крекинга (3,7-3,9 масс. %) определяется как кислотными центрами алюмооксидного носителя, так и содержанием ионов Сr6+ (1,1-1,2 масс. %) связанного типа, которое наблюдается при содержании К2О = 2,0-2,5 масс. %.
3. Разработана промышленная технология производства микросферического катализатора дегидрирования изобутана на стабилизированном алюмооксидном носителе, обеспечивающего в условиях промышленной эксплуатации выход изобутилена не менее 35 масс. % при объемной скорости подачи 35-37 т/час и температуре 557-562 С.
Оптимизированы основные стадии технологии производства:
- температура прокаливания носителя 550 °С в течение 2 ч;
- температура активации катализатора 750 °С в течение 4 ч.
4. Для железокалиевых катализаторов дегидрирования метилбутенов второй стадии синтеза изопрена:
- показана необходимость формирования максимального содержания ферритной фазы с доминированием монофферитной составляющей;
- показано, что введение в катализатор соединения церия способствует диспергированию полиферритной фазы, увеличению содержания моноферрита калия и каталитической активности. Оптимальное содержание СеО2 в катализаторе 8,7 масс. %;
- обнаружено, что нижний предел давления формования определяется физико-механическими характеристиками катализатора, верхний – областью протекания реакции дегидрирования. Оптимальный диапазон давления формования катализаторной пасты 200-250 МПа, насыпная плотность экструдатов должна составлять 2,40-2,46 г/см3.
5. Разработаны промышленная технология, способ регулирования ферритных фаз и железооксидный катализатор дегидрирования метилбутенов в изопрен, характеризующийся в условиях промышленной эксплуатации активностью не менее 30 %, селективностью по изопрену не менее 89 % с температурой эксплуатации до 640 С, нагрузках по сырью до 7 т/ч и массовом разбавлении сырья паром 1 : 6.
Оптимизированы основные стадии технологии производства:
- длительность перемешивания катализаторной суспензии (3,5-4,0 ч при массовом соотношении сухие компоненты : вода = 1:5);
- влажность катализаторной пасты при формовке (14-16 %);
- температура активации катализатора 750 °С в течение 3 ч, скорость подъема температуры не более 10 °С/мин.
6. Совокупный экономический эффект от использования комплекса разработанных катализаторов двухстадийного синтеза изопрена 44 млн. руб. в год.
7. Для платинооловянного катализатора одностадийного синтеза изопрена:
- показано, что в качестве носителя, устойчивого в гидротермальных условиях проведения процесса, можно использовать алюмоцинковую шпинель, с размером первичного микрокристаллита 250-300, обеспечивающего Sуд=17-27 м2/г, с максимумом распределения пор диаметром 100-120;
- оптимизированы основные стадии получения носителя:
- соотношение Al2O3/ZnO=1;
- температура прокаливания 900-950 °С;
- длительность прокаливания 30-35 ч;
- оптимизирована стадия нанесения активного компонента (Pt) и промотора (Sn). Показано, что соотношение активного компонента и промотора во втором пропиточном растворе Pt/Sn=1/2, содержание промотора в первом пропиточном растворе 1-2 моль/л, что обеспечивает оптимальное содержание платины в готовом катализаторе 0,35-0,50 масс. %, олова 0,91-1,22 масс. %
8. Разработан способ получения катализатора одностадийного синтеза изопрена из изопентана и оптимальные условия его эксплуатации, обеспечивающие в лабораторных испытаниях выход изопрена на пропущенный изопентан, не менее 16 масс. %; конверсию изопентана, не менее 68 масс. %; выход суммы (изопрен + изоамилены) на разложенный изопентан, не менее 75 масс. %.
Подготовлены исходные данные на проектирование производства платинооловянного катализатора дегидрирования изопентана.
Основные положения диссертации опубликованы в следующих работах:
1. Ламберов, А.А. Формирование морфологии гидроксидов алюминия непрерывного осаждения в процессе промышленного синтеза / А.А.Ламберов, А.Г.Аптикашева, С.Р.Егорова, О.В.Левин, Х.Х.Гильманов // Журнал прикладной химии. – 2005. – Т. 78. – Вып. 2. – С. 177-184.
2. Бусыгин, В.М. Проблемы и перспективы эксплуатации катализаторов в ОАО «Нижнекамскнефтехим». Сообщение 1. Катализаторы производств этилена, пропилена, мономеров и продуктов на их основе / В.М.Бусыгин, Х.Х.Гильманов, С.В.Трифонов, А.А.Ламберов // Катализ в промышленности. – 2005. – № 3. – С. 33-37.
3. Бусыгин, В.М. Модернизация катализаторной базы как элемент повышения конкурентоспособности нефтехимического предприятия / В.М.Бусыгин, Х.Х.Гильманов, А.А.Ламберов, В.В.Авилова, С.В.Трифонов // Катализ в промышленности. – 2005. – № 4. – С. 41-46.
4. Аптикашева, А.Г. Морфология поверхности гидроксидов алюминия, полученных в процессе промышленного синтеза / А.Г.Аптикашева, А.А.Ламберов, С.Р.Егорова, О.В.Левин, Х.Х.Гильманов // Журнал физической химии. – 2005. – Т. 79. – № 9. – С. 1633-1637.
5. Бусыгин, В.М. Проблемы и перспективы эксплуатации катализаторов в ОАО «Нижнекамскнефтехим». Сообщение 2. Катализаторы производств мономеров и каучуков. Перспективы освоения производства новых продуктов нефтехимического синтеза / В.М.Бусыгин, Х.Х.Гильманов, С.В.Трифонов, Н.Р.Гильмутдинов, А.А.Ламберов // Катализ в промышленности. – 2005. – № 5. – С. 36-42.
6. Ламберов, А.А. Катализаторные производства в приволжском федеральном округе / А.А.Ламберов, Х.Х.Гильманов, В.М. Бусыгин // Катализ в промышленности. – 2006. – № 3. – С. 12-17.
7. Бусыгин, В.М. Изучение механизма дезактивации Pd-Ag-Al2O3-катализатора селективного гидрирования ацетилена в процессе промышленной эксплуатации. Сообщение 2. Влияние условий эксплуатации на фазовый состав и структуру носителя Pd-Ag-Al2O3-катализатора селективного гидрирования ацетилена / В.М.Бусыгин, А.А.Ламберов, С.Р.Егорова, И.Р.Ильясов, Х.Х.Гильманов, С.В.Трифонов, В.М.Шатилов // Катализ в промышленности. – 2006. – № 3. – С. 34-42.
8. Ламберов, А.А. Влияние трансформаций носителя на состояние нанесенных металлов и свойства катализатора селективного гидрирования / А.А.Ламберов, С.Р.Егорова, Х.Х.Гильманов, С.В.Трифонов, В.М.Шатилов // Химическая технология. – 2006. – № 6. – С. 4-12.
9. Ламберов, А.А. Изменения в процессе реакции и регенерации Pd-Ag/Al2O3-катализатора селективного гидрирования ацетилена / А.А.Ламберов, С.Р.Егорова, И.Р.Ильясов, Х.Х.Гильманов, С.В.Трифонов, В.М.Шатилов, А.Ш. Зиятдинов // Кинетика и катализ. – 2007. – Т. 48. – № 1. – С. 136-142.
10. Гильманов, Х.Х. Влияние давления формования пасты на активность железооксидного катализатора в реакции дегидрирования метилбутенов / Х.Х. Гильманов, А.А. Ламберов, Е.В. Дементьева, Н.В. Романова, С.В. Трифонов, А.В. Андрюшкевич, Р.Я. Биккулов // Журнал прикладной химии. – 2006. – Т. 79. – Вып. 9. – С. 1463-1468.
11. Ламберов, А.А. Влияние давления формования пасты на механическую прочность железооксидного катализатора в реакции дегидрирования метилбутенов / А.А.Ламберов, Е.В.Дементьева, Х.Х.Гильманов, С.Р.Егорова, Н.В.Романова // Журнал прикладной химии. – 2006. – Т. 79. – № 9. – С. 1469-1473.
12. Гильманов, Х.Х. Современное состояние и перспективы развития каталитических процессов и производства катализаторов в ОАО «Нижнекамскнефтехим» / Х.Х.Гильманов // Химическая технология. – 2006. – № 9. – С. 24-26.
13. Бусыгин, В.М. Обобщение опыта разработки и промышленного внедрения катализаторов на ОАО «Нижнекамскнефтехим». Проблемы и возможные варианты решения / В.М.Бусыгин, Х.Х.Гильманов, А.А.Ламберов, В.В.Авилова, С.Р.Егорова // Катализ в промышленности. – 2007. – № 2. – С. 37-42.
14. Ламберов, А.А. Влияние оксида церия на фазовый состав и активность железооксидных катализаторов дегидрирования метилбутенов в изопрен / А.А.Ламберов, Х.Х.Гильманов, Е.В.Дементьева, Е.В.Шатохина, Р.Р.Гильмуллин // Катализ в промышленности. – 2007. – № 6. – С. 18-25.
15. Аптикашева, А.Г. Особенности формирования фазового состава гидроксидов алюминия периодического осаждения в условиях промышленного синтеза / А.Г.Аптикашева, А.А.Ламберов, С.Р.Егорова, Х.Х.Гильманов // Химическая технология. – 2007. – № 9. – С. 396-402.
16. Гильманов, Х.Х. Влияние условий термообработки железооксидного катализатора дегидрирования на образование полиферритных фаз / Х.Х.Гильманов, А.А.Ламберов, Е.В.Дементьева, Е.В.Шатохина, А.В.Иванова, А.М.Губайдуллина // Неорганические материалы. – 2008. – Т. 44. – № 1. – С. 89-94.
17. Ламберов, А.А. Влияние промышленной эксплуатации и окислительной регенерации на активность, элементный и фазовый составы железооксидного катализатора дегидрирования метилбутенов / А.А.Ламберов, Х.Х.Гильманов, Е.В.Шатохина, Е.В.Дементьева, Р.Р.Гильмуллин, Д.Н.Герасимов // Катализ в промышленности. – 2008. – № 1. – С. 20-26.
18. Ламберов, А.А. Катализаторы дегидрирования метилбутенов на основе железооксидных пигментов с различными физико-химическими свойствами / А.А.Ламберов, Х.Х.Гильманов, Е.В.Дементьева, Е.В.Шатохина, Д.К.Нургалиев, П.Г.Ясонов // Катализ в промышленности. – 2008. – № 2. – С. 42-49.
19. Гильманов, Х.Х. Трансформация фазовой структуры железооксидного катализатора дегидрирования метилбутенов в условиях промышленной эксплуатации/ Гильманов Х.Х., Ламберов А.А., Шатохина Е.В, Дементьева Е.В. // Журнал прикладной химии. – 2008. – Т. 81. – № 2. – С. 223-228.
20. Ламберов, А.А. Опытно-промышленные испытания нового микросферического алюмохромового катализатора дегидрирования изобутана / А.А.Ламберов, С.Р.Егорова, Х.Х.Гильманов, О.Н.Нестеров, Р.Р.Гильмуллин, Г.Э.Бекмухамедов // Катализ в промышленности. – 2008. – № 3. – С. 31-39.
21. Ламберов, А.А. Трансформация элементного, фазового составов и пористой структуры железооксидного катализатора дегидрирования метилбутенов в изопрен в условиях промышленной эксплуатации / А.А.Ламберов, Х.Х.Гильманов, Е.В.Дементьева, Е.В.Шатохина, Р.Р.Гильмуллин // Химическая технология. – 2008. – № 6. – С. 252-258.
22. Ламберов, А.А. Промышленные испытания отечественного и зарубежных катализаторов дегидрирования изоамиленов в изопрен / А.А.Ламберов, Е.В.Дементьева, Х.Х.Гильманов, Р.Р.Гильмуллин, Н.В.Качаева, А.В.Иванова // Катализ в промышленности. – 2008. – № 4. – С. 29-35.
23. Романова, Р.Г. Термодинамические параметры процесса одностадийного дегидрирования изопентана в изопрен / Р.Г.Романова, А.А.Ламберов, З.И.Шайхутдинова, Х.Х.Гильманов, Р.Р.Гильмуллин // Журнал прикладной химии. – 2008. – Т. 81. – № 9. – С. 1508-1516.
24. Егорова, С.Р. Разработка нового микросферического катализатора дегидрирования парафинов с улучшенными эксплуатационными характеристиками / С.Р.Егорова, А.А.Ламберов, Х.Х.Гильманов, О.Н.Нестеров, А.Н.Катаев, Г.Э.Бекмухамедов // Катализ в промышленности. – 2008. – № 6. – С. 47-54.
25. Егорова, С.Р. Влияние физико-механических характеристик микросферических носителей и катализаторов дегидрирования на их абразивную активность в условиях кипящего слоя / С.Р.Егорова, А.Н.Катаев, Г.Э.Бекмухамедов, А.А.Ламберов, Р.Р.Гильмуллин, Р.А.Хайдаров, О.Н.Нестеров, Х.Х.Гильманов // Катализ в промышленности. – 2009. – № 4. – С. 37-45.
26. Egorova, S.R. The Influence of physicomechanical characteristics of microspherical supporters and dehydrogenation catalysts on the abrasive activity in fluidized bed conditions / S.R.Egorova, A.N.Kataev, G.E.Bekmukhamedov, A.A.Lamberov, R.R.Gil’mullin, R.A.Khaydarov, Kh.Kh.Gil’manov // Catalysis in Industry. – 2009. V.1. – N. 4. – P. 313-321.
27. Романова, Р.Г. Моделирование процесса одностадийного дегидри-рования изопентана в изопрен / Р.Г.Романова, А.А.Ламберов, Т.В.Романов, Х.Х.Гильманов, Р.Р.Гильмуллин, В.Ф.Сопин // Вестник Казанского технологического университета. – 2009. – № 3. – С. 23-32.
28. Lamberov, A.A. Genesis of the structure, phase and elemental compositions of an alumooxide catalyst in the isomerization process of N-butilenes / A.A.Lamberov, I.A.Basheva, E.Ju.Sitnikova, A.A.Aptikasheva, Kh.Kh.Gilmanov, S.R.Egorova, B.A.Kamalov // Theoretical foundations of chemical engineering. – 2009. – V. 43. –N 5. – Р. 752-757.
29. Гильманов, Х.Х. Оптимизация технологии носителей для производства промышленных микросферических алюмохромовых катализаторов дегидрирования парафинов / Х.Х.Гильманов, О.Н.Нестеров, А.А.Ламберов, Г.Э.Бекмухамедов, А.Н.Катаев, С.Р.Егорова // Катализ в промышленности. – 2010. – № 1. – С. 53-61.
30. Гильманов, Х.Х. Влияние структуры катализатора на каталитическую активность в процессе дегидрирования изопентана / Х.Х.Гильманов, А.А.Ламберов, Р.Г.Романова, Р.Р.Гильмуллин // Журнал прикладной химии. – 2010. – № 1. – С. 78-85.
31. Гильманов, Х.Х. Применение продуктов термохимической активации глинозема в качестве носителей микросферических алюмохромовых катализаторов дегидрирования С3-С5-парафинов / Х.Х.Гильманов // Вестник Казанского технологического университета. – 2010. – № 2. – С. 355-363.
32. Гильманов, Х.Х. Инженерные проблемы эксплуатации микросферических алюмохромовых катализаторов дегидрирования парафинов / Х.Х.Гильманов, О.Н.Нестеров, А.А.Ламберов, Г.Э.Бемухамедов, А.Н.Катаев, С.Р.Егорова, Р.Р.Гильмуллин // Катализ в промышленности. – 2010. – №2. – С. 31-39.
33. Гильманов, Х.Х. Промышленное использование катализаторов на производствах мономеров и каучуков заводов 1-й промышленной зоны ОАО «Нижнекамскнефтехим» / Х.Х.Гильманов // Препринт. КГТУ. – 2010. – 10 с.
34. Гильманов, Х.Х. Использование катализаторов на производствах заводов «Этилена», «Окиси этилена» и «СПС» ОАО «Нижнекамскнефтехим» / Х.Х.Гильманов // Препринт. КГТУ. – 2010. – 8 с.
35. Гильманов, Х.Х. Производство катализаторов для нефтехимии в Приволжском федеральном округе / Х.Х.Гильманов // Препринт. КГТУ. – 2010. – 9 с.
36. Lamberov, A.A. Influence of precipitation temperature on the texture of cool precipitation hydroxide / A.A.Lamberov, O.V.Levin, S.R.Egorova, H.H.Gelmanov // XV International Conference on Chemical Reactors. – Helsinki. – 2001. – P. 305-307.
37. Ламберов, А.А. Текстура промышленных индивидуальных гидроксидов алюминия / А.А.Ламберов, О.В.Левин, С.Р.Егорова, С.В.Трифонов, Х.Х.Гильманов // Тезисы докладов VI Российской конференции «Механизмы каталитических реакций». – Москва. – 2002. – С.213-214.
38. Биккулов, Р.Я. Особенности формирования железооксидных катализаторов дегидрирования изоамиленов, обладающих высокой механической прочностью / Р.Я.Биккулов, Р.А.Ахмедьянова, А.А.Ламберов, С.Р.Егорова, И.Р.Ильясов, В.В.Темников, А.Ш.Зиятдинов, С.В.Трифонов, Х.Х.Гильманов // Тезисы докладов V Российской конференции с участием стран СНГ «Научные основы приготовления и технологии катализаторов» и IV Российской конференции с участием стран СНГ «Проблемы дезактивации катализаторов». – Омск. – 2004. – С. 54.
39. Аптикашева, А.Г. Изучение механизма формирования текстуры гидроксидов алюминия в нестационарных условиях синтеза / А.Г.Аптикашева, А.А.Ламберов, С.Р.Егорова, Х.Х.Гильманов, О.В.Левин // Тезисы докладов конференции, посвященной памяти профессора Ю.И. Ермакова «Молекулярный дизайн катализаторов и катализ в процессах переработки углеводородов и полимеризации». – Омск. – 2005. – С. 101-103.
40. Егорова, С. Р. Генезис фазового состава и структуры катализаторов селективного гидрирования в процессе промышленной эксплуатации // С. Р.Егорова, А.А.Ламберов, В.М.Шатилов, Х.Х.Гильманов, С.В.Трифонов, И.Р.Ильясов / Тезисы докладов конференции, посвященной памяти профессора Ю.И. Ермакова «Молекулярный дизайн катализаторов и катализ в процессах переработки углеводородов и полимеризации». – Омск. – 2005. – С. 121-123.
41. Дементьева, Е.В. Анализ структурных характеристик катализаторов на основе оксидов железа и калия / Е.В.Дементьева, С.Р.Егорова, А.А.Ламберов, Э.А.Королев, Р.Я.Биккулов, А.В.Андрюшкевич, Х.Х.Гильманов / Материалы Международной научной конференции «Спектроскопия, рентгенография и кристаллохимия минералов». – Казань. – 2005. – С. 68-70.
42. Ламберов, А.А. Исследование изменений свойств носителя катализатора селективного гидрирования в процессе промышленной эксплуатации / А.А.Ламберов, С.Р.Егорова, Х.Х.Гильманов, С.В.Трифонов, В.М.Шатилов // Материалы VII международной конференции по интенсификации нефтехимических процессов «Нефтехимия-2005». – Нижнекамск. – 2005. – С. 26-27.
43. Ламберов, А.А. К вопросу о дезактивации катализатора селективного гидрирования в условиях промышленной эксплуатации / А.А.Ламберов, С.Р.Егорова, Х.Х.Гильманов, С.В.Трифонов, В.М.Шатилов // Материалы II Российской конференции «Актуальные проблемы нефтехимии». – Уфа. – 2005. – С. 68.
44. Ламберов, А.А. Технологические особенности синтеза алюмооксидного носителя микросферических катализаторов дегидрирования парафинов / А.А.Ламберов, С.Р.Егорова, Х.Х.Гильманов, Г.Э.Бекмухамедов // Тезисы докладов V Российской конференции с участием стран СНГ «Проблемы дезактивации катализаторов», VI Российской конференции с участием стран СНГ «Научные основы приготовления и технологии катализаторов». – Туапсе. –2008. – Т.1. – С. 129-130.
45. Ламберов, А.А. Исследование причин дезактивации железооксидного катализатора дегидрирования метилбутенов в изопрен в условиях промышленной эксплуатации / А.А.Ламберов, Х.Х.Гильманов, Е.В.Шатохина, Е.В.Дементьева, Р.Р.Гильмуллин, Д.Н.Герасимов // Тезисы докладов V Российской конференции с участием стран СНГ «Проблемы дезактивации катализаторов», VI Российской конференции с участием стран СНГ «Научные основы приготовления и технологии катализаторов». – Туапсе. – 2008. – Т.1. – С. 234-235.
46. Егорова, С.Р. Фазовые и структурные трансформации гидраргиллита в условиях гидротермального синтеза микросферического алюмооксидного носителя катализатора дегидрирования парафинов / С.Р.Егорова, А.Н.Катаев, Г.Э.Бекмухамедов, А.А.Ламберов, О.Н.Нестеров, Х.Х.Гильманов // Тезисы докладов III Российской конференции (с международным участием) «Актуальные проблемы нефтехимии». – Звенигород. – 2008. – Т.2. – С. 193-194.
47. Катаев, А.Н. Математическое моделирование влияния физико-механических характеристик микросферических носителей и катализаторов дегидрирования на их абразивную активность в условиях кипящего слоя / Катаев А.Н., Егорова С.Р., Бекмухамедов Г.Э., Ламберов А.А., Гильмуллин Р.Р., Нестеров О.Н., Гильманов Х.Х. // Тезисы докладов III Российской конференции (с международным участием) «Актуальные проблемы нефтехимии». – Звенигород. – 2008. – Т.2. – С. 199-200.
48. Пат. 2266785 Российская Федерация, МПК7 В 01 J 23/83, С 07 С 5/32. Катализатор для дегидрирования олефиновых и алкилароматических углеводородов / Бусыгин В.М., Гильманов Х.Х., Ламберов А.А., Зиятдинов А.Ш., Ашихмин Г.П., Егорова С.Р.; заявитель и патентообладатель ОАО «Нижнекамскнефтехим». – № 2004128072/04; заявл. 20.09.04; опубл. 27.12.05; Бюл. № 36. – 8 с.
49. Пат. 2266889 Российская Федерация, МПК6 С 07 С 11/18, B 01 J 23/78. Способ получения изопрена / Бусыгин В.М., Гильманов Х.Х., Трифонов С.В., Ламберов А.А., Зиятдинов А.Ш., Бурганов Т.Г., Сидорова Р.В., Егорова С.Р., Биккулов Р.Я., Ашихмин Г.П., Гильмутдинов Н.Р.; заявитель и патентообладатель ОАО «Нижнекамскнефтехим». – № 2004128051; заявл. 20.09.04; опубл. 27.12.05; Бюл. № 36. – 7 с.
50. Пат. 2308323 Российская Федерация, МПК7, В 01 J 37/04, В 01 J 23/745, В 01 J 23/78, В 01 J 23/88, С 07 С 5/32. Катализатор для дегидрирования олефиновых и алкилароматических углеводородов / Бусыгин В.М., Гильманов Х.Х., Трифонов С.В., Ламберов А.А., Зиятдинов А.Ш., Ашихмин Г.П., Егорова С.Р., Дементьева Е.В.; заявитель и патентообладатель ОАО «Нижнекамскнефтехим». – № 2006119267/04; заявл. 01.06.06; опубл. 20.10.07; Бюл. № 29. – 7с.
51. Пат. 2325229 С1 Российская Федерация, МПК7 В 01 J 37/04, В 01 J 23/78, В 01 J 23/745, В 01 J 23/88, В 01 J 23/84, В 01 J 21/06, С 07 С 5/32. Катализатор для дегидрирования алкилароматических углеводородов / Бусыгин В.М., Гильманов Х.Х., Гильмутдинов Н.Р., Макаров Г.М., Манаков А.В., Гильмуллин Р.Р., Ламберов А.А., Дементьева Е.В.; заявитель и патентообладатель ОАО «Нижнекамскнефтехим». – № 2007109556/04; заявл. 15.03.07; опубл. 27.05.08; Бюл. № 15. – 8 с.
52. Пат. 2325227 Российская Федерация, МПК7 В 01 J 37/02, В 01 J 32/00, В 01 J 21/04, В 01 J 23/72, В 01 J 23/78, В 01 J 23/80, С 07 С 5/333. Способ получения катализатора дегидрирования парафиновых углеводородов / Бусыгин В.М., Гильманов Х.Х., Бурганов Т.Г., Палей Р.В., Ламберов А.А., Зиятдинов А.Ш., Трифонов С.В., Нестеров О.Н.; заявитель и патентообладатель ОАО «Нижнекамскнефтехим». – № 20007109566/04; заявл. 15.03.07; опубл. 27.05.08; Бюл. № 15. – 8 с.
53. Пат. 2314282 С1, Российская Федерация, МПК7 С 07 С 11/18, 5/333. Способ получения изопрена / Бусыгин В.М., Гильманов Х.Х., Трифонов С.В., Ламберов А.А., Зиятдинов А.Ш., Бурганов Т.Г., Сидорова Р.В., Егорова С.Р., Дементьева Е.В., Ашихмин Г.П., Гильмутдинов Н.Р. заявитель и патентообладатель ОАО «Нижнекамскнефтехим». – № 2006119268/04; заявл. 01.06.06; опубл. 10.01.08; Бюл. № 1. – 5 с.
54. Пат. 2350594 Российская Федерация, МПК7 C 07 C 5/333, B 01 J 23/26, B 01 J 21/04, B 01 J 23/04, B 01 J 37/02. Алюмооксидный носитель, способ получения алюмооксидного носителя и способ получения катализатора дегидрирования С3-С5 парафиновых углеводородов на этом носителе / Бусыгин В.М., Гильманов Х.Х., Ламберов А.А., Шамсин Д.Р.; заявитель и патентообладатель ОАО «Нижнекамскнефтехим». – № 2007130923/04; заявл. 13.08.07; опубл.27.03.09; Бюл. № 9. – 13 с.
55. Пат. 2373175 Российская Федерация, МПК7 В 01 J 37/02, В 01 J 23/26, В 01 J 21/04, В 01 J 23/84, В 01 J 23/04, С 07 С 5/333. Способ дегидрирования С3-С5 парафиновых углеводородов / Бусыгин В.М., Гильманов Х.Х., Бурганов Т.Г., Сальников А.Б., Ламберов А.А., Егорова С.Р.; заявитель и патентообладатель ОАО «Нижнекамскнефтехим». – № 2008122860/04; заявл. 06.06.08. опубл. 20.11.09; Бюл. № 32. – 13 с.
56. Пат. 2377066 Российская Федерация, МПК7 B 01 J 21/04, B 01 J 23/42, B 01 J 23/60, C 07 C 5/333, C 07 C 5/32, B 01 J 37/00, B 01 J 35/00, B 82 B 1/00, B 01 J 23/62. Катализатор для дегидрирования изопентана и изопентан-изоамиленовых фракций / Ламберов А.А., Бусыгин В.М., Гильманов Х.Х., Романова Р.Г.; заявитель и патентообладатель Ламберов А.А. – № 2008148410/04; заявл. 08.12.08. опубл. 27.12.09; Бюл. № 36. – 13 с.
Соискатель Х.Х. Гильманов